等离子喷涂Ni3Al-Cr7C3 涂层的滑动磨损性能
2021-09-16袁建鹏于月光沈婕
袁建鹏,于月光, 沈婕
(1. 东北大学,沈阳 110819;2.矿冶科技集团有限公司,北京 100160;3. 中国钢研科技集团有限公司,北京 100081;4. 特种涂层材料与技术北京市重点实验室,北京 102206)
0 引言
近年来,Ni-Al 金属间化合物的应用领域逐渐由块体材料拓展至涂层材料[1-3]。其中Ni3Al 和常规合金材料有所不同,其屈服强度随温度升高而升高,并在650℃时达到峰值,即出现屈服强度反常升高的R 现象[4],因此Ni3Al 在600℃以下温度使用时展现出卓越的性能优势[5]。研究表明,在Ni3Al 中添加陶瓷强化相可以对Ni3Al 基金属陶瓷的力学性能有显著提升[6]。较为常用的陶瓷相是与之具有较好润湿效果的CrxCy颗粒,如Karin Gong[7]等人发现含18 vol.%Cr3C2的Ni3Al 金属间化合物基熔覆层的磨损率优于作为活塞环的商用蠕墨铸铁材料以及含18 vol%Cr3C2的Ni3Al 基热等静压块体材料,对Ni3Al 与CrxCy颗粒复合及涂层材料设计提供了思路借鉴。
很多学者对Ni3Al-CrxCy复合涂层的研制做了积极尝试[8-12],但在性能和稳定性等方面都达不到替代同温度范围内工业应用较为广泛的NiCr-Mo-Cr3C2涂层的水平,尤其已有研究未对碳化物含量做过较为系统的优化研究,低碳含量下较好地避免了材料脆性但材料硬度欠佳,而高碳含量时硬度获得提升复合材料相间润湿效果得不到保障,导致喷涂效果差,难以对涂层硬度和韧性实现最佳平衡优化。如李尚平等人[13]采用金属粉末药芯技术开发了一种Ni3Al-Cr7C3复合焊丝用于制备堆焊涂层,证明耐磨性能优于Stellite12 合金,但药芯焊丝金属皮含量相对固定,同时该材料仅能用于特定工艺的涂层制备,涂层表面粗糙度过高,应用受到限制。赵琳等人[14]将Cr3C2粉末添加到Ni3Al 粉末中混匀后,利用激光熔覆技术将粉末熔覆在钢铁表面形成Ni3Al-Cr3C2复合涂层,具有优异的耐磨性能,但金属相与陶瓷相比例选取了同类材料的经验值,不能确认为最佳碳化物含量,且机械混合的粉末均匀性和不规则的陶瓷大颗粒会对最终涂层寿命造成不利影响。本人及所在团队[15]已探讨了原位自生碳化物型Ni3Al-Cr7C3金属陶瓷粉末的物相、组织和性能,证明该复合涂层材料500℃以下耐磨性能优异,但该研究中涂层制备采用HVOF 工艺,与工业活塞环现用APS 工艺制备的NiCr-Mo-Cr3C2涂层无法形成同工艺参数下材料性能的对比。
本研究采用APS 工艺喷涂制备了6 种不同碳含量的Ni3Al-Cr7C3涂层,通过SEM 及XRD 对涂层的显微形貌、组织结构进行分析,检测了涂层的硬度、结合强度;通过SRV 实验检测了涂层的摩擦磨损性能,并与活塞环现用的APS 喷涂的NiCr-Mo-Cr3C2涂层性能进行对比,研究了Ni3Al-Cr7C3涂层的摩擦磨损机理及高温耐磨性能,揭示了可能发生的磨损机制。
1 实验方法
1.1 Ni3Al-Cr7C3 涂层制备
