船用型材切割智能生产线喷码机运动控制研究
2021-09-11姚佳雨杨润党唐兴华夏义江
姚佳雨 杨润党 唐兴华 李 伟 王 绅 夏义江
(1、北部湾大学 机械与船舶海洋工程学院,广西 钦州 535011 2、上海船舶工艺研究所,上海 200032)
近十年来,我国造船订单量占世界总量的比重已增加到48.8%左右[1]。我国新船订单越来越多,拉动了型材市场的需求量,在现代船舶制造业中,大部分船体都会大量使用型材[2]。传统的型材加工质量差、效率低,在如此强大的市场需求下,已远满足不了型材加工需求。型材切割是船体型材加工不可缺少的一部分,每一种型材根据所需要求进行切割,为接下来的工序提供合适的零部件。要实现型材加工的生产效率高、质量好,因此对型材的切割设备提出了更高的要求。
船用型材切割智能生产线采用机器人进行切割,能够提高切割效率,改善工人的劳动强度,保证了高效的切割质量。常见的船用型材切割生产线如图1 所示,生产线主要由上料、进料、切割、出料等系统组成。可进行角钢和球扁钢等不同规格型材的切割[3]。

图1 船用型材切割生产线
1 生产线工艺流程
生产线流程为型材被上料系统推送至进料平台,夹持装置夹紧,进料系统进行型材测长,喷码装置进行喷码划线,然后送入切割房进行切割,型材切割完成后,出料系统运行,将型材送入下料系统。
