石油钻机大钩铸造合金钢的性能研究*
2021-09-26曹晓宇苏东升王高社梁肖兵王文君杨丰博
党 恩,曹晓宇,苏东升,王高社,梁肖兵,王文君,杨丰博
(1.宝鸡石油机械有限责任公司,陕西 宝鸡 721000;2.中油国家油气钻井装备工程技术研究中心有限公司,陕西 宝鸡 721000)
大钩是钻修井作业中必不可少的起重设备,不仅要承受钻机起升系统和管柱的自重,还要承受遇阻遇卡处理事故时的冲击力,服役条件十分恶劣[1]。一般情况下,大钩需具备较高的强度,倘若钻机所处的作业环境温度非常低,还要求大钩能抵抗住低温冲击[2]。因为大钩零件形状特殊,按现有结构采用锻造成型工艺制作难度很大,但铸造大钩的优越性在于成本低、质量轻、生产周期短。鉴于此,国内外普遍青睐于重力浇铸的方法,并以铬镍钼系低碳合金钢为主要制造材质[3-4]。
由于大钩包含多个形状复杂和截面尺寸相差较大的零件,即便在相同的热处理条件下,不同截面尺寸的铸件由于淬透性不同,往往表现出较大的力学性能差异[5-7]。而关于不同截面尺寸大钩钢的性能试验研究报道较少,给大钩设计计算和制造带来了不便。本研究通过分析不同的热处理工艺条件下系列大钩等效圆基尔试棒的力学性能,确定大钩复杂截面的载荷值,为有限元分析计算提供参考,从而优化大钩零件结构。
1 试验材料及方法
1.1 试验材料
本试验用钢的熔炼阶段采用碱性电炉冶炼+LF炉精炼的方法,并严格控制P及S元素的含量。试验采用红外碳硫仪以及直读光谱仪对试验用钢的化学成分进行了检测分析,结果见表1。

表1 试验用钢的化学成分 %
等效圆基尔试棒如图1所示,经最终热处理后进行力学性能试验,试样轴线位于图1阴影区的边界线上,阴影区的直径D见表2[8]。

图1 等效圆基尔试棒模型

表2 等效圆基尔试棒尺寸
1.2 热处理工艺方案
依据试验用钢的主要元素特性,采取不同的热处理工艺。首先,选用呈等差数列关系的4个淬火温度(850℃、880℃、910℃及940℃),测试在该条件下大钩钢的性能;其次,还选用呈等差数列关系的4个回火温度(550℃、600℃、650℃及700℃)和5个不同回火保温时间(3 min/mm、5 min/mm、7 min/mm、9 min/mm、15 min/mm),研究该条件下大钩铸造合金钢组织和性能的变化趋势,具体热处理工艺方案见表3。通过对ER80 mm~ER315 mm系列等效圆基尔试棒进行热处理,研究该条件下大钩铸造合金钢力学性能的变化趋势,系列基尔试棒热处理工艺参数见表4。其中,油作为淬火的冷却介质,空气作为回火的冷却介质。

表3 热处理工艺方案

表4 系列基尔试棒热处理工艺参数
1.3 试验方法
对试样分别进行拉伸及冲击试验。拉伸试样采用ASTM标准,试样规格为Φ20 mm×250 mm,冲击试验的V形缺口试样依据GB/T 229—2007制备,试样规格为10.5 mm×10.5 mm×250 mm。采用SHT 4605D电液伺服试验机进行拉伸试验,分别在20℃和-20℃条件下进行,采用摆锤冲击试验机进行冲击试验,每组选取3个试样,取平均值作为该温度下的冲击吸收功值,并观察其金相组织。
2 试验结果及分析
2.1 淬火温度对力学性能的影响
当回火温度一定时,淬火温度与大钩钢力学性能的关系如图2所示。由图2可知,淬火温度的变化对大钩钢的强度及塑性并未产生显著影响,但对冲击韧性有显著影响。若淬火温度处于880~940℃,随着温度不断升高,大钩钢的强度及塑性并未发生大幅度的波动。一般情况下,若温度上升至900℃左右,大钩钢的低温冲击性能呈现最佳水平。淬火温度处于850~910℃时,随着温度的升高,韧性也相应增强。但当温度超过910℃时,淬火温度越高,冲击韧性反而越低。
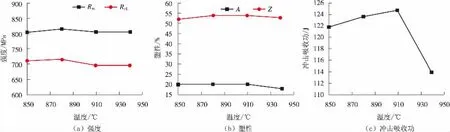
图2 不同淬火温度下大钩铸造合金钢的力学性能
造成上述现象的原因在于,淬火温度会直接对碳及合金元素在奥氏体中的溶解和分布以及奥氏体晶粒的大小产生影响,继而影响马氏体的形态和数量。提高大钩钢热处理温度和延长保温时间,钢中的合金元素才能充分地溶入奥氏体内。当淬火温度逐渐上升时,大钩钢内的碳及合金元素会逐步溶入奥氏体中,奥氏体均匀化程度也不断提升[9]。而当温度达到910℃之后,碳及合金元素已经完全溶进奥氏体,此时进行回火处理,便可以得到组织均一的回火索氏体,大钩钢的综合力学性能处于最佳状态。而当淬火温度继续上升,超过940℃后,碳化物已经全部溶解,无法再组织奥氏体晶粒的变大。奥氏体晶粒的粗化导致马氏体转变组织粗大,由此导致材料韧性和塑性降低[10]。
2.2 回火温度对力学性能的影响
回火温度与大钩钢力学性能的关系如图3所示。由图3可见,当温度在500~700℃时,温度越高,大钩钢的强度越低;而当温度超过650℃,大钩钢的抗拉强度降幅比较缓慢,屈服强度降幅较大。与大钩钢的强度指标变化不同的是,其塑性及冲击功和温度之间呈正比关系,当温度达到650℃时,冲击功处于最佳状态,随着回火温度的继续升高,冲击功逐渐降低。

