预涂型防松螺钉涂覆工艺研究*
2021-09-15徐家强孙晓军陈镇杰殷小健卢泰宇袁永恒
徐家强,孙晓军,陈镇杰,殷小健,卢泰宇,袁永恒
(1.河南航天精工制造有限公司研究所,河南 信阳 464000; 2.河南省紧固连接技术重点实验室,河南 信阳 464000;3.东莞市蓝腾金属制品有限公司,广东 东莞 523000)
0 引 言
螺纹连接件是紧固件的一种,属于通用基础产品,在整机产品中用量大、品种多、使用范围广,但是出现的问题也多。尤其是螺纹连接松动,一直是航天产品质量问题的多发区之一。随着航天事业发展和航天技术的提高,航天产品需要完成的任务也越来越复杂,对安全性、可靠性和寿命的要求也越来越高[1]。然而,由于螺纹连接引发的质量问题仍时有发生,甚至严重影响了航天产品的质量与进度。因此,解决螺纹连接松动的问题,已成为各研制单位关注的焦点问题之一。
在静载荷和工作温度变化不大时,用于紧固的螺纹连接不易发生自动松脱现象,其连接非常可靠。然而,如果螺纹连接工作在冲击、振动或交变载荷环境时,由于存在相对运动趋势,螺纹摩擦力矩将逐步减小甚至变为零。即在固有的螺纹升角下,螺纹联结件即使没有受到松退力矩的作用也可能产生相对回转松动,最终导致螺纹连接失效[2]。
螺纹连接防松主要有以下几种途径:增加螺纹连接的摩擦力即摩擦防松;采用一定措施限制螺栓与螺母之间的相对运动即机械防松;控制螺纹连接配合后空间间隙即破坏螺旋副运动关系防松。针对常规的防松措施,国内外已进行了各种试验进行防松效果的验证,蒋文均等人对常规防松措施的防松效果进行了对比,得到了效果对比图[3],从中可以看出,带齿螺桩及预涂型防松法的防松效果很好,在防松要求严格的产品中应优先选用这两种防松方法。但带齿螺桩在安装时对产品表面有一定损伤,选用时应慎重。预涂型防松法在国内航空航天应用不多,在美国军用产品及航天产品上已得到了超过50年的可靠使用经验,并有加工、检验及试验方法等各方面完善标准。
笔者首先尝试了三种不同涂覆工艺,然后,将涂覆后的产品分别进行锁紧性能试验。结果显示采用半周涂覆的产品不但满足五次锁紧力矩的要求,而且拧入时无碎屑产生。最后,笔者结合预涂型螺钉防松机理对不同涂覆方式下的螺钉锁紧试验效果进行了分析,得出了半周涂覆的产品不但满足五次锁紧力矩的要求,而且无切屑产生的结论。
1 预涂型防松螺钉及涂覆工艺
预涂型螺钉的外螺纹表面预先涂上一层高弹性、高强度的多元高分子聚合物尼龙粉末(如图1所示)。此种尼龙粉要求具有很好且持久的弹性和机械强度,当其被内外螺纹挤压时,能在内外螺纹的周向产生强大的摩擦力。此种尼龙粉疲劳极限高于钢,可以抵御高加速度、长时间的高强度振动、有效的提供防松效能,而且保持的更为长久。
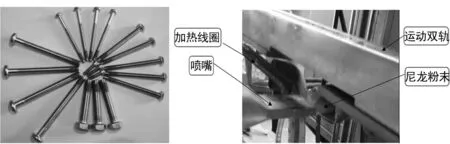
图1 预涂型防松螺钉实物图 图2 尼龙胶自动涂覆设备
除了使用尼龙粉末种类能够影响紧固连接的防松性能之外,涂覆前产品清洁程度、涂胶用量、涂覆部位、胶膜层均匀性及膜层面积、胶膜层沾染情况等众多因素均影响着胶结质量,影响产品的防松性能。
为了排除人为因素对涂层均匀性影响,采用尼龙胶自动涂覆机(如图2)对螺纹涂覆尼龙粉末。该设备通过调节两根传送带之间的间隙,将产品悬置于间隙之中,可对不同规格产品的螺纹进行涂覆,加工效率为1 000件/min,自动化程度较高。产品在涂覆加工过程中通过控制尼龙胶粉振动的频率、螺钉加热温度、喷嘴的宽度及传送带运动速度等控制产品表面的涂层厚度及宽度进而保证锁紧力矩。以M2.5-M5规格螺钉为例:螺钉行进速度50~70 r/min,一般规格越小转速越高。线圈加热温度为160~200 ℃,一般规格越大加热温度越高。喷嘴宽度3~4 mm,一般规格越大对应喷嘴宽度越大。尼龙粉振动频率及粒径均为固定值分别为80 Hz及350目。下面着重介绍不同涂覆形式对产品防碎屑性能的影响。
1.1 螺纹整周涂覆
当螺纹整周涂覆时,两根传送带之间存在相对运动。螺钉随着传送带向前行进,同时螺钉进行自转。当产品行进至喷嘴之前先通过加热线圈对螺纹进行加热,被加热的螺钉行进至喷嘴时,经过喷嘴喷涂至螺纹处的尼龙颗粒因加热作用粘结至螺纹表面,螺钉通过自转完成整周涂覆(如图3)。