在等离子切割前需要对型材腹板进行画线、喷码,传统的喷码工作是采用手工喷码,但效率低,喷码质量差。现采用高效的喷码打印机来实现,喷码打印装置如图2 所示,喷码工作如图3 所示。喷头表面与压轮表面平行,当喷头与腹板表面垂直并小于10mm 时,此时喷码效果最好。当前所使用的打印设备主要是通过气缸的伸缩来实现喷码机的运动,同时在喷码机根部装有弹簧进行受力调节。但是不同规格的型材所对应的喷码机运动的位置也不相同,而气缸无法有效的控制喷码机的运动,会发生喷码机上的压轮无法与腹板表面重合,产生夹角导致喷码的效果不佳。因此,提出了改善喷码机运动控制的思路和具体措施。分析了喷码机运动与型材各尺寸的关系,创建了各种规格尺寸的型材喷码机运动适应模型。

图2 喷码打印装置
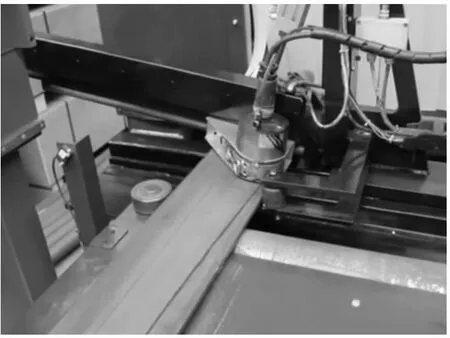
图3 喷码打印装置工作
2 喷码机改进设计和运动控制方法
为了改变喷码机的气缸无法有效的控制喷码机的运动距离,使喷码机上的压轮无法与腹板表面重合,产生夹角导致喷码的效果不佳。现将上旋转气缸以及底部水平运动拉伸气缸改变成电动缸,由电动缸进行运动距离的控制。电动缸是将伺服电机与丝杠一体化设计的模块化产品[4],可以有效控制喷码的运行距离。
由于各种型材尺寸规格差异,喷码机所需旋转的角度以及移动的距离是变化的,为了使喷码效果最好,喷码机应能旋转一定角度并且能水平移动一定的距离,使压轮与腹板表面重合不产生夹角,因此建立喷码机运动模型,通过计算可以得到不同型材所对应的喷码机所需要运动的距离,电动缸拉伸相应的长度,就可以使压轮与腹板表面重合不产生夹角。
3 运动模型
3.1 型材固定及喷码姿态
