Closed Loop Hydraulic System and Its Effect on Actuator Design
2021-09-10KaranSotoodeh
Karan Sotoodeh
Abstract Hydraulic systems provide a clean and stable supply of hydraulic fluid for subsea valves and actuators installed on the subsea bed in subsea production systems. Subsea control systems are used for contemporary subsea fields instead of installing the control system on topside. Although all-electric subsea systems are state-of-the-art with benefits such as health, safety, and environment improvement, as well as efficiency and lower cost, hydraulic systems are still used for the development of many subsea fields. One of the main questions in the selection of a subsea hydraulic field is whether to choose an open or closed loop hydraulic system. The main characteristic of an open loop hydraulic system is that the hydraulic fluid is discharged into the marine environment during the actuation of the subsea valves. Conversely, the hydraulic fluid is returned to the topside facilities through an umbilical system in a closed loop system. Given that closed loop systems are more eco-friendly, the main question in this research is to examine the effect of the actuator connection of the closed loop system on actuator design. Two cases of actuated valves connected to a closed loop system are analyzed in this paper. The first is a 71/16-in. subsea slab gate valve in the pressure class of 517 bar with a linear spring return fail-safe close (FSC) actuator located on a manifold branch. The data indicates that the piston rod and cylinder diameter of the FSC linear actuator should be increased by some millimeters due to the accumulation of hydraulic oil at the bottom of the actuator. The hydraulic oil in the closed loop system helps in closing the actuator and spring force, so the spring constant and torque should be reduced as a result. The second case involves a 16-in.subsea ball valve in the pressure class of 517 bar with a double-acting fail-as-is rack and pinion actuator. The conclusion in this case is to avoid making any change in the design of double-acting actuator in connection to the closed loop system.
Keywords Subsea · Hydraulic system · Valves and actuators · Closed loop hydraulic · Hydraulic actuators · Actuators design modification · Emission reduction
1 Introduction to Subsea Hydraulic Systems
Emission of hydraulic fluid in the sea and ocean is always a concern worldwide. This negative and undesirable phenomenon is harmful to marine life and can damage ecosystem significantly.As it was addressed in a past research published by journal of marine science and application (Sotoodeh 2021a), hydraulic actuators are replacing with hydraulic actuators in subsea oil and gas industry because of several reasons such as saving the environment (Sotoodeh 2021a, b). Although electrical actuators are known as the future of subsea oil and gas industry, hydraulic actuators are still used in subsea. The real purpose of this paper is to introduce and provide a closed loop system as a type of hydraulic distribution system in order to minimize the hydraulic emission to the subsea environment. The implementation of a closed loop system to transport hydraulic fluid to the surface rather than releasing the hydraulic oil into the sea can affect the subsea actuator design and qualification program. This study provides case studies and mathematical models to demonstrate whether or not the closed loop system can change the design of actuators. There are two main questions associated with this research. The first one is how to reduce the emission of hydraulic to be used for operation of an actuator. The second question is that does changing the hydraulic design system to an environmentally friendly solution would affect the design of the actuators?
Although using a closed loop hydraulic distribution system was discussed in the past studies (Bai and Bai 2012;URS Cooperation Limited 2016), none of them addressed clearly the effect of a closed loop system on the actuator design and qualification. Some past studies focused more on subsea development options through hydraulic, electrical, or electrohydraulic systems and mentioned an open or closed loop hydraulic system (Bai and Bai 2012; Zhang et al. 2017).But, none of them analyzed the effect of hydraulic circuit on the actuator design specifically. Ignoring the effect of closed loop hydraulic on the actuator design could lead to malfunction of valve operation which can cause adverse consequences such as overpressure scenarios in the subsea manifolds or reduce the oil production as well as wearing and damage to the valves. Thus, it is important to take the effect of closed loop system in actuator design.
Hydraulic systems provide a clean and stable supply of hydraulic fluid for subsea valves and actuators installed on the subsea bed in production systems (Bai and Bai 2012). The fluid is supplied via an umbilical to the subsea distribution unit (SDU) for valve and actuator operation (Bai and Bai 2012). An umbilical is a combination of cables and hoses used to supply hydraulic fluid, electricity, and signals to the subsea units (Bai and Bai 2012; Aker Solutions 2019).The hydraulic supply pressure should be high enough to be able to fully open and/or close the actuated valves. An actuator is a mechanical device or component installed on industrial valves for the automatic moving and controlling of the valve (Sotoodeh 2019a).
