贵州某磷矿正-反浮选试验研究①
2021-09-15潘志权何东升
代 典,梁 欢,潘志权,何东升
(1.武汉工程大学 国家磷资源开发利用工程技术研究中心,湖北 武汉430073;2.武汉工程大学化学与环境工程学院,湖北武汉430073;3.武汉工程大学 资源与安全工程学院,湖北 武汉430073)
磷矿是生产磷化产品的基础原料,广泛应用于医药、食品、染料、陶瓷、国防等工业部门,又因其不可再生性而属于国家重点战略资源。我国磷矿资源禀赋差异大,因含有复杂的伴生矿物而以中低品位矿居多,其中某些磷矿伴生有稀土资源,具有极高的潜在价值[1-9]。
本文对贵州某P2O5品位11.68%、MgO含量10.87%的低品位磷矿石进行了浮选试验研究,确定了合适的磨矿细度、药剂用量以及浮选工艺流程,在模拟工业生产进行多次闭路循环试验之后,精矿P2O5品位稳定在28%左右。本研究工作可为该类型磷矿石选矿提供一定技术依据。
1 矿石性质及试验方法
1.1 矿石性质
采用X射线荧光光谱分析(XRF)对试验矿石进行了化学多元素分析,结果见表1。

表1 矿石X射线荧光光谱测试结果(质量分数)/%
根据《磷矿地质勘察规范》(DZ/T 0209—2002)中磷矿石工业类型分类标准,虽然该磷块岩矿中P2O5品位稍低于边界品位,但CaO/P2O5比2.95,酸不溶物含量17.59%,该磷块岩矿属于低品位碳酸盐型磷矿石。
XRD分析结果表明,该磷块岩矿中磷主要以氟磷灰石形式存在,主要脉石矿物为白云石、石英及长石等黏土矿物。矿石中矿物赋存状态测定结果见表2。

表2 矿石样品中矿物赋存状态测定结果