本研究选用的Ni3Al-Cr7C3粉末为北矿新材科技有限公司通过真空雾化工艺生产的,共有6 种不同成分,分别按照碳含量0%、1%、2%、3%、4%、5%设计,Cr 含量随着 C 计量的增加按生成的碳化物元素配比而等比增加,并一定程度考虑了Cr 原子可能固溶到Ni3Al 基体中的补充量。通过化学分析测定粉末成分情况见表1。研究中采用XRD (YB/T5320-2006)测涂层中所含的物相,使用QUANTA-600 型扫描电子显微镜(SEM)配合GENESIS7000 能谱仪(EDS)观察粉末截面的微观形貌和相分布。

表1 粉末的成分Table 1 Composition of the powders
涂层制备采用F-6 型大气等离子喷涂(APS)设备,喷涂参数如表2 所示。喷涂基体选用45#钢和GH4169 高温合金。其中结合强度试样、金相样片采用45#钢材质,粉末通过APS 工艺喷涂于60mm×30mm×2mm 的样块上,切样并磨制后用于SEM 电镜观察;低温SRV 摩擦试验采用Φ24mm×7.88mm 的45#钢试样作为基体材料;高温摩擦磨损试验及高温硬度实验所用试样为Φ24mm×7.8mm 高温合金样块。对比材料NiCr-Mo-Cr3C2涂层为活塞环常用涂层,NiCr: Mo:Cr3C2体积比为1: 2: 3,硬质相Cr3C2的体积份数大约为50 vol.%,该涂层与Ni3Al-Cr7C3涂层采用同样的制备工艺,各涂层用于SEM 形貌、EDS成分、 XRD 物相的观测试样,以及室温、高温摩擦磨损检测试样全部控制在300 μm 左右厚度。

表2 大气等离子喷涂工艺常规参数Table 2 Parameters of APS system
室温摩擦磨损实验在SRV 高温摩擦磨损试验机上进行,高温摩擦磨损所用设备为Tribolab UMT 通用摩擦磨损测试仪,试验参数见表3。试验参数设计考虑模拟轮船发动机活塞环和缸套之间的摩擦工况。

表3 室温、高温摩擦试验参数Table 3 High temperature frictional experiment parameters
2 实验结果与分析
2.1 涂层成分、形貌与物相分析
图1 展示了6 种成分粉末及其通过APS 制备的涂层的截面SEM 照片,上为粉末,下为涂层。不同碳含量Ni3Al-Cr7C3的APS 涂层的截面形貌、分布比较相似,均为颜色较深的相弥散于颜色较浅的相中,研究中采用EDS 面扫描证实涂层与粉末的元素分析和元素面分布结果基本相一致,分别是深色为碳元素集聚的碳化物硬质点,浅颜色为Ni、Al 按当量原子比3:1 分布的合金相。同时,等离子喷涂过程中还引入了微量的氧元素,这是由于等离子喷涂过程中焰流温度较高而粉末在焰流中停留的时间较长的原因。
图1(c)中A 处条状硬质相同粉末中相比,呈现断续状,主要是因为喷涂过程中,原条状硬质相被拉长而断开。图1(d)中B 处硬质相与粉末中相比,一端颜色变浅,主要是因为硬质相溶解而未及时析出。图1(e)中C 处硬质相尺寸明显偏小,也可以看出该处粉末在喷涂过程中溶化最充分,这是由于粉末中硬质相完全溶解,之后形核析出,而喷涂过程时间极短,硬质相未来得及长大。图1(f)中D 处由于Ni3Al 粘结相不充足,较大尺寸的针条状碳化物颗粒互相搭撑形成明显的孔洞,应力集中的孔洞的尖锐处也由于粘结相的含量低而提升了脆性裂纹扩展的风险,易形成贯穿型横向连续扩展裂纹。