In the early days, each subsea valve was individually connected and controlled by a direct hydraulic connection to the topside host facility and control system; this type of system is called a “direct hydraulic control system” (see Figure 1)(Bai and Bai 2012; Theobald and Lindsey-Curran 2005). The hydraulic power unit (HPU) consists of a reservoir, pump,and accumulator designed to supply hydraulic oil from the topside facilities to the wellhead control system and the subsea actuated valves. A reservoir is a storage tank used to store the hydraulic fluid. The pump provides sufficient pressure for moving the hydraulic fluid, and accumulators compensate for the pressure damping of the pumps (Bai and Bai 2012).
The direct hydraulic control system was highly reliable because the critical control components were located on the surface, ensuring easy maintenance access (Bai and Bai 2012). Although the subsea hydraulic control system architecture was reliable, economical, and relatively simple,the downside was the actuator’s long response time due to its distance from the topside control panel (Theobald and Lindsey-Curran 2005). The other disadvantage of the subsea hydraulic control system was its relatively large number of umbilical tubes (Bai and Bai 2012; Theobald and Lindsey-Curran 2005). These disadvantages led the subsea industry to develop more complex technology called the subsea control module (SCM). As a result, a new hydraulic system called the “piloted hydraulic control system” was created (see Figure 2). Upgrading from a direct hydraulic control system to a piloted hydraulic control system made the response time for the actuators shorter and led to a reduction in umbilical volume (Bai and Bai 2012).
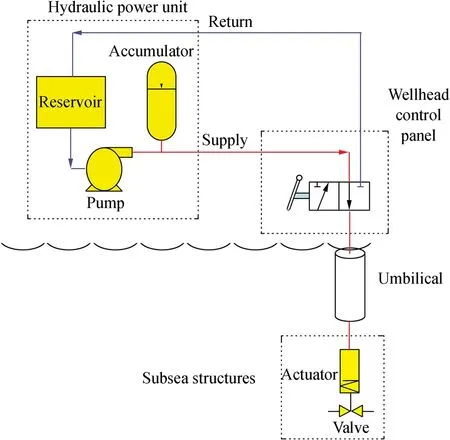
Figure 1 Direct hydraulic control system

Figure 2 Piloted hydraulic control system
2 Hydraulic Versus Electrical Production Systems
Subsea development involves a constant process of simplification, digitalization, and cost-reducing strategies because the exploration and production of hydrocarbons is moving toward deeper and more remote seawater areas(Abicht et al. 2017; Sotoodeh 2019b; Orth and Hendrix 2018; Larsen et al. 2016). The use of all-electrical systems as state-of-the-art for subsea control systems is constantly increasing in subsea technology. All-electrical subsea control systems are more compact and have many advantages compared to hydraulic systems, such as improving health,safety, and environment (HSE); increasing system efficiency;reducing the risk of leakage; and reducing expenditure and operational costs (Theobald and Lindsey-Curran 2005;Abicht et al. 2017; Sotoodeh 2019b; Orth and Hendrix 2018;Larsen et al. 2016). However, hydraulically operated subsea production systems are still common for many subsea fields.According to present author’s experience in the industry,many main end users such as Eni and British Petroleum are still using subsea hydraulic actuators according to the past traditions. Thus, one of the purposes of this research is to find a way to reduce the emission from hydraulic actuators through using a closed loop system which is explained more in detail in the next section.
3 Open Versus Closed Loop Hydraulic Systems
One of the main questions in the selection of a subsea hydraulic field is the choice between an open or closed loop hydraulic system (URS Cooperation Limited 2016). The main characteristic of an open loop hydraulic system is that the hydraulic fluid is discharged to the sea (marine environment) during the subsea valve actuation (URS Cooperation Limited 2016). Conversely, the hydraulic fluid is returned to the topside facilities through an umbilical in a closed loop system, making the latter more environmentally friendly.The details of both open and closed loop systems are illustrated in Figure 3.