MgO基本赋存于白云石中,91.63%的SiO2赋存于石英中。因此,需要通过浮选白云石来达到去除MgO的目的,同时需要通过抑制石英来达到去除90%左右SiO2的目的。
1.2 试验试剂及仪器设备
试验试剂包括Na2CO3(分析纯)、工业水玻璃、工业硫酸、工业磷酸、PL-9和LP-3等。其中PL-9为膦酸类捕收剂,LP-3为磺酸类捕收剂,均为武汉工程大学自主研发的药剂。
试验仪器设备包括X射线荧光光谱仪(ZSX Primus II)、X射线衍射仪(Bruker D8 ADVANCE)、电感耦合等离子光谱仪(PerkinElmer 8300)、球棒两用磨矿机(XMB-68Φ160×200)、0.5 L单槽浮选机(RX/FD111)等。
2 选矿试验研究
工艺矿物学研究结果表明,该矿石虽属碳酸盐型磷矿石,但SiO2含量高达15%,只采用单一反浮选流程难以实现磷灰石的高效富集。因此,本文先采用正浮选分离石英等硅质脉石矿物,再通过反浮选实现磷灰石与白云石等碳酸盐脉石矿物的分离。
2.1 正浮选试验
2.1.1 磨矿细度试验
磨矿细度是影响浮选稳定的一个重要指标,想要最大化地提高处理量,就必须让目标矿物尽可能单体解离,矿石经破碎后解离度不达标,浮选机产生的气泡难以负载过粗的矿粒(+0.1 mm粒级)使得目标矿物依旧留在浮选槽内,导致精矿回收率低,过细的矿粒(小于0.006 mm)极易使得矿浆泥化,增加浮选分选难度,导致选择性降低。
按图1所示流程和药剂制度,进行了磨矿细度条件试验,结果见图2。

图1 正浮选工艺流程

图2 磨矿细度对正浮选指标的影响