从图1 粉末截面照片可以看出,随碳含量增加,涂层中硬质相体积分数在同步增加,六种粉末统计得到的碳化物体积百分数分别为0、5 vol.%、21 vol.%、33 vol.%、41 vol.% 及61 vol.%。基相中弥散分布的硬质相呈条状,含碳4 wt.%及以下的粉末中碳化物比较弥散、细小,粒径大约1~3 μm,较高的粘结相含量弥补了Ni3Al本征的韧性不足,对硬质相形成了完全包裹的复合结构,反映到APS 涂层中,形成的金属陶瓷涂层也呈现典型的韧性复合形貌。而含碳5 wt.%的粉末硬质相尺寸粗大,达到10 μm 左右,作为粘结相的金属间化合物Ni3Al 本身脆性远高于普通金属,其与陶瓷颗粒的润湿性在Ni3Al 含量不充分的情况下,不能完成对碳化物的完整包覆。这从含碳5 wt.%的粉末的截面形貌(图1(f))边缘处以及APS 涂层中贯穿型的横向连续不规则大孔隙形貌可以进行推断。即Ni3Al-Cr7C3粉末中含碳量达到5 wt.%及以上时,由于粉末中两相间的润湿性差、脆性增加,以及强化相尺寸的骤然增大的共同作用,两复合相间往往很难形成连续、高致密度的结合,Ni3Al 相的粘结作用无法充分发挥。对于耐磨涂层,这种结构会对涂层结合强度带来不利的影响。

图1 不同碳含量Ni3Al-Cr7C3 粉末与APS 涂层对照SEM 照片:(a) 含碳0 wt.%;(b) 含碳1 wt.%;(c) 含碳2 wt.%;(d) 含碳3 wt.%;(e) 含碳4 wt.% ;(f) 含碳5 wt.%Fig. 1 SEM for powders and APS coatings of Ni3Al-Cr7C3 with different carbon content:(a) with 0 wt.% carbon; (b) with 1 wt.% carbon; (c) with 2 wt.% carbon; (d) with 3 wt.% carbon;(e) with 4 wt.% carbon; (f) with 5 wt.% carbon
结合强度关系到涂层在服役过程中是否易脱落。对于APS 工艺,制备涂层的结合强度普遍低于HVOF 等高速喷涂工艺,因此涂层的结合强度高低也一定程度反映了粉末与APS 喷涂工艺的适应性。本文借助拉伸法测量APS 涂层的结合强度,结果如图2 所示。从图可以看出含碳4 wt.%及以下的涂层的结合强度与硬质相含量关系不大,几种碳含量粉末所制备的涂层结合强度均比较高,介于21~30 MPa 之间,说明含碳4 wt.%及以下的Ni3Al-Cr7C3粉末具有较好的APS 喷涂适应性。而含碳5 wt.%的粉末通过APS 喷涂制备出的涂层结合强度骤然下降至6.7 MPa,这应该与涂层中存在的贯穿型横向连续孔洞有关。需要说明的是,含碳5 wt.%的Ni3Al-Cr7C3粉末并非不适合所有热喷涂方法,在文献[15]中同样以含碳5 wt.%的Ni3Al-Cr7C3粉末为原料,采用HVOF 高速喷涂方法制备的涂层依然能够保持较强的韧性和低孔隙率,涂层结合强度维持较高水平。