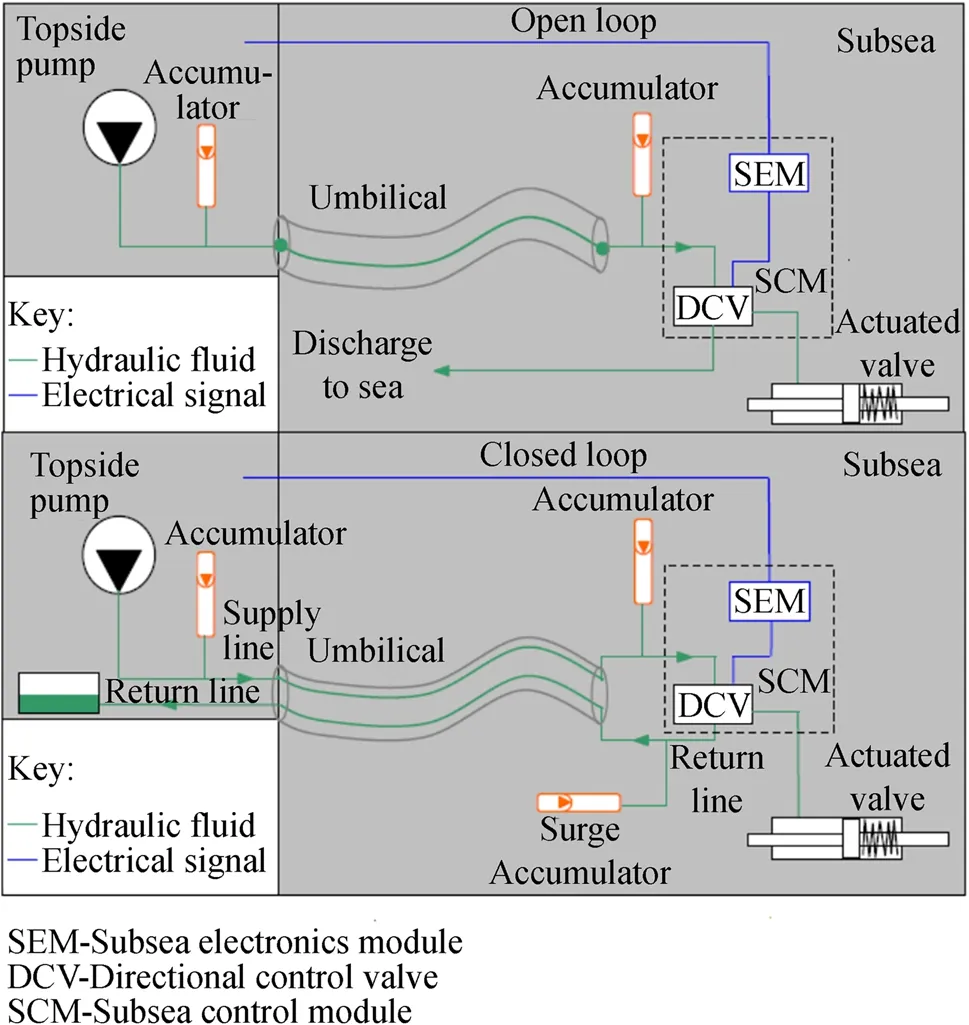
Figure 3 Open versus closed loop system. SEM, subsea electronic module; DCV, directional control valve; SCM, subsea control module. (Courtesy: URS Cooperation Limited)
Hydraulic fluid is transmitted from topside facilities on the top of a platform or a floating production storage and offloading (FPSO) vessel to a SCM in both open and closed loop systems. A direct control valve (DCV), located inside the SCM, directs the hydraulic fluid to the subsea actuated valves in both systems. The SCM contains valves and software required for routing the hydraulic fluid to various valves and actuators. In addition, all monitoring of the subsea system is implemented in this module. The hydraulic fluid is directed to the cylinder and piston side of the actuator, and the valve is either opened or closed. A hydraulic actuator is a cylinder that works with hydraulic power and converts the hydraulic power to mechanical work (Sotoodeh 2019a;Gonzalez 2015). The actuators in Figure 3 are spring return actuators in which the piston is pushed back on the piston side through the force of hydraulic fluid entering the cylinder side. The hydraulic fluid opens the spring return actuated valves in most cases, and the valves are closed by the spring force inside the actuator. It should be noted that doubleacting actuators without any spring do exist for subsea valves.Thus, the effect of double-acting actuator connections to the hydraulic fluid system will be explored in more detail in Section 4.2.2.