由图2可知,-0.074 mm粒级含量低于90%时,硅酸盐矿物与磷矿物解离不完全,尾矿中P2O5含量高达10%左右;随着磨矿细度增高,硅酸盐矿物与磷矿物充分解离,尾矿P2O5含量减至5%左右,但当-0.074 mm粒级含量达到96.96%后,尾矿P2O5含量下降幅度趋于平缓。考虑尾矿中P2O5含量满足直接抛尾要求,选定磨矿细度-0.074 mm粒级占96.96%,磨矿时间30 min。
2.1.2 Na2CO3用量试验
Na2CO3在矿浆中发生电离-水解作用,碳酸根水解产生的OH-能使矿浆pH值保持在8~10的稳定区间内,同时能使镁、钙、铁等有害离子在弱碱性条件下生成难溶性沉淀,避免其在浮选磷灰石过程中产生抑制作用,提高浮选过程捕收剂选择性。磨矿细度-0.074 mm粒级占96.96%,按图1所示流程进行了Na2CO3用量条件试验,结果见图3。
由图3可知,随着Na2CO3用量增加,精矿P2O5回收率逐渐升高,而精矿品位变化不大。当Na2CO3用量超过3.5 kg/t时,P2O5回收率升高趋势减弱,尾矿P2O5品位下降趋势减缓,且泡沫为黏稠状态,不易消泡。因此选定Na2CO3用量3.5 kg/t。
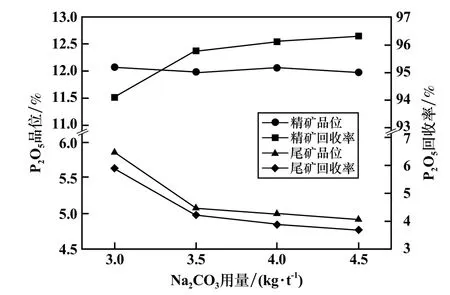
图3 Na2 CO3用量对正浮选指标的影响
2.1.3 水玻璃用量试验
水玻璃成分复杂,以各类硅酸类化合物混杂共存于体系当中。而起到抑制作用的主要是H2SiO3和。硅酸胶粒和硅酸离子因强大复杂的羟基结构而具有较强的水化性,易于吸附在具有相同酸根的脉石矿物如石英、硅酸盐等表面,形成一层亲水膜,产生抑制作用。磨矿细度-0.074 mm粒级占96.96%,按图1所示流程进行了水玻璃用量条件试验,结果见图4。
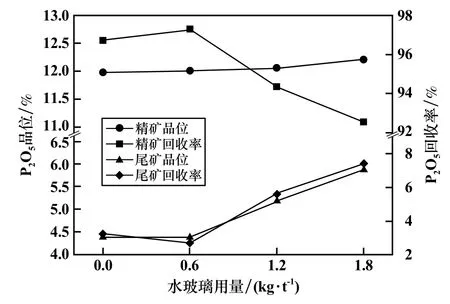
图4 水玻璃用量对正浮选指标的影响
