回火对激光焊中锰钢焊接接头组织和力学性能的影响
2021-09-25王云浩王魏军岑琼瑛孙晓云
王云浩 王魏军 岑琼瑛 孙晓云 张 梅
(上海大学材料科学与工程学院,上海 200444)
先进高强钢(advanced high strength steel,AHSS)是为解决汽车轻量化问题而研发的一系列钢种,已发展出了三代、十几个品种,并在汽车制造的各个环节得到了广泛应用。其中,以铁素体为基体的第一代先进高强钢的强塑积可达25 GPa·%;以奥氏体为基体的第二代先进高强钢因加入大量合金元素而获得近乎全奥氏体组织,并依靠奥氏体的动态应变硬化特性达到极高的强塑性(>50 GPa·%);第三代先进高强钢的典型钢种是中锰钢,其成分特点是低碳(wC<0.5%)中合金(wMn=3%~12%),由于合金元素的质量分数减少了10%~20%,相比第二代先进高强钢具有明显的成本优势。中锰钢一方面通过固溶强化、细晶强化、相变强化等方式提高强度;另一方面通过控制C、Mn在奥氏体中的配分提高亚稳奥氏体的含量,利用相变诱导塑性(phase transformation induced plasticity,TRIP)机制提高钢的塑性。通常,中锰钢的抗拉强度为750~2 200 MPa,总延伸率为15%~85%,强塑积可达30~70 GPa·%[1],性能远超第一代先进高强钢。
焊接是新型材料实现工业化应用的关键技术。激光焊由于拥有生产效率高、热输入少、焊后变形小等优点,在汽车行业应用逐渐广泛[2-3]。对于焊后热处理,国内外学者已进行了大量研究。潘华等[4]研究了焊后热处理对中锰钢电阻点焊接头组织与力学性能的影响,发现焊后低温回火可以显著提高点焊接头的力学性能,且低温回火时间长短影响不大。王晨鹤等[5]研究了回火温度对微合金C-Mn钢激光焊接接头组织与硬度的影响,发现当回火温度超过550℃至650℃时,由于板条马氏体发生了明显的再结晶,接头硬度明显降低。Kuryntsev等[6]研究发现,0.3C-1Cr-1Si钢激光焊并回火后,针状无碳化物马氏体分别转变为索氏体和大颗粒碳化物组织、回火马氏体组织,且焊缝区和粗晶区硬度均大幅度下降。以上研究均表明,回火可以提高激光焊中锰钢焊接接头性能。但目前关于0.15C-7Mn-0.12V中锰钢激光焊接接头特征以及回火温度对接头组织和性能的影响研究报道较少,因此本文研究了激光焊0.15C-7Mn-0.12V中锰钢焊接接头的显微组织以及回火对焊接接头组织、力学性能和断裂行为的影响,以期为中锰钢的实际应用提供试验数据和理论支撑。
1 试验材料和方法
1.1 试样制备
试验材料为1.6 mm厚的商用7MnV冷轧中锰钢板,其化学成分如表1所示。7MnV中锰钢的碳当量较高,焊后淬硬倾向大。

表1 7MnV钢的化学成分和碳当量(质量分数)Table 1 Chemical composition and carbon equivalent of the 7MnV steel(mass fraction)%
使用Rapido 3D型光纤激光器(最大额定功率4 kW,光斑直径0.6 mm)沿板材轧制方向对7MnV中锰钢进行对接焊,焊接保护气体采用80 kPa的氮气。焊前将150 mm×200 mm试样的待焊侧表面打磨干净,然后用丙酮清洗,最后将待焊板在70℃烘干30 min,防止焊接过程受水汽、杂质的影响。采用3 kW激光功率、3.5 m/min焊接速度对试板进行焊接,离焦量为0,两板之间不留焊接间隙。最后将焊态试样在电阻炉中分别加热至250、550℃保温30 min后,空冷至室温。
1.2 试验方法
沿垂直于焊接方向取金相、拉伸试样,根据ASTM E8/E8M—2011《金属材料拉伸试验方法》制备拉伸试样,尺寸如图1所示。使用Zwick/Z100TEW型拉伸机进行室温静态拉伸试验,拉伸速率为3 mm/min,每组进行3次重复试验并取平均值。金相试样经打磨、抛光后用体积分数为4%的硝酸酒精溶液腐蚀4~6 s,之后用Zeiss EVO18型扫描电子显微镜进行焊缝组织和断口形貌观察,并进行能谱分析,研究焊后Mn元素的蒸发现象。采用MH-5L型硬度计测试焊接接头硬度,试验力为200 g,保载时间为10 s。