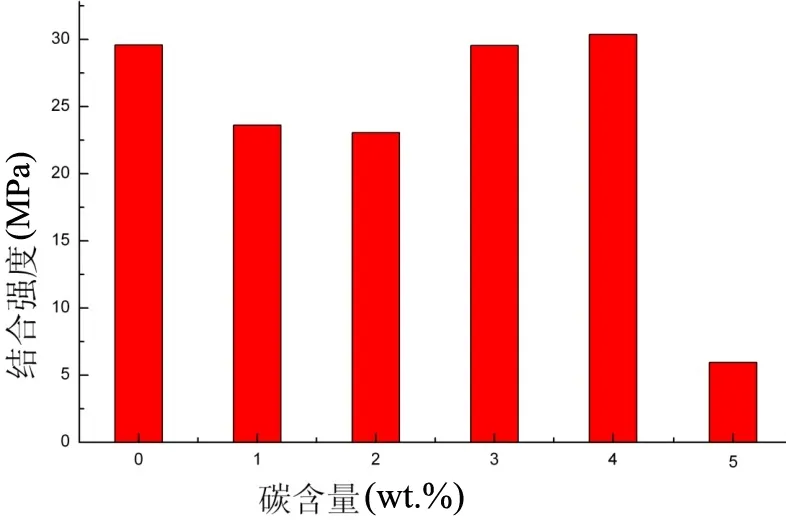
图2 APS 涂层的结合强度Fig. 2 Bonding strength of APS coating
由于以上试验结果表明,含碳5 wt.%及以上的Ni3Al-Cr7C3粉末不再适合作为APS 用涂层材料。因此本研究重点比较讨论了碳含量0%、1%、2%、3%、4%这五种成分的粉末及涂层性能。为了研究Ni3Al-Cr7C3在APS 喷涂后涂层中的物相及陶瓷相大致含量,对各涂层进行了XRD 测试。Ni3Al-Cr7C3的APS 涂层的XRD 图谱见图3。含碳1 wt.%和2 wt.%的APS 涂层的XRD 图谱显示,涂层中主相是Ni3Al,同时,Cr7C3峰开始出现,但峰高相对较低;而含碳3 wt.%和4 wt.%的Ni3Al-Cr7C3涂层衍射图表现出较强的Cr7C3相的峰强度。根据粉末成分,配合Ni3Al 与Cr7C3密度可以算出含碳3 wt.%和4 wt.%的硬质相体积分数分别为41.4 vol.%和47.4 vol.%。涂层中陶瓷硬质相的体积分数均较粉末中略高,但基本维持在相近的水平。从APS 涂层的XRD 图谱可以看出,图谱中仅有Ni3Al 和Cr7C3两种物质的峰,含量与粉末中大致相当,达到理想的组织。随着碳含量的增加,涂层中Ni3Al 含量减少,Cr7C3含量增加。

图3 Ni3Al-Cr7C3 的APS 涂层的XRDFig. 3 XRD of Ni3Al-Cr7C3 APS coatings
2.2 涂层硬度研究
硬度在一定程度上影响涂层的耐磨性。硬度提高,能抵抗硬质磨粒刺入涂层,有效防止磨损过程中犁削沟的产生。测硬度时,载荷大小为300 g 力,载荷保持时间10 s。所测各Ni3Al-Cr7C3的APS 涂层的硬度值及测量硬度后涂层表面显微照片如图4 所示,从图中可以直观地看出随着碳和铬含量的增加,压痕变小,涂层硬度增加。硬质相能起到增加粉末硬度的作用,在碳含量达到4 wt.%时,硬度达到600 HV0.3。

图4 不同碳含量APS 涂层的硬度对照Fig. 4 The hardness histogram of APS coating with different carbon content
Ni3Al 的一个重要优势在于其硬度随温度升高有不降反升的R 现象。Ni3Al-Cr7C3涂层的材料组成也是基于Ni3Al 的相关特性而设计的。研究中对4 wt.%碳含量涂层检测了室温、200℃、400℃、600℃、700℃、800℃下的高温硬度,并引入NiCr-Mo-Cr3C2涂层与其作对比.结果如图5所示,4 wt.%碳含量Ni3Al-Cr7C3涂层硬度随温度变化比较平稳,大约在500℃以后出现涂层硬度随温度变高的R 现象。在温度升高到大约630℃以后,4 wt.%碳含量Ni3Al-Cr7C3涂层的硬度高于NiCr-Mo-Cr3C2涂层,达到50 HRA 左右。而NiCr-Mo-Cr3C2涂层由于NiCr 在中低温下硬度高以及涂层中硬质相Cr3C2的体积分数(大约为50 vol%),比4 wt.