In an open loop system, discharge to the sea occurs when the spring within the actuated valve returns the valve to a closed position, forcing the hydraulic fluid to be discharged into the marine environment (URS Cooperation Limited 2016). The hydraulic fluid in a closed loop system is not discharged into the sea and is instead directed topside through a return line and umbilical (URS Cooperation Limited 2016). There is a delay in closing the actuators and the connected valves in a closed loop system since the spring force in the actuator must overcome the hydraulic friction in the return hydraulic line (URS Cooperation Limited 2016). Although using a closed loop hydraulic system necessitates spring return actuator design change and increases both response time and the volume of the umbilical, it is a more environmentally friendly solution with no discharge to the marine environment (URS Cooperation Limited 2016). The novelty of this research is its demonstration of the ways in which a closed loop system affects actuator design and sizing.
4 Effect of a Closed Loop System on Actuator Design: a Case Study
4.1 Hydraulic Actuator Failure Modes
Hydraulic actuators are divided into two categories from the point of view of operation functionality: one is fail-safe closed and the other is fail-as-is (Pishock 2016). Actuators with a fail-safe function of operation are called single-acting or spring return, in which a spring opens or closes the actuators and the valves in the case of hydraulic supply failure(see Figure 4) (Pishock 2016).
Hydraulic force acts against the spring load and opens or closes the valve and actuator in the case of hydraulic fluid supply. Unlike spring return actuators, which are powered by hydraulic supply in one direction, double-acting actuators are supplied with hydraulic fluid in both directions (Pishock 2016). Thus, double-acting actuators utilize hydraulic force for both opening and closing the valves and actuators (Figure 5). Two hydraulic connections are located on doubleacting actuators, and each of them acts as a hydraulic fluid supply and return. Any failure in hydraulic supply to doubleacting actuators keeps the actuator in its last position, socalled “fail-as-is.”
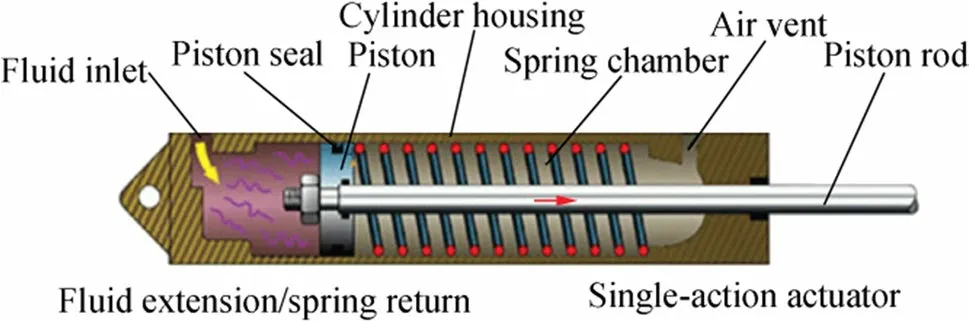