图1 拉伸试样尺寸示意图Fig.1 Schematic diagram of tensile specimen
2 结果与讨论
2.1 显微组织
图2为焊态接头不同区域的显微组织。可见,焊缝区为粗大的全马氏体组织,焊接过程中其峰值温度超过熔点,经过快速冷却从而形成了全马氏体组织;粗晶热影响区由于过热晶粒严重粗化,之后快速冷却形成板条马氏体组织,其峰值温度一般为900~1 350℃;随着峰值温度的降低,细晶热影响区中奥氏体没有足够的时间长大就快速冷却发生相变,从而形成更加细小的板条马氏体[8-9];临界热影响区仅有碳元素富集的部分区域发生奥氏体转变,因而冷却后形成铁素体、奥氏体和马氏体混合组织,其中“凹陷”组织为奥氏体,“浮凸”组织为铁素体,内部存在细小的板条马氏体;距离母材最近的亚临界热影响区组织与母材十分类似,均由铁素体和奥氏体组成,奥氏体中存在少量碳化物。
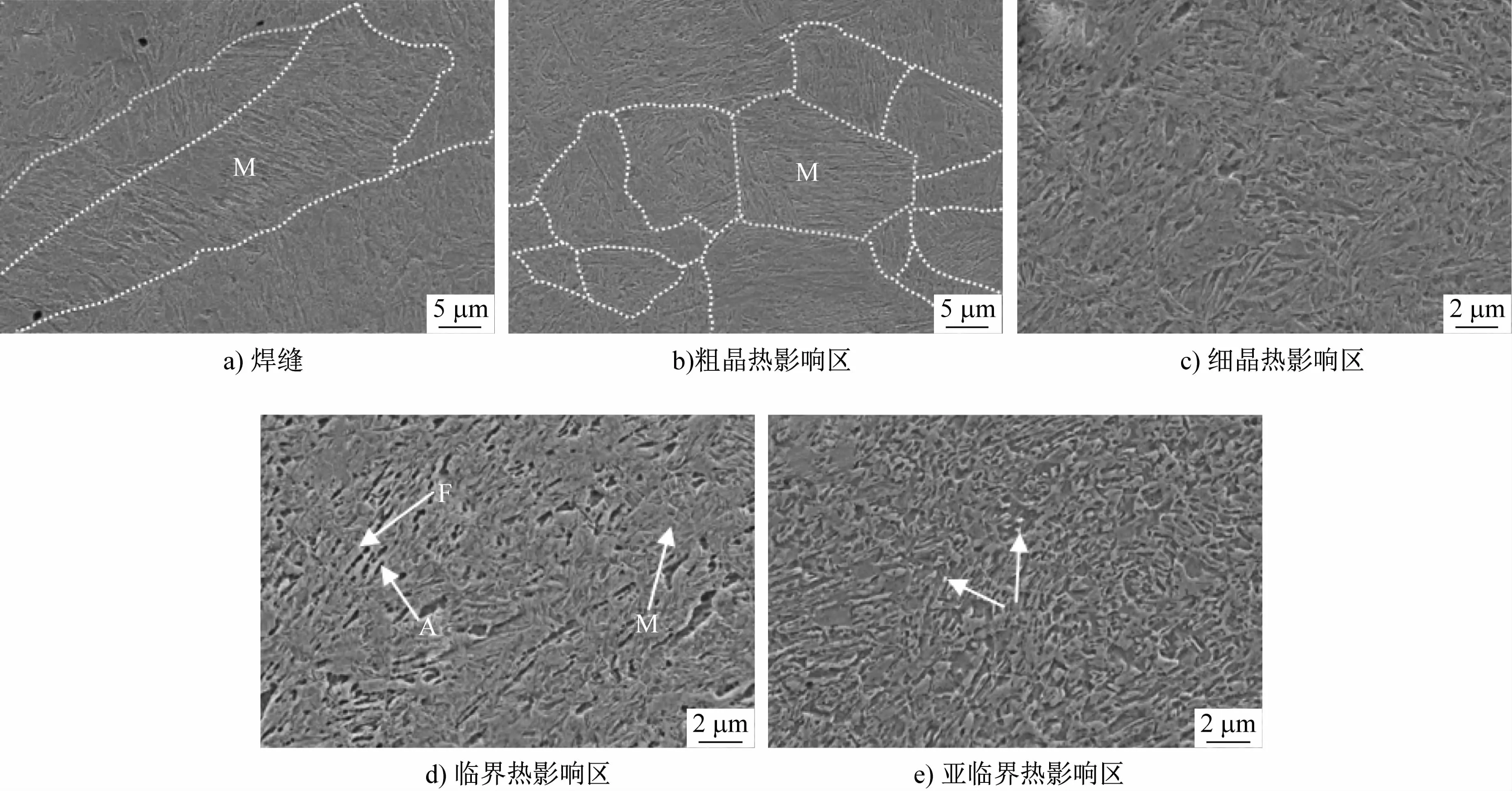
图2 焊态接头不同区域的显微组织Fig.2 Microstructures in different areas of the as-welded joint
图3为焊态和250、550℃回火态焊接接头焊缝区的显微组织。从图3(a,d)可以看出,由于激光焊接冷速较快,焊态试样焊缝区生成了较粗大的马氏体组织;此外,由于熔池不同区域温度梯度大,晶粒沿垂直于焊接方向生长,焊缝组织呈现出明显的柱状晶特征。250和550℃回火试样原奥氏体晶界和晶内均有碳化物生成,且产生了回火马氏体。250℃回火试样中碳化物析出较少,马氏体回复不充分,仍呈现板条状形貌。550℃回火试样中碳化物析出更明显,马氏体内有细小颗粒状的“白点”、“白条”组织(见图3(f)),且相较于250℃回火态试样(图3(e)),这些组织的球化特征更明显,马氏体板条束也逐渐溶解合并。另外,550℃回火试样中由于碳化物大量析出,部分马氏体转变为具有索氏体特征的铁素体+碳化物机械混合物。