由图4可知,随着水玻璃用量增大,精矿回收率逐渐降低,精矿P2O5品位逐渐升高。当水玻璃用量达1.2 kg/t时,继续增加水玻璃用量,尾矿P2O5含量呈增高态势。考虑到尾矿直接抛尾,尾矿P2O5回收率不宜高于6%,选定水玻璃用量1.2 kg/t。
2.1.4 PL-9用量试验
磨矿细度-0.074 mm粒级占96.96%,按图1所示流程进行了正浮选捕收剂PL-9用量条件试验,结果见图5。
由图5可知,随着PL-9用量增加,精矿回收率呈升高趋势,精矿P2O5品位呈缓慢下降趋势。当PL-9用量达到0.6 kg/t时,精矿回收率升高趋势变小。考虑药剂成本和选矿指标,选择PL-9用量0.6 kg/t。

图5 捕收剂PL-9用量对正浮选指标的影响
2.2 反浮选流程试验
2.2.1 H2SO4用量试验
在正浮选脱硅基础上,选用H2SO4作为反浮选pH调整剂。硫酸电离出的H+离子能使矿浆pH值保持在弱酸性,同时可通过改变磷矿物表面电荷,增强磷矿物亲水性,并且浸蚀碳酸盐矿物表面达到提高矿物分选性的作用。反浮选流程如图6所示,反浮选H2SO4用量条件试验结果见图7。

图6 反浮选工艺流程
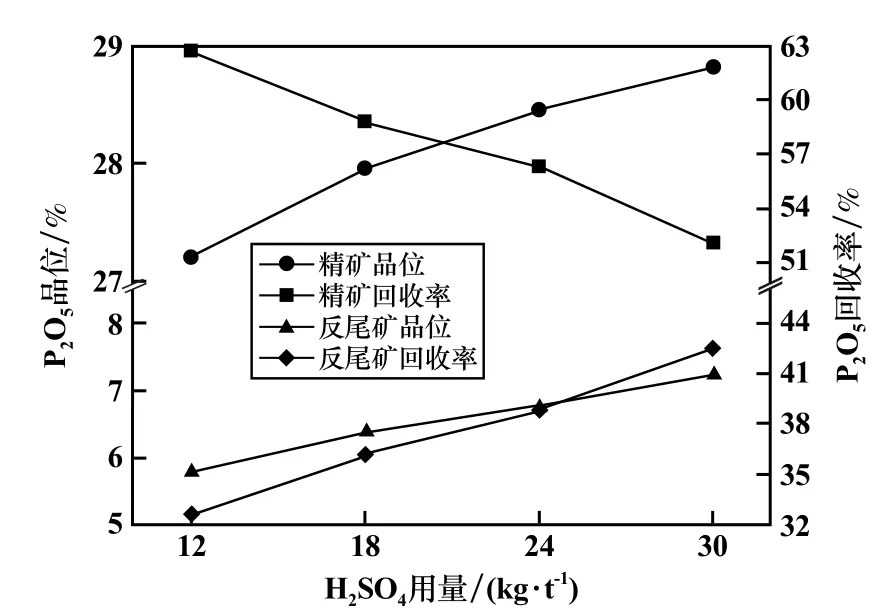
图7 H2 SO4用量对反浮选指标的影响
由图7可知,H2SO4用量太少,矿浆pH值偏高,对含磷矿物抑制作用不强,分选性差,得到的精矿P2O5品位低;而H2SO4用量过大,在分解碳酸盐矿物的同时也分解了少量磷矿物,导致精矿P2O5损失量过多。考虑精矿P2O5品位和生产成本,选定H2SO4用量24 kg/t。
2.2.2 捕收剂LP-3用量试验
选定H2SO4用量24 kg/t,按图6所示流程进行了反浮选捕收剂LP-3用量试验,结果见图8。