%碳含量Ni3Al-Cr7C3涂层(47.4 vol%)略高,在室温到600℃下硬度均高于Ni3Al-Cr7C3涂层,只是其硬度随着温度上升呈快速衰减趋势。同时,在高温硬度测定时发现,当NiCr-Mo-Cr3C2涂层被加热到600℃后开始冒出白色烟雾。取出样品后发现样品表面生成一层雪花样疏松晶体物质。有文献[16-18]指出Mo 在250℃就开始氧化,到600℃就会氧化生成挥发性的MoO3。这说明,虽然MoO3具有减摩作用,但生成MoO3会使涂层耐高温能力退化,这将降低涂层的服役寿命。又由于Ni3Al 具有极高的加工硬化效应,这些都预示着在活塞环等较高温度的磨损条件下使用,4 wt.%碳含量Ni3Al-Cr7C3涂层在某些方面可能具有比NiCr-Mo-Cr3C2涂层更大的优势。
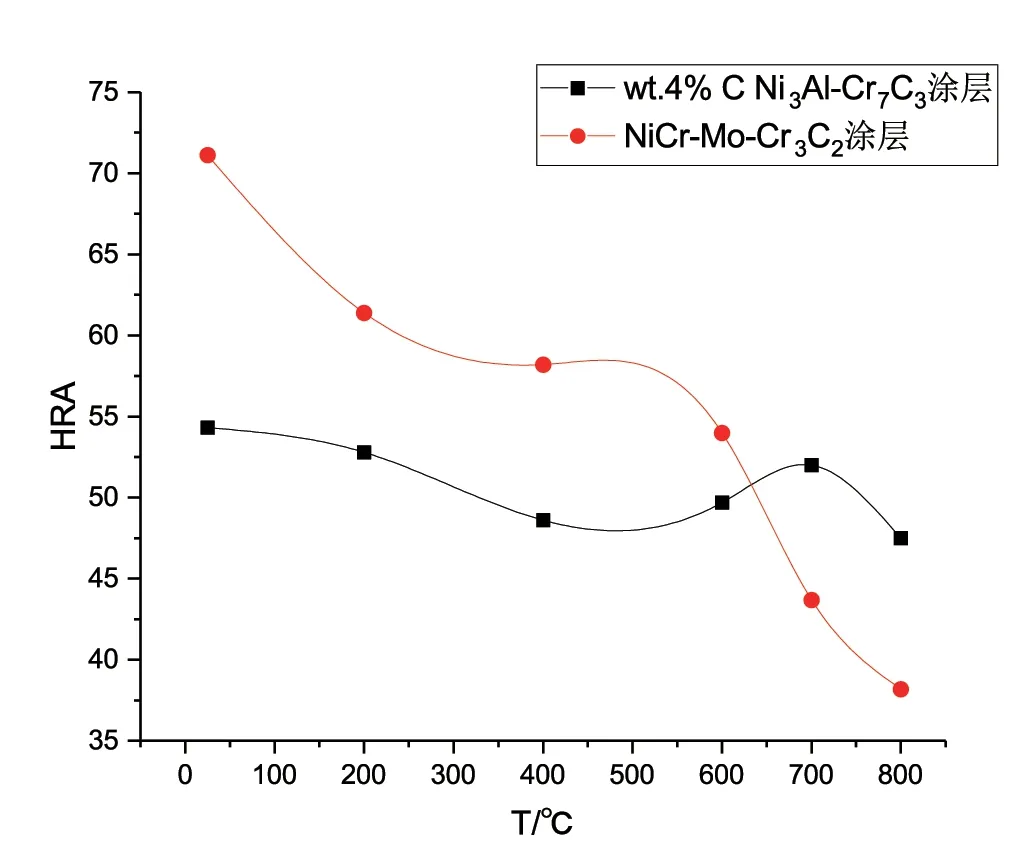
图5 APS 涂层不同温度下硬度曲线Fig. 5 Hardness curve of APS coating at different temperatures
2.3 涂层摩擦磨损性能
分别测试了室温下4 种不同碳含量Ni3Al-Cr7C3涂层在本研究试验条件下动态摩擦系数,结果见图6。可以看出APS 制备的Ni3Al-Cr7C3系列涂层平稳摩擦阶段的摩擦系数介于0.6~0.8,其中4 wt.%C 含量涂层的摩擦系数最低,为0.60 左右,而等离子喷涂制备NiCr-Mo-Cr3C2摩擦系数维持在0.95 左右。这表明所制备的Ni3Al-Cr7C3涂层摩擦系数低于NiCr-Mo-Cr3C2。这可能是由于前者有细小弥散分布的条状Cr7C3原位生成,在往复摩擦中这种小尺寸硬质相,既支开了基体相,减少了摩擦副之间的粘着,又不像NiCr-Mo-Cr3C2中含有较粗的硬质相刮擦对磨件而产生材料的转移。而且Ni3Al 相会发生加工硬化,从而涂层表面硬度提升且光洁度更好,利于摩擦系数的降低和对磨损的防护。
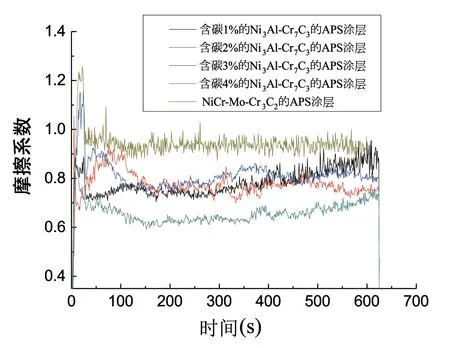
图6 APS 系列Ni3Al-Cr7C3 涂层与NiCr-Mo-Cr3C2 涂层室温摩擦试验中的摩擦系数Fig. 6 Friction coefficient of APS coatings in friction and wear test at room temperature
用电子天平称量摩擦前后的重量,计算磨损失重,结果如图7 所示。可见室温下,磨损量随碳含量增加而减小,APS 喷涂4 wt.%碳含量Ni3Al-Cr7C3涂层与APS 喷涂所得NiCr-Mo-Cr3C2涂层相比,磨损量较低,仅为0.83 mg。这是因为Ni3Al-Cr7C3中Ni3Al 具有较强的加工硬化作用,且Cr7C3增强相原位生成,细小弥散,在强化涂层的同时不易脱落。

图7 APS 涂层的磨损量Fig. 7 Abrasion loss of APS coatings