图3 焊态和回火态焊接接头焊缝区的显微组织Fig.3 Microstructures in the weld zone of the as-welded and as-tempered joints
图4为焊态和250、550℃回火态焊接接头临界热影响区的显微组织。该区温度介于Ac1与Ac3之间,母材中部分铁素体和奥氏体发生相变生成细小的马氏体,且马氏体含量随着与焊缝中心距离的增大而减少,如图4(a,d)所示。250℃回火试样马氏体中有细小的条带状碳化物析出(图4(b,e))。550℃回火试样马氏体中碳化物析出更多且明显长大,呈球状,铁素体和奥氏体中也有碳化物析出(图4(c,f))。

图4 焊态和回火态焊接接头临界热影响区的显微组织Fig.4 Microstructures in the heat-affected zone of the as-welded and as-tempered joints
2.2 力学性能及断口形貌
焊态和250、550℃回火态焊接接头和母材的拉伸应力-应变曲线如图5所示。可见250℃回火试样的强度较焊态试样有所降低,550℃回火试样的强度明显降低,但塑性明显提升,其抗拉强度约270 MPa,屈服强度约400 MPa,断后伸长率达11.7%,约为母材的75.3%。这是由于回火后焊缝中脆硬的板条状马氏体转变成回火马氏体,强度有所下降而塑性提升。