图3 不同回火温度下大钩铸造合金钢的力学性能
不同回火温度大钩钢的显微组织如图4所示。图4(a)和图4(b)均可以看到回火索氏体等组织。由此可见,在550℃回火处理后,大钩钢内还保留有马氏体相,而当温度超过600℃时,回火马氏体的饱和度明显下降,受其影响,大钩钢强度伴随着温度的升高而减弱,塑韧性却有所改善[11];温度超过650℃之后,马氏体板条内析出了许多碳化物颗粒,且处于弥散状态,如图4(c)所示,回火马氏体的饱和度不断降低,固溶强化作用也随之减弱,大钩钢的强度反而趋向稳定,不再有大幅度的变化。此时析出的碳化物颗粒对大钩钢韧性的减弱作用低于马氏体固溶对大钩钢韧性的强化作用,结果是大钩钢韧性不再随回火温度的升高而大幅度增加,在该阶段大钩钢的韧性达到了最佳[12]。以上试验表明,当回火温度在650℃时,大钩钢的韧性较好,且不会随温度的升高而增加,在这个温度进行回火处理,能够保证大钩钢的韧性是最佳水平;当回火温度高于650℃,碳化物颗粒体积逐渐变大,如图4(d)所示,此时温度上升大钩钢韧性反而有所降低[13]。

图4 不同回火温度下大钩铸造合金钢的显微组织
2.3 回火保温时间对力学性能的影响
回火保温时间与大钩钢力学性能的关系如图5所示。由图5(a)可知,保温时间和大钩钢的强度二者呈反比。随着保温时间的增加,大钩钢抗拉强度逐渐减弱。当保温时长大于7 min/mm之后,大钩钢的强度变化幅度逐渐平稳,下降趋势减缓;保温时间在3~15 min/mm时,保温时间对大钩钢的塑性影响不大,大钩钢的塑性无明显变化;而这一阶段中大钩钢冲击韧性变化较为明显,时间越长,韧性越好。获得最佳冲击韧性的保温时长在7~9 min/mm之间,当超过9 min/mm之后,反而会慢慢减弱。
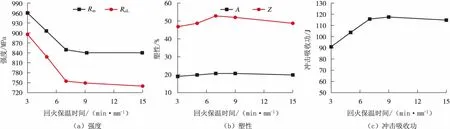
图5 不同回火保温时间下大钩铸造合金钢的力学性能
不同回火保温时间的大钩钢显微组织如图6所示。由图6(a)可以看出,回火保温时间小于3 min/mm时,淬火组织尚未达到平稳状态,因而还保留着淬火马氏体形态;而当保温时间达到7~9 min/mm时,淬火马氏体分解的比较充分,此时调质组织达到了相对稳定的状态。由此可见,回火保温时长对回火组织起重要作用,继而影响大钩钢的力学性能。但另一方面,回火保温时间过长,会导致碳原子长时间扩散,造成碳化物颗粒增大,引起大钩钢冲击性能的下降[14]。

图6 不同回火保温时间的大钩铸造合金钢显微组织
2.4 等效圆基尔试棒直径对力学性能的影响
不同直径等效圆基尔试棒对大钩钢力学性能的影响如图7所示。回火温度一定时,随着试棒直径的增大,大钩钢强度逐渐减少,当试棒直径大于160 mm时,强度减少的幅度变大,屈服强度的减小较明显,如图7(a)所示。与此不同的是,当试棒直径增大时,塑性逐渐增大,如图7(b)、图7(c)所示。冲击吸收功的变化与图7(a)强度变化存在同样的规律,当试棒直径增至200 mm时,低温冲击吸收功下降趋于平缓。由此可见,当热处理条件一致时,基尔试棒的直径决定着钢的力学性能变化趋势。当等效圆基尔试棒的直径增大时,强度和冲击韧性指标会逐渐降低,而塑性却呈现出明显的上升趋势[15]。在给定的热处理工艺条件下(如淬火温度、淬火介质等),其淬透层深度受截面尺寸影响较大。随着钢的截面尺寸增大,越往心部获得的马氏体组织越少,非马氏体组织较多,经高温回火后钢的强塑性指标变化趋于平缓。

图7 基尔试棒直径与力学性能的关系
3结论
(1)大钩钢在较高的温度下回火,对提高大钩钢的综合力学性能具有重要的影响。回火保温一定时间后,大钩钢的组织趋于稳定,大钩钢的综合力学性能不再受回火保温时间的影响,但长时间回火会对大钩的综合性能产生不利影响,回火保温时间宜为3~15 min/mm。
(2)大钩钢最佳热处理工艺是在880~900℃淬火、650℃保温5~9 min/mm回火。此工艺下,大钩钢析出的碳化物颗粒呈弥散分布且体积很小,实现了强度和塑韧性的最佳匹配。
(3)大钩钢的有效淬透层深度在ER160 mm~ER200 mm等效圆之间。当等效圆的尺寸超过ER200 mm时,随着热处理工艺参数的变化,大钩钢强韧性指标变化不明显。