由于活塞环工作温度多集中在350℃以下,且常用的活塞环涂层NiCr-Mo-Cr3C2硬质相Cr3C2的体积份数(50 vol.%) 与4 wt.% 碳含量Ni3Al-Cr7C3中硬质相体积份数(47.4 vol.%)基本相当,研究中,重点比较了这二者在350℃下的高温摩擦磨损试验中的表现。在经过表3 所列的高温摩擦磨损试验后,Ni3Al-Cr7C3涂层的质量损失为1.27 mg,而NiCr-Mo-Cr3C2涂层同试验条件下的质量损失为1.96 mg。由图5 可知,在350℃,尽管Ni3Al-Cr7C3涂层硬度较其室温硬度下降不大,但硬度值依然低于NiCr-Mo-Cr3C2涂层硬度,而硬度更低的Ni3Al-Cr7C3涂层却仅相当于后者磨损量的64.8%。这可能是受到了Ni3Al 在摩擦过程中经氧化形成低摩擦系数的氧化物,以及Ni3Al-Cr7C3涂层中细小的硬质相颗粒不易划伤对磨表面的影响。
一般认为,摩擦系数低更利于磨损量的降低。为了解释4 wt.%碳含量Ni3Al-Cr7C3涂层350℃同摩擦磨损条件下磨损量更低的原因,研究了高温摩擦磨损过程中的动态摩擦系数关系。两种涂层与高温合金对磨件组成摩擦磨损系统,在试验条件下的动态摩擦系数曲线如图8 所示。可以看出,摩擦开始400 秒内,摩擦系数不稳定,跳变较大,表明摩擦副尚处于跑合阶段。4 wt.%碳含量Ni3Al-Cr7C3涂层稳定后的摩擦系数显然低于NiCr-Mo-Cr3C2涂层的摩擦系数。在经过磨合阶段后,4 wt.%碳含量Ni3Al-Cr7C3涂层的摩擦系数稳定在0.39 左右,NiCr-Mo-Cr3C2涂层的摩擦系数稳定在0. 55 左右。通过图1 的涂层截面图可以知道,4 wt.%碳含量Ni3Al-Cr7C3涂层硬质相原位生成,其细小弥散,比较不易刮擦对磨件,且粘结相Ni3Al具有较强加工硬化特性,随着摩擦的进行,硬度反而提高,表面也趋于光滑平整,生成比较致密的氧化物,进一步降低摩擦系数。故4 wt.%碳含量Ni3Al-Cr7C3涂层的摩擦系数小于NiCr-Mo-Cr3C2涂层的摩擦系数。
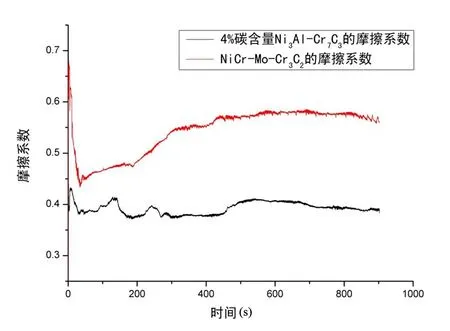
图8 350℃下4 wt.%碳含量Ni3Al-Cr7C3和NiCr-Mo-Cr3C2 与高温合金对磨的摩擦系数Fig. 8 Friction coefficient between Ni3Al-Cr7C3 with 4 wt.%of carbon and NiCr-Mo-Cr3C2 and high temperature alloy under 350℃
为了深入研究磨损过程,对350℃下磨损后4 wt.%碳含量Ni3Al-Cr7C3的APS 涂层进行了SEM表征,在200×下观察了二次电子像和背散射像,结果如图9 所示。由图9(a)可以看到,磨损表面具有一定犁削沟特征,同时磨损表面出现一片片颜色较深的物质,在背散射像中颜色的衬度区别更为明显(图9(b) A 处)。能谱分析显示,该层物质中含有较多氧元素,说明该层物质应该含有较多氧化物相。涂层表面局部出现微量散落屑状物(图9(b) B 处),聚集在氧化物生成区域,分析认为其是由硬质相在磨损过程中被碾压破碎形成的。磨屑细小且弥散在氧化物中,不会引起摩擦系数急剧升高,同时有利于降低第三粒所产生的磨粒磨损。