夹持装置将型材输送到喷码区域,型材的面板靠近输送面的垂直立辊,垂直立辊可旋转。型材的腹板与输送面呈一定角度α,喷码机在喷码前需要旋转相应的角度β,喷头与腹板表面始终垂直。
船用角钢主要分为等边角钢和不等边角钢,不等边角钢又可以分为不等边不等厚角钢和不等边等厚角钢[5]。球扁钢、不等边不等厚角钢和不等边等厚角钢的喷码姿态以及各尺寸参数模型如图4 所示。
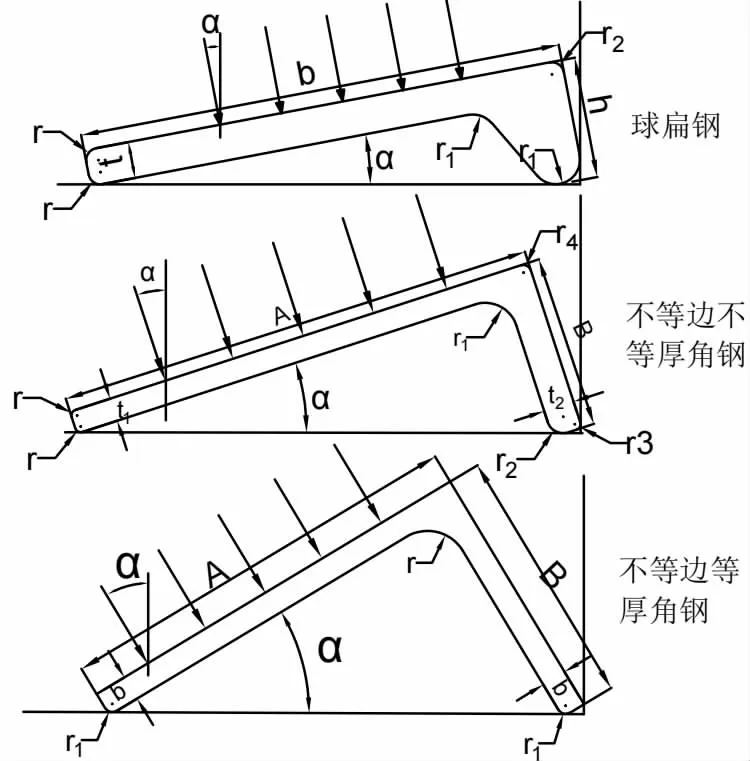
图4 各类型材参数及喷码姿态
3.2 运动控制模型
分析喷码机旋转角度β 与型材腹板夹角α 之间的关系,以及喷码机运动距离与型材各个规格尺寸参数之间的关系,推算出型材喷码机在不同规格的型材下的旋转角度β 以及运动距离模型,使压轮与腹板重合不产生夹角,喷头工作时始终与型材腹板面垂直并且高度小于等于10mm,确保喷码达到最好的效果。
3.2.1 球扁钢喷码运动模型
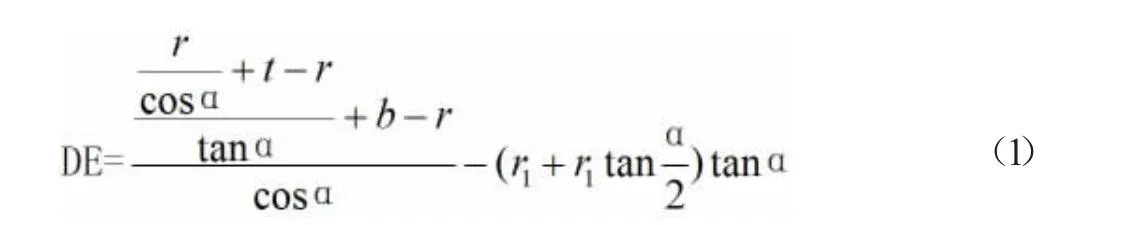
如图5 所示,喷码机压轮起始位置到输送面垂直立辊之间的距离为Y,Y 由平行运动距离X 和停止位置到垂直立辊之间的距离DE 组成,因此Y=X+DE。型材模型参数见图4 所示,距离DE 计算公式如式(1)所示:
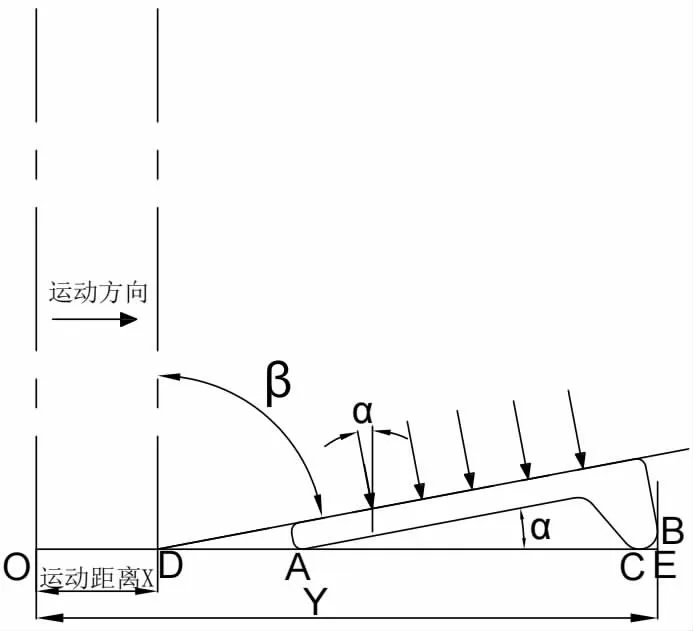
图5 球扁钢喷码机运动路径
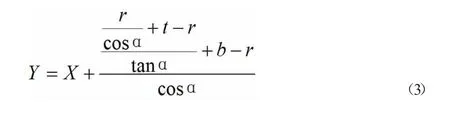
因此可以得到喷码机的运动方程如式(2)所示:

在设计安装过程中喷码机根部与输送面可能不在同一高度,考虑到这种情况,因此我们假设喷码设备底部与输送面之间的高度为H,由图6 可知当喷码设备高于输送面时,所需运动的距离更长。此时我们所得到喷码机的运动方程为:
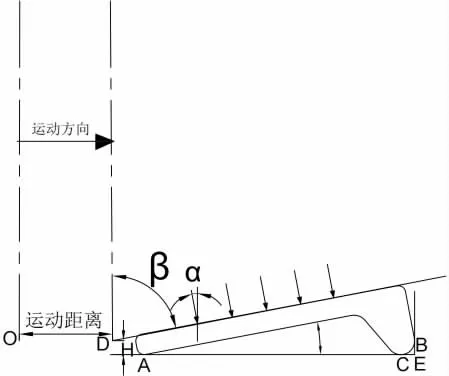
图6 球扁钢喷码机高H 运动路径
如图6 所示喷码机转动的角度在90°内,每一种规格的型材都应该有自己的旋转角度,为保证喷头与腹板是相互垂直,喷码机由最大高度旋转压向球扁钢,旋转β 角度后达到喷码的最好效果,此时喷头与腹板垂直,并且高度小于等于10mm,旋转角度β 与腹板夹角α 形成一个直角,因此旋转角度计算简化公式如下:

3.2.2 不等边角钢喷码运动模型
根据球扁钢对应的喷码机运动模型的建立,同理可以继续画出不等边不等厚角钢以及不等边等厚角钢运动路径模型,不等边不等厚角钢对应喷码机运动路径如图7、图8 所示。不等边等厚角钢对应喷码机运动路径如图9、图10 所示。各模型参数如图4 所示。
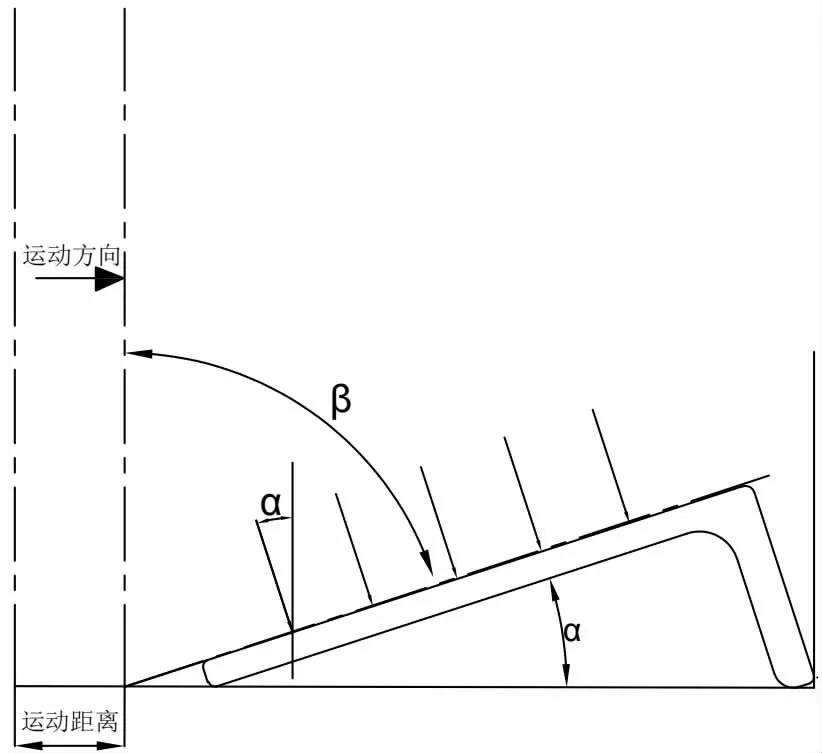
图7 不等边不等厚角钢对应运动路径
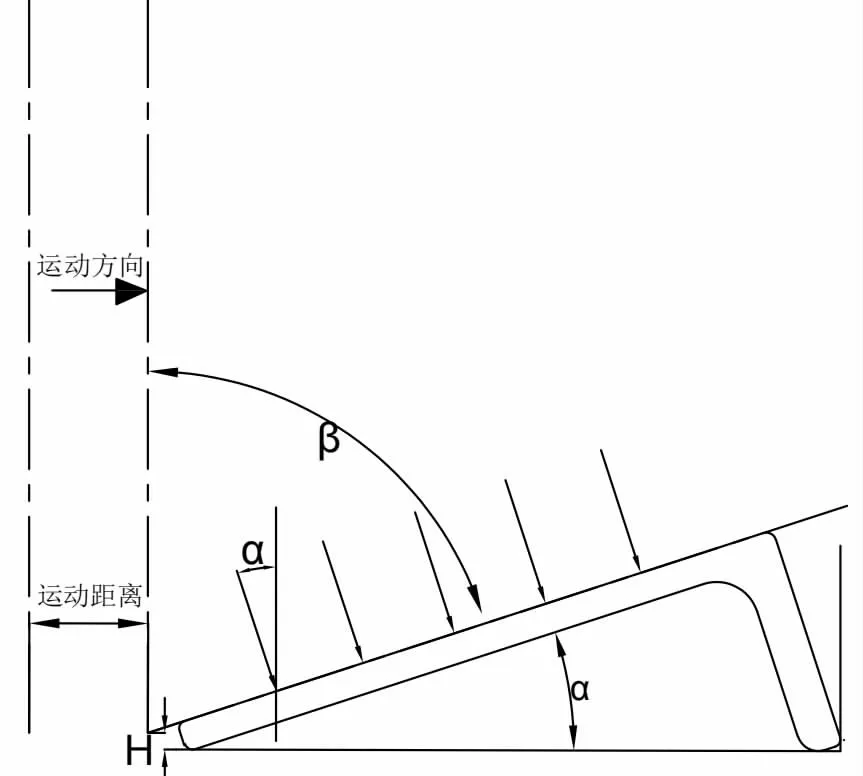
图8 不等厚高H 对应运动路径
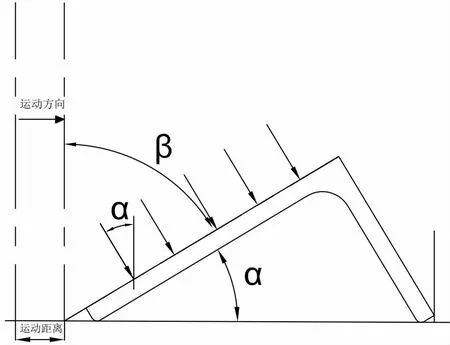
图9 不等边等厚角钢对应运动路径
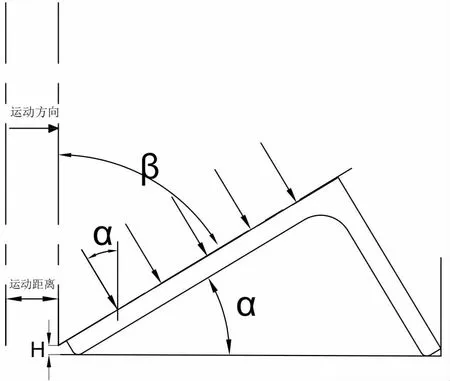
图10 等厚高H 对应运动路径
(1)不等边不等厚角钢所对应喷码机运动方程:
当喷码机底部与输送面水平时的运动方程:
(2)不等边等厚角钢所对应喷码机运动方程:
当喷码机底部与输送面水平时运动方程如下

当喷码机底部与输送面之间高度为H 时运动方程:
根据不同型材对应的喷码机运动模型,可以计算出不同型材对应的喷码机所需运动的距离以及旋转角度,当喷码机运动一定的距离后,压轮与腹板重合无夹角,喷码机喷头就可以与不同型材的腹板表面垂直并小于等于10mm,使喷码达到最佳效果。
4 举例计算说明
鉴于篇幅所限,以球扁钢为例,举例说明喷码机运动控制的实施过程。根据热轧球扁钢(GB/T 9945-2012)的标准规格参数和喷码运动公式,得出喷码旋转角度α 的数值,采用已有的型材切割线所用喷码机到垂直立棍距离Y 为650mm 时,得出平行运动的距离,见表1 所示。
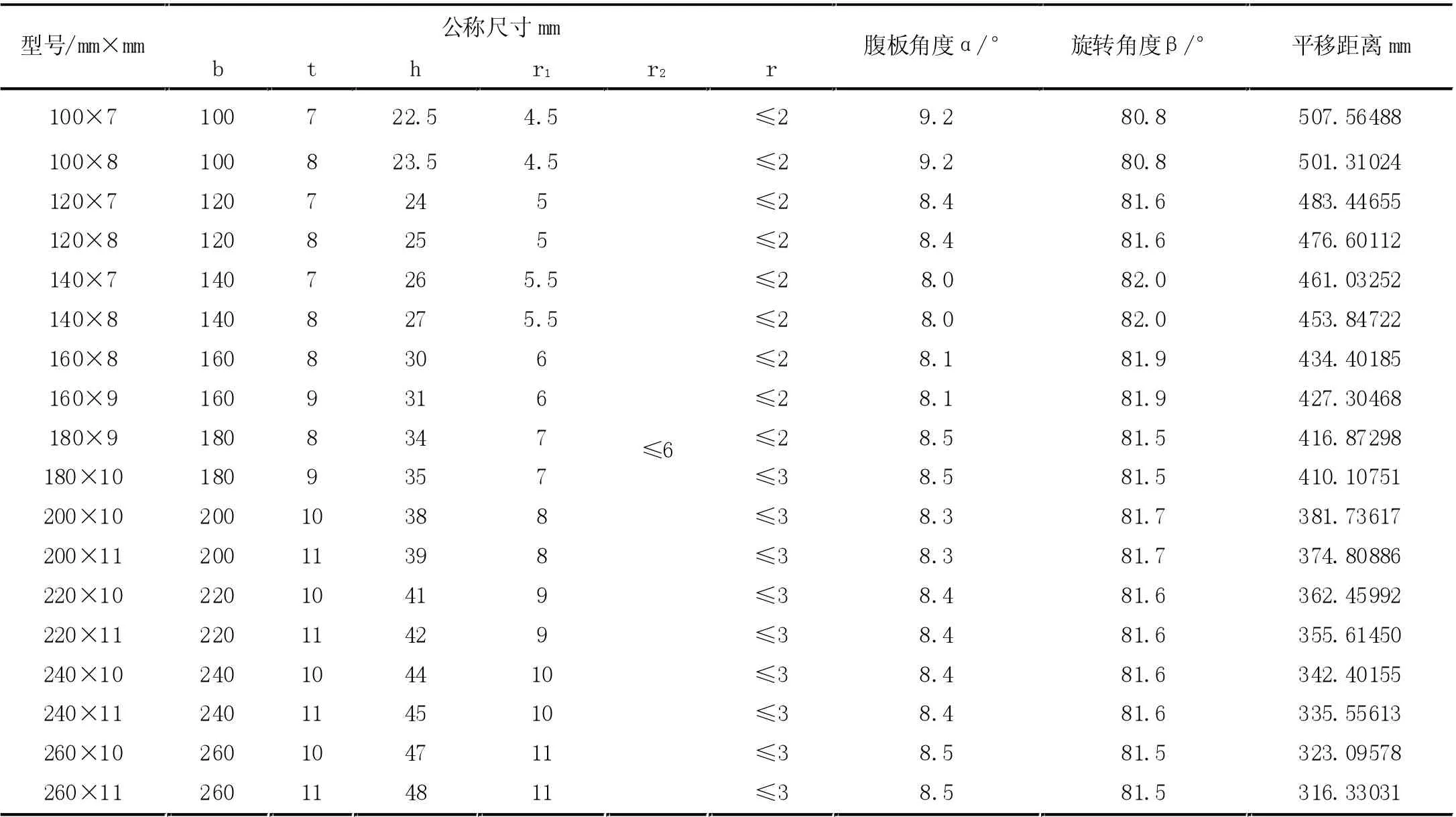
表1 喷码机运动计算
通过上述表格所计算的数据总结出球扁钢所对应的喷码运动特点如下:(1)同一种球扁钢型号所对应的喷码旋转角度β 基本一致。(2)不同型号的球扁钢所对应的喷码旋转角度β差别基本上在1.2°以内。(3)不同型号的球扁钢所对应的喷码机水平运动距离随着球扁钢各尺寸的增大而越来越小。
5 结论
对于船用型材切割生产线,分析了喷码机与各种型材腹板的运动状态,创建了各种规格和尺寸的型材所对应的喷码机运动适应模型,通过对模型的求解。
总结出喷码机运动的规律性。为了达到最佳喷码效果,提出一种喷码机运动控制的设计思路,使型材切割智能生产线喷码效果更加高效和稳定。