Figure 4 Single-acting, spring return fail-safe-mode hydraulic actuator
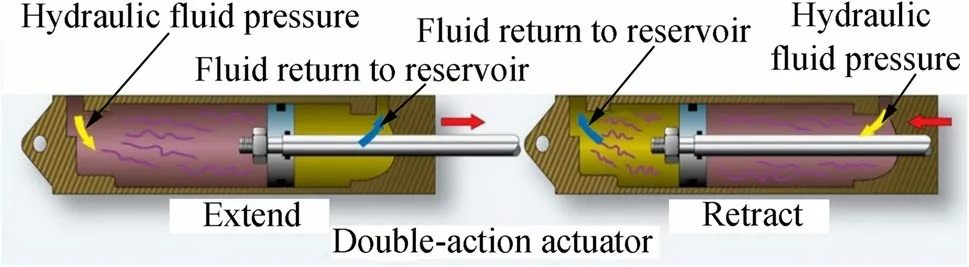
Figure 5 Double-acting fail-as-is hydraulic actuator
4.2 Hydraulic Actuator and Valve Type Case Study
4.2.1 The 71/16-In. Slab Gate Valve with Linear Spring Return Actuator
Two types of actuators will be considered in this case study gap: one is linear and the other is rack and pinion. The linear actuator is single acting (spring return) with a fail-safe close(FSC) mode of operation. It is installed on a 71/16-in. slab gate valve in the pressure class of 517 bar equal to 7500 psi with a design based on the API 6A standard (API 2018)(1 bar is equal to 14.5 psi). The slab gate valve is installed on a branch line in a subsea manifold. Subsea manifolds are used to simplify the usage of subsea pipeline and risers and to optimize fluid flow (Bai and Bai 2012; Sotoodeh 2019a, b, c). The manifold structure is the arrangement of piping and valves designed to integrate, distribute, and control the fluid flow (Bai and Bai 2012; Sotoodeh 2019a, b,c). Manifolds are installed on the seabed to gather production from different wells or to inject gas or water into the wells for advanced oil recovery (Bai and Bai 2012; Sotoodeh 2019a, b, c). The 71/16-in. slab gate valve is normally open and directs the fluid from one well to the manifold header.The gate valve closes automatically through the hydraulic supply stoppage when the well is shut down for maintenance or cleaning. The gate valve opens and closes by means of the lifting or dropping of a closure member in the form of a flat disk within the fluid path (Etheridge 2020). This type of valve is supplied with automated linear actuators since they need linear motion for their operation (Etheridge 2020). The valve stem moves down in the case of hydraulic supply and keeps the valve open. The valve stem moves up and closes the valve in the case of hydraulic supply stoppage. Figure 6 illustrates the subsea gate valve which is operated with a linear spring return actuator. Item #20 shows the slab gate valve, and item #30 indicates the actuator. Item #2 is the valve body, and item #4 shows the stem of the valve. The big advantage of the slab gate valve is very low pressure drop,and