图8 捕收剂LP-3用量对反浮选指标的影响
由图8可知,LP-3用量小于1.4 kg/t时,精矿P2O5品位低于28%,不能满足工业生产要求;LP-3用量大于1.4 kg/t时,精矿回收率大幅度降低。综合考虑精矿P2O5品位和生产成本,选定LP-3用量1.4 kg/t。
2.3 闭路试验
在条件试验基础上,进行了正浮选-反浮选闭路试验,试验流程见图9。其中试验用水和中矿均模仿工厂生产方式用于循环,连续重复进行了5组试验,所得闭路循环浮选指标如表3所示。
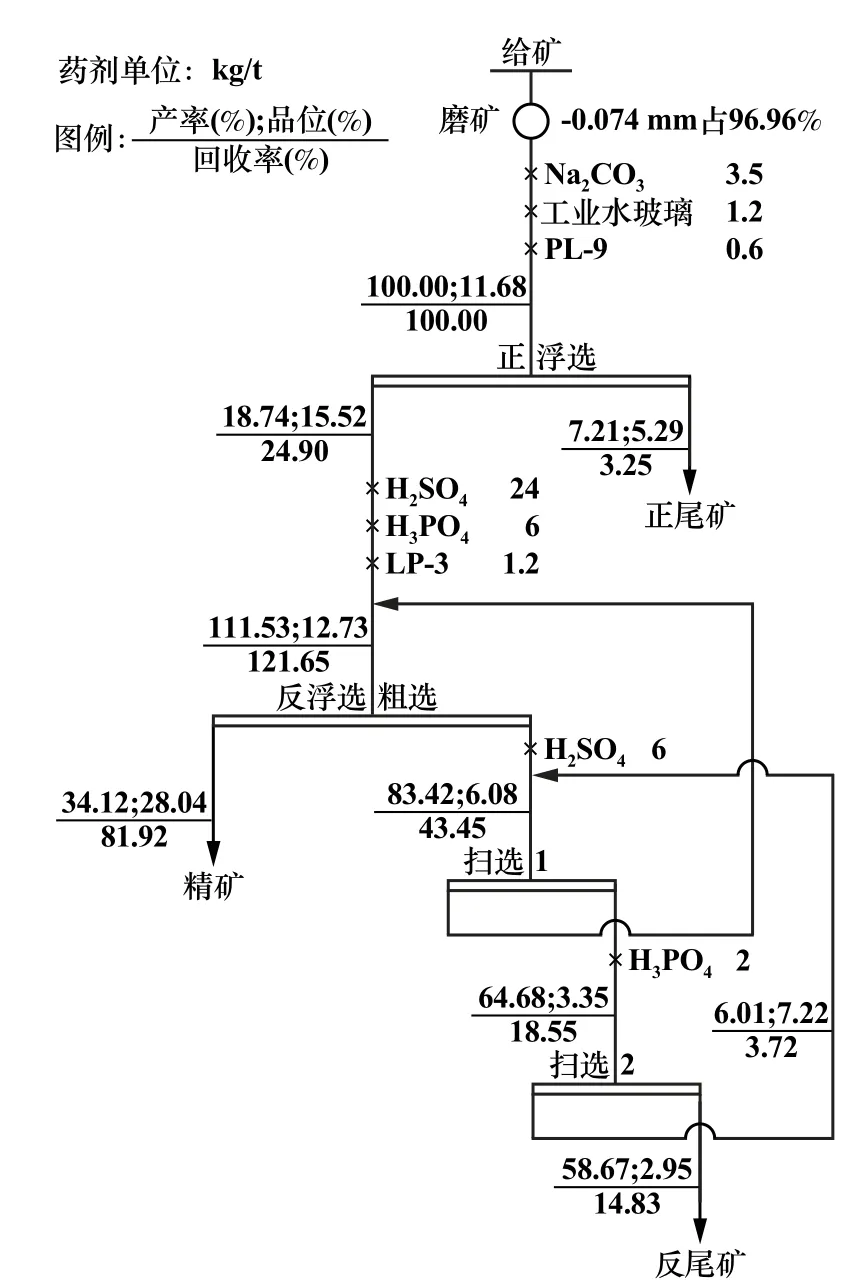
图9 闭路试验数质量流程
由表3可知,当磨矿细度-0.074 mm粒级占96.96%、Na2CO3用量3.5 kg/t、工业水玻璃用量1.2 kg/t、正浮选捕收剂PL-9用量0.6 kg/t,H2SO4用量30 kg/t、H3PO4用量8 kg/t、反浮选捕收剂LP-3用量1.2 kg/t时,经“正浮选、一粗两扫反浮选”闭路浮选,可获得P2O5品位28.04%、回收率81.92%、MgO含量0.75%的磷精矿。
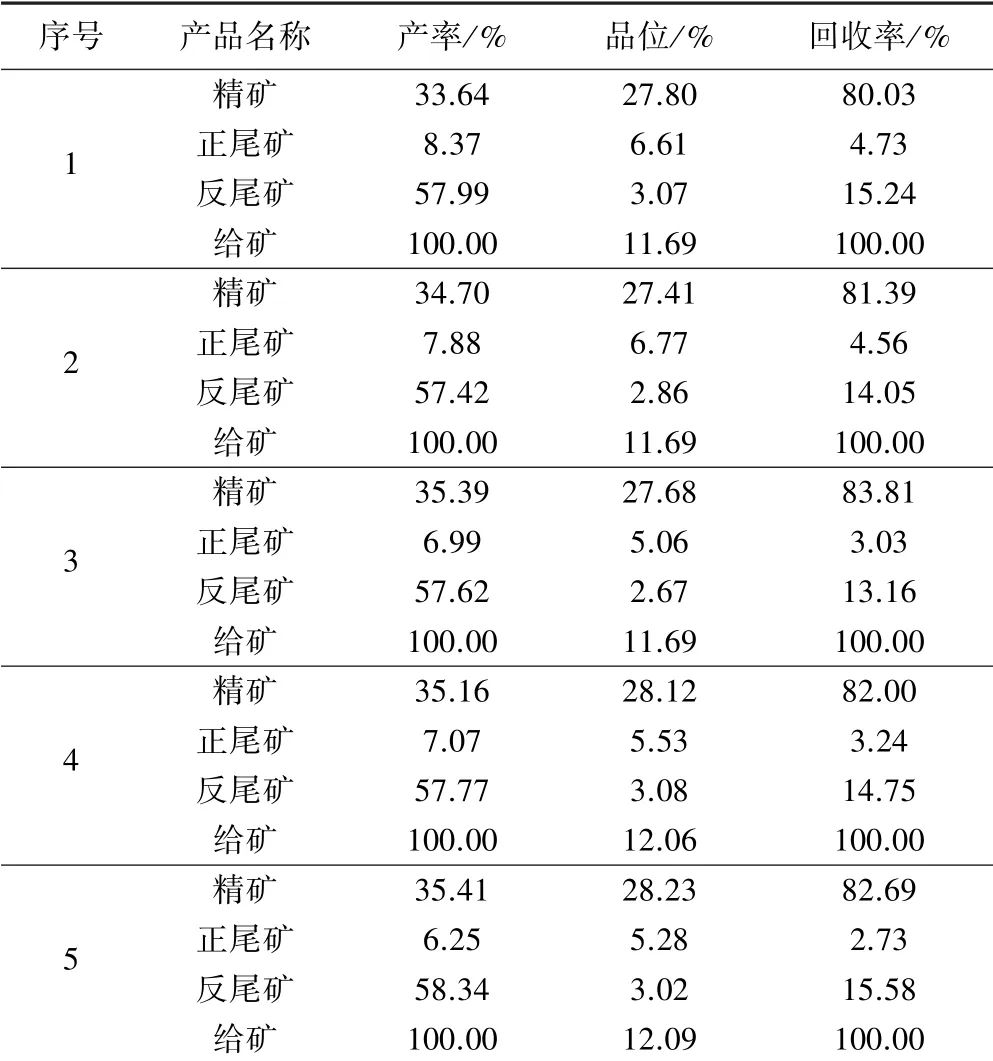
表3 闭路试验结果
3 结 论
贵州某低磷层白云质磷块岩矿P2O5品位11.68%、CaO含量33.52%,主要杂质元素MgO含量10.87%、SiO2含量17.59%。通过对该低品位磷块岩矿进行探索性选矿试验,在磨矿细度-0.074 mm粒级占96.96%条件下,经过常温“正浮选、一粗两扫反浮选”闭路浮选,获得了P2O5品位28.04%、回收率81.92%、MgO含量0.75%的磷精矿。
