刚果(金)某低氧化率铜钴矿选冶联合试验研究①
2021-09-15张恩普石玉臣张志兵巴红飞
张恩普,石玉臣,张 骄,张志兵,巴红飞
(北方矿业有限责任公司,北京100053)
铜是人类最早使用的金属之一,被广泛应用于电气、机械制造、国防工业等领域[1-2];钴更是世界战略性矿产资源,在航空、航天、电池等工业领域取得广泛应用[3-5]。在自然界中,钴金属通常与铜伴生,铜钴矿是钴金属的主要来源[6-7]。位于刚果(金)东南部的加丹加高原铜钴资源丰富,是世界上铜钴金属的重要生产基地[8]。随着刚果(金)地区铜钴矿开采不断加深,矿石氧化率呈下降趋势[9],仅靠单一的浸出工艺难以将铜钴金属充分回收利用,选冶联合工艺势必成为下一阶段的发展趋势[10-12]。本文以刚果(金)某低氧化率铜钴矿为研究对象,探明选冶联合处理该矿石的工艺技术参数,为矿山资源综合开发利用提供技术支持。
1 试验原料及方法
1.1 试验原料
试验所用原料为刚果(金)某铜钴矿矿体岩芯样,矿石主要化学成分如表1所示。从表1可见,该矿物中铜含量2.41%,钴含量0.18%,SiO2含量61.39%。

表1 矿石主要化学成分分析结果(质量分数)/%
矿石中铜和钴化学物相分析结果分别如表2和表3所示。由表2可知,矿样中铜主要为氧化铜,其次为次生硫化铜、微量原生硫化铜。表3显示,矿样中的钴绝大部分存在于碳酸盐中,少量为硫化钴和硅酸盐。

表2 矿石铜物相分析结果
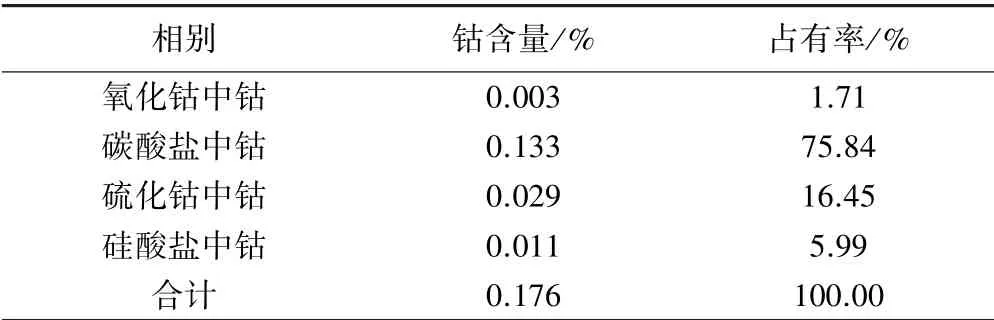
表3 矿石钴物相分析结果
1.2 试验原理与方法
由矿石中铜、钴化学物相组成及矿物组成可知,铜、钴在氧化矿物和硫化矿物中均有分布,但主要集中在氧化矿物中。氧化矿物中的铜钴金属可通过酸浸法回收。
该铜钴矿中氧化铜主要以孔雀石(Cu2CO3(OH)2)和蓝磷铜矿(Cu3(PO4)(OH)3)等形式存在。在酸性浸出过程中,主要发生如下反应[13]:

该铜钴矿中钴矿物主要是菱钴矿(CoCO3),其次为硫铜钴矿(CuCo2S4)。在酸性浸出过程中菱钴矿主要发生如下反应:

通过原矿直接浸出探索试验得知,在最佳条件下铜浸出率80.50%、钴浸出率68.57%,酸耗202 kg/t矿。直接原矿浸出会导致硫化矿物中的铜钴无法得到回收,金属回收率偏低,因此初步选定硫化矿浮选-浮选尾矿浸出的选冶联合工艺流程,原则流程如图1所示。

图1 选冶联合原则流程
2 试验结果与分析
2.1 硫化矿浮选试验
2.1.1 硫化矿粗选条件试验
硫化矿粗选条件试验按图2所示流程开展,重点考察磨矿细度、捕收剂种类及用量、起泡剂用量、NaHS用量、浮选时间等因素对硫化粗精矿品位、回收率的影响。

图2 硫化矿粗选试验流程
通过条件试验,确定磨矿细度-0.074 mm粒级占70%,采用戊基黄药与Z-200组合作为硫化矿粗选捕收剂,戊基黄药用量100 g/t、Z-200用量35 g/t、NaHS用量200 g/t,硫化矿粗选时间不低于10 min。
2.1.2 硫化矿精选条件试验
为研究抑制剂种类及用量、精选作业次数对精矿品位的影响,开展了硫化矿精选条件试验,确定采用CMC作为硫化矿精选抑制剂,用量为50+30 g/t(精选1+精选2),精选以3次作业为宜。精选试验流程见图3。

图3 硫化矿精选试验流程
2.1.3 硫化矿闭路试验
在硫化矿粗选及精选条件试验基础上,分别进行开路及闭路试验,其中硫化矿闭路试验流程及结果分别如图4和表4所示。

图4 硫化矿闭路试验流程
由表4可知,通过硫化矿闭路浮选,得到产率1.20%的硫化矿精矿,精矿含铜50.81%,含钴1.62%;铜回收率24.79%,钴回收率11.10%。同时可以看出,硫化矿闭路浮选铜钴回收率均接近硫化矿中铜钴分配率,说明硫化矿中的铜钴回收较为彻底。

表4 硫化矿闭路流程试验结果
2.2 硫化矿浮选尾矿浸出试验
以硫化矿浮选尾矿为原料进行浸出,考察了浸出液固比、硫酸用量、浸出温度、浸出时间等因素对铜钴浸出率的影响,结果表明硫化矿浮选尾矿最优浸出条件为:浸出液固比2∶1,硫酸用量202 kg/t原矿,常温浸出3 h。在该条件下,铜浸出率93.98%,钴浸出率72.44%;钴浸出率偏低可能是因为硅酸盐中钴及部分硫化物中钴难以浸出。
2.3 原矿直接浸出与硫化矿浮选-浮选尾矿浸出指标对比
原矿直接浸出与硫化矿浮选-浮选尾矿浸出综合指标对比如表5所示。通过硫化矿浮选、浮选尾矿搅拌浸出的选冶综合流程,铜回收率达到95.47%,钴回收率75.50%。采用选冶联合工艺,铜钴回收率得到了大幅提升,且酸耗略有降低。

表5 不同工艺方案指标对比
3 结 论
1)试验原料为刚果(金)某铜钴矿,分析结果表明该矿氧化率偏低,铜品位2.41%,钴品位0.18%,硫化物中铜分布率27.39%,硫化物中钴分布率16.45%。
2)可采用硫化矿浮选-浮选尾矿浸出工艺流程进行处理。硫化矿闭路浮选得到精矿铜品位50.81%、钴品位1.62%,浮选铜回收率24.79%、钴回收率11.10%;浮选尾矿在液固比2∶1、硫酸用量202 kg/t矿条件下常温搅拌浸出3 h,尾矿铜浸出率93.98%,钴浸出率72.44%;选冶综合铜回收率95.47%,钴回收率75.50%,酸耗199.58 kg/t矿。与原矿直接浸出相比,硫化矿浮选-浮选尾矿浸出流程铜回收率提高了14.95个百分点,钴浸出率提高了6.93个百分点。研究成果可为矿山的开发和设计提供参考。