图5 焊态和回火态焊接接头和母材的拉伸应力-应变曲线Fig.5 Tensile stress-strain curves of the as-welded and as-tempered joints and the base metal
图6~图8分别为焊态和250、550℃回火态试样的拉伸断口形貌。可见3种试样断口均呈现出穿晶、沿晶混合断裂特征。如图6(a,c)中方框所示,穿晶断裂分布于试样断口中心并呈条带状分布;沿晶断裂靠近断面两侧表面分布,呈“冰糖状”特征。此外,550℃回火试样断口还出现了细小密集的等轴状韧窝形貌,通常称这类断口类型为韧窝状沿晶断裂[10]。这类断口由于在裂纹扩展过程中新生表面的面积更大,消耗能量更多,其塑性较焊态和250℃回火态试样的明显提升。

图6 焊态试样断口形貌Fig.6 Fracture morphologies of the as-welded sample

图7 250℃回火试样断口形貌Fig.7 Fracture morphologies of the sample tempered at 250℃

图8 550℃回火试样断口形貌Fig.8 Fracture morphologies of the sample tempered at 550℃
2.3 显微硬度
焊态与回火态试样的显微硬度分布如图9所示。可见焊态试样硬度分布不均,总体上可分为硬化区、软化区和母材3个区域。其中硬化区由焊缝和热影响区中的粗晶区、细晶区和临界热影响区构成,软化区由热影响区的临界热影响区构成。硬化区组织均为马氏体,因此硬度较高。其中细晶热影响区的硬度最高,可达540 HV0.2;焊缝和粗晶热影响区均为粗大的板条马氏体,因此硬度较细晶区低。最后凝固的焊缝中心组织内应力较小,导致硬度降低;焊缝中心峰值温度较高,冷却速度较慢,冷却过程中C、Mn元素在焊缝中心配分较少,造成硬度下降。试验钢中较多的V起到细晶强化和析出强化的作用,由于亚临界热影响区温度为500~600℃,在此温度区间有碳化物析出,使其相较于母材出现严重的软化。250℃回火试样硬度略有下降,推测其原因为:250℃回火时,马氏体片层间仅有少量碳化物析出,部分马氏体还未发生变化,因此对材料硬度影响不大。而550℃回火试样,由于回火温度较高,整个接头均有大量碳化物析出,焊缝区发生马氏体回火造成软化,母材组织发生回复,位错密度显著降低,导致整个接头硬度明显下降。

图9 焊态与回火态试样的显微硬度分布Fig.9 Microhardness distribution in the as-welded and as-tempered samples
2.4 回火温度对母材的影响
从图5拉伸曲线可知,550℃回火试样母材在拉伸屈服过程中出现了明显的吕德斯带。由于焊缝区组织为马氏体,与母材差别较大,当拉伸至应力突增的第二屈服点(图5中箭头所指处)时,标志着吕德斯带运动至试样的焊缝区,之后吕德斯带继续向试样的另一端扩张,最终试样进入加工硬化阶段。根据位错增值理论,吕德斯带产生条件为[11]:材料变形前可动位错密度很低,且随塑性变形位错能快速增值,材料自身的应力敏感程度较低。经过550℃回火的母材发生回复再结晶,导致铁素体中可动位错密度大大降低,从而使得吕德斯带更易产生。
从图9可以发现,经过250℃回火的母材硬度没有明显变化;而550℃回火的母材硬度降低约100 HV0.2,屈服强度降低约400 MPa。这主要是高温回火后母材中细小弥散的碳化物逐渐聚集长大,导致其析出强化作用消失[12];此外,母材发生回复甚至再结晶,位错密度降低,加工硬化减弱。在这两种因素的共同作用下,母材的硬度和屈服强度都明显降低。
3 结论
(1)中锰钢焊态焊缝组织为全马氏体,回火态焊缝组织为回火马氏体。
(2)焊态及250℃回火试样均无塑性,而550℃回火试样的塑性明显提升,断后伸长率达11.7%,约为母材的75.3%,抗拉强度较母材降低约270 MPa,且拉伸过程中出现吕德斯带。
(3)焊态、回火态试样均拉伸断裂在焊缝处,焊态及250℃回火试样的拉伸断裂方式为沿晶+穿晶混合断裂,550℃回火试样除了混合断裂外,还存在韧窝状沿晶断裂。