the main disadvantage is that the valve disk is subject to chattering and vibration when it is neither fully open nor closed (Etheridge 2020). Although gate valves provide good sealing in the presence of particles and sands in general,they are subject to qualification test in a particle containing fluid as per API 6AV1 (API 2008) requirement on condition that a gate valve has safety function such as underwater and surface safety valves (API 2008; Messa et al. 2019).Figure 7 illustrates the bottom part of a linear actuator for a 71/16-in. gate valve connected to a closed loop or common hydraulic return line system. The top part of the actuator contains a spring responsible for closing the actuator. The hydraulic supply is injected to the hydraulic cylinder piston from port #74 and is moved out of the actuator from the other connection labeled “out of section” in Figure 7. The hydraulic fluid from the closed loop system accumulates at the bottom of the actuator. A tubing assembly has been installed on the green area connected to the closed loop or common hydraulic return line. See the section highlighted in green in Figure 7.
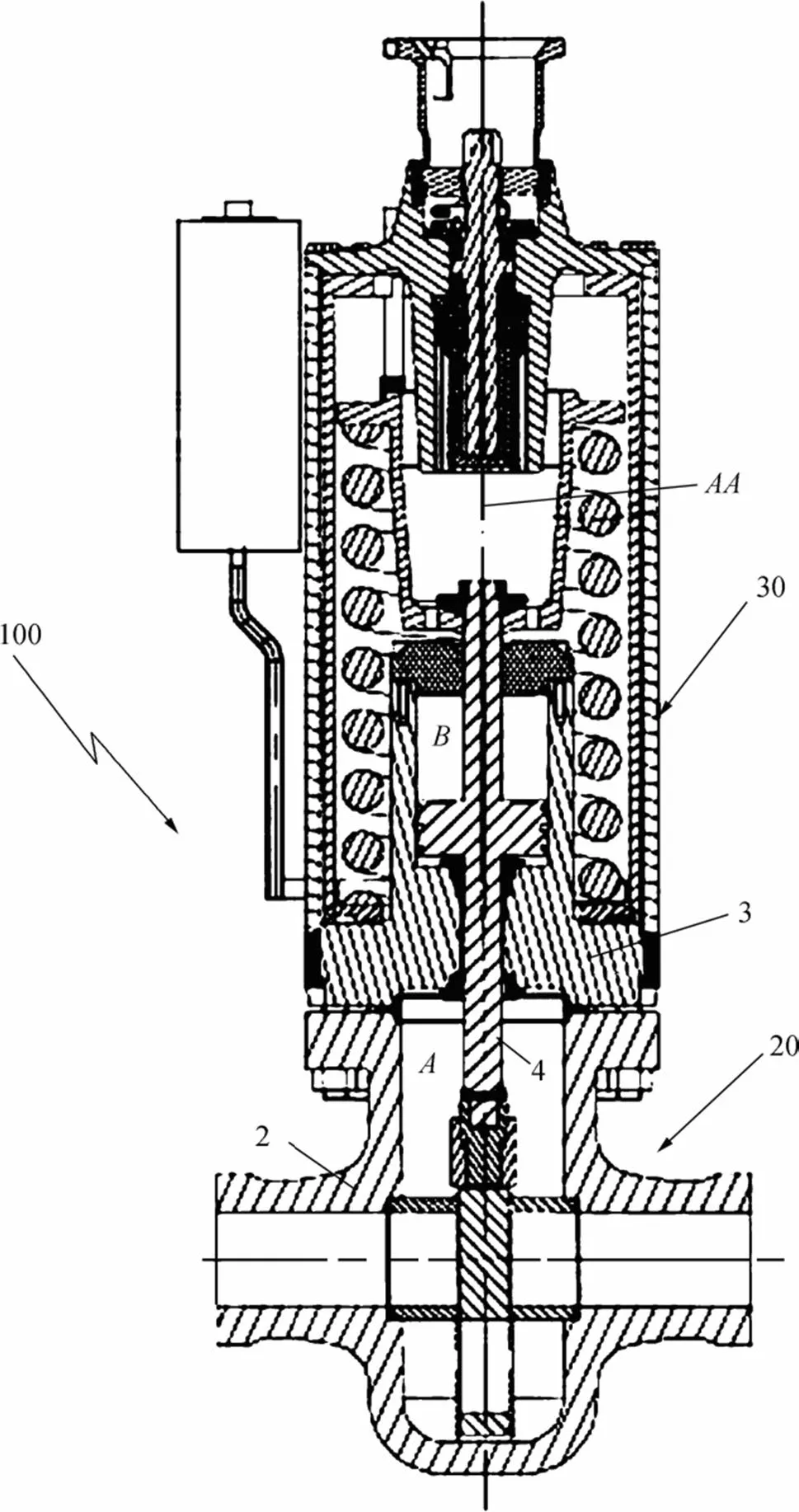
Figure 6 The 71/16-in. slab gate valve with a linear hydraulic actuator
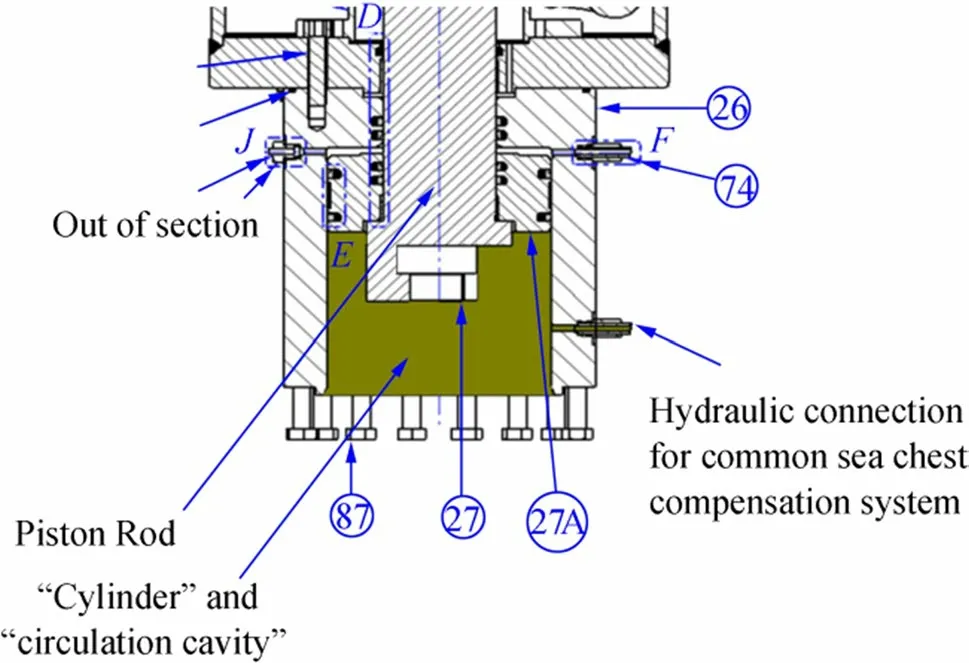
Figure 7 The 71/16-in. gate valve linear actuator connected to a closed loop
In valve and mechanical engineering, torque refers to moment of force (Kane and Levinson 1985). Simply, torque is defined as a force that creates rotation. It is measured through Eq. (1):

whereπis the magnitude of torque (N·m),ris the distance between two points where force is applied and where torque is measured (m), andFis force (N).For a gate valve, the direction of the disk movement is parallel to the applied force from the operator, so force in Newton is used instead of torque. The force values for the operation of the valves are measured in five different conditions explained in the following (Sotoodeh 2019c):
1) Break to open (BTO): This force in a gate valve is measured when the valve is fully closed, and the disk starts opening against the pressure in the line. In this case, the hydraulic is supplied to the actuator and the actuator pushes the valve closure member down.