图3 螺钉整周涂覆 图4 整周涂覆锁紧试 示意图 验后样件
采用扭力试验机对整周涂覆的产品进行锁紧试验。被测试的涂胶螺钉螺纹公差为6 g,试验用加厚螺母公差为6 h。试验时,螺母在螺钉上旋入、旋出五次。每次旋入后,应使螺母支承面完全通过尼龙嵌件。每次旋出后应使螺母的支承面完全脱离尼龙嵌件。螺母旋入、旋出的速度应十分缓慢,以保证扭矩读数准确。
对整周涂覆的产品进行锁紧试验时,螺钉第一次拧出时螺纹处的尼龙产生明显的片状碎屑(如图4所示),无法满足五次拧入拧出锁紧力矩要求。
1.2 螺纹对点涂覆
对点涂覆时,传送带无相对运动,螺钉仅随传送带向前行进,不再进行自转。同时,在螺钉两侧对称设置两个喷嘴,当被加热的螺钉行进至喷嘴时,经过喷嘴喷涂至螺纹两侧的尼龙颗粒因加热作用对称粘结在螺纹上(如图5所示),螺钉完成对点涂覆。

图5 螺钉对点涂覆示意图 图6 对点涂覆锁紧试 验后样件
采用相同方法对涂覆后的产品进行锁紧试验时,螺钉第一次拧出时螺纹处的尼龙产生片状碎屑现象依旧存在(如图6所示),且依旧无法满足五次拧入拧出锁紧力矩要求。
1.3 螺纹半周涂覆
螺纹半周涂覆时传送带无相对运动,螺钉仅随传送带向前行进,不再进行自转。同时,仅在螺钉一侧设置喷嘴,当被加热的螺钉行进至喷嘴时,经过喷嘴喷涂至螺纹表面的尼龙颗粒因加热作用粘结在螺纹上,螺钉完成半周涂覆(如图7所示)。
对半周涂覆的产品进行锁紧试验,五次拧入拧出之后螺纹处尼龙不但无碎屑产生(如图8),而且锁紧力矩满足标准值要求。
2 预涂型螺钉防松机理及试验效果分析
2.1 预涂型螺钉防松机理
通过在外螺纹表面喷涂尼龙粉末,使得预涂型螺钉与基体螺纹孔间的摩擦系数远大于普通螺钉与内螺纹孔的摩擦系数。安装以后喷涂的尼龙涂层受到挤压变形填充了螺纹间隙,如图9所示。因此预涂型螺钉不但能提高摩擦系数从而提高有效摩擦力矩,而且能够消除螺纹间配合间隙,从螺纹防松原理上提升其防松性能(破坏螺旋副运动关系防松),具备抗外界扭转、拉伸、剪切及复合应力影响的能力。

图9 预涂型螺钉连接示意图
2.2 不同涂覆方式锁紧试验效果分析
原因分析:①由于螺纹采用整周涂覆,螺钉在两传送带间向前运动的同时完成自转(如图2所示),螺钉相对于喷嘴宽度范围内完成自转的圈数不统一,导致喷嘴喷涂尼龙颗粒后,螺纹处尼龙胶粉厚度不一致。螺钉锁紧试验时多余尼龙被挤压至内螺纹表面,不但出现碎屑现象,而且同批产品锁紧力矩存在较大波动;②对点涂覆的产品在锁紧试验时因螺纹两侧被尼龙填充其相对于内螺纹缺少横向游动量,螺钉表面尼龙层受到强烈挤压作用,尼龙存在向螺纹空白处运动的趋势使得尼龙沾染至内螺纹,导致产品出现碎屑现象;③半周涂覆的螺钉在两传送带之间行进时,不再进行自转,螺钉相对于喷嘴宽度范围内喷涂尼龙粉的厚度一致性较好。另一方面,采用半周涂覆产品锁紧力矩较易控制,只需通过控制尼龙粉末喷涂时机器振动频率、螺钉行进速率及线圈加热温度来控制涂层的面积与厚度进而控制产品锁紧力矩。最后,由于半周涂覆的螺钉相对于内螺纹存在横向游动量,尼龙不存在向螺纹空白处运动的趋势,装配使用时尼龙不易沾染至内螺纹。综合因素使得半周涂覆产品无碎屑产生且力矩能够满足标准值要求。
3 结 语
预涂胶是一类重要的工业粘胶剂,从民用到军用,其使用领域越来越广泛。在装配过程中采用预涂胶防松可以起到很好的防震、防松、防腐蚀的效果,相比于传统的摩擦力、机械防松等,其优点在于成本低廉、节省时间,提高生产效率,而且提高可维修的质量,效果可靠。结合螺纹涂胶工艺,采用半周涂覆的产品不但满足5次锁紧力矩要求,且无切屑产生,装配连接稳定可靠。对工程人员具有一定的指导意义。