图9 4 wt.%碳含量Ni3Al-Cr7C3 的APS 涂层磨损后表面形貌(a)磨痕形貌二次电子像;(b)磨痕形貌背散射像Fig. 9 Surface morphology of APS coating with 4 wt.% carbon content Ni3Al-Cr7C3 after wear test:(a) secondary electron image (200×); (b) backscattering image (200×)
对磨损前后的涂层进行了SEM 元素面分布的表征,结果如图10 所示。Ni3Al-Cr7C3的APS 涂层磨损前各元素均均匀分布。磨损后背散射图像中黑色部分经EDS 能谱分析主要为金属元素Ni、Cr、Al 以及可能富集的O。考虑到摩擦磨损试验是在350℃环境温度下进行,且摩擦接触面存在动能向热能的转化,局部的高温很有可能使涂层表面发生氧化。

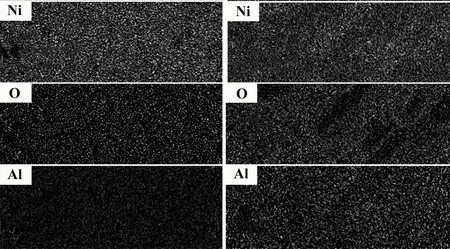
图10 4wt.% Ni3Al-Cr7C3 的APS 涂层磨损前、后的元素面分布Fig. 10 EDS of 4wt.% Ni3Al-Cr7C3 APS coatings before and after wear test
对磨痕处所采集的磨屑进行XRD 分析,结果如图11 所示。磨痕表面处主要是由衍射强度较高的α-Al2O3,金属元素Ni、Al 的复合氧化物,以及Ni3Al、NiAl 相组成。生成的Al2O3致密不易脱落,可降低涂层的摩擦系数,对降低磨损有利。

图11 4wt.% Ni3Al-Cr7C3 涂层在350℃摩擦磨损试验后的XRD 谱Fig. 11 XRD patterns of 4wt.% Ni3Al-Cr7C3 coatings after Friction and wear test at 350℃
3 结论
(1) APS 制备的Ni3Al-Cr7C3涂层呈明显层状结构,涂层主要由Ni3Al 粘结相和细小的均匀弥散分布的条状的Cr7C3相组成,4 wt.%及以下碳含量Ni3Al-Cr7C3涂层中Cr7C3粒径大约为1~3 μm。
(2) APS 制备的5 wt.%碳含量Ni3Al-Cr7C3涂层由于粘结相不充足,涂层结合强度低。4 wt.%及以下碳含量Ni3Al-Cr7C3涂层硬度随C 含量的增加而增加,当C 碳含量增加到4 wt.%时,涂层硬度比纯Ni3Al 涂层增加了1 倍以上,达到600 HV0.3,而结合强度与元素含量关系不大,大约在20~30 MPa 之间。
(3) 4 wt.%碳含量Ni3Al-Cr7C3涂层的硬度在500℃以后随温度升高而升高,在630℃以后高于NiCr-Mo-Cr3C2,达到50 HRA,符合R 现象。
(4) 室温下随C 含量的增加磨损量降低。与灰铸铁对磨时含碳4 wt.%的Ni3Al-Cr7C3具有较低的摩擦系数0.60,小于NiCr-Mo-Cr3C2的摩擦系数0.95,磨损量最小。
(5) 350℃高温磨损实验表明4 wt.%碳含量Ni3Al-Cr7C3涂层的摩擦系数0.39 小于NiCr-Mo-Cr3C2的摩擦系数0.55。同试验条件下磨损量相当于后者的64.8%,这可能与Ni3Al-Cr7C3涂层更低的摩擦系数以及其硬质相尺寸较小有关。