2) Running: This force is measured when the gate valve is approximately half open. Running could be from closed to open position or from open to closed position.In the first case, the actuator is pushing down the valve internals, and in the second case, the valve internals are moving up.
3) End to open (ETO): This force is valid when the valve is more than 90% open. In this case, the valve internals are moving down by the actuator hydraulic force.
4) Break to close (BTC): This force is measured when the valve is fully open, and it starts to close. In this case, the valve internals are moving up.
5) End to close (ETC): This is the necessary force to fully close the valve when the valve is about to close. In this case, the valve internals are moving up like break to close.
The four most important values of force for the operation of the 71/16-in. slab gate valve in the pressure class of 517 bar are given by the valve manufacturer in Table 1. There are force values associated with actuators, just as there are for valves (Sotoodeh 2019c). The actuator force values are higher than the valve force values; the ratio between the valve and actuator force values is defined as the “safety factor” according to Eq. (2) (Sotoodeh 2019c):

The safety factor in this case should be 2 as a minimum according to the project requirement. MAST (the column on the far right in Table 1) stands for maximum allowable stem torque. It is defined as the maximum force that can be applied to the valve stem without any damage. All force and MAST values in Newton in Table 1 are provided by the manufacturer of the valve (Sotoodeh 2019c; API 2012; International Organization for Standardization (ISO) 2011). MAST should be higher the biggest actuator force to avoid damage to the valve stem.

Table 1 The 71/16-in. gate valve and actuator force values and safety factors

The basic speed of linear actuator (V) is calculated through Eq. (3) and depends on the hydraulic flow (Q)and cross-sectional area of the actuator piston rod area (A):

whereLis the full stroke of actuator (total movement of the shaft), andtis the duration of actuator operation.
Combining Eqs. (3) and (4)

Figure 8 is a single-acting or spring return actuator which is provided for better understanding of the parameters ofQ,A,L, andtused in Eqs. (3), (4), and (5).
As BTO and BTC are the most critical and highest actuator force (thrust) values, further analysis on these force values and the effect of the actuator connection to the closed loop system will be done in the next section. The hydraulic pressure in this paper is 345 bar equal to 5000 psi for valves and actuators installed at a depth of 2300 m. The seawater head is calculated in Eq. (6).

where SWH is the seawater hydraulic head (Pa),Gais the gravity acceleration (9.81 m/s2),ρis the seawater density(kg/m3), andDis the seawater depth (m).
Thus, the seawater hydraulic head produced at a depth of 2300 m on the 71/16-in. subsea gate valve is equal to 232.6 × 105Pa as calculated in the following:

Equation (6) can be used to calculate the hydraulic oil head at a depth of 2300 m, considering the fact that hydraulic topside facilities like HPU are located 20 m above sea level.

The hydraulic oil used in the actuators for this case is water based with trade name of MacDermid Oceanic HW460R. The reason why water-based oil is used is to reduce the environment pollution impact compared to oilbased hydraulic. The data sheet of the MacDermid Oceanic HW460R provided by the valve and actuator manufacturer gives the density of 1114 kg/m3.
The difference between the hydraulic head and sea head is equal to 253.54-232.62=20.92-21 bar.
A difference between the hydraulic and seawater head that is equal to 21 bar reduces the hydraulic pressure value at a depth of 2300 m through Eq. (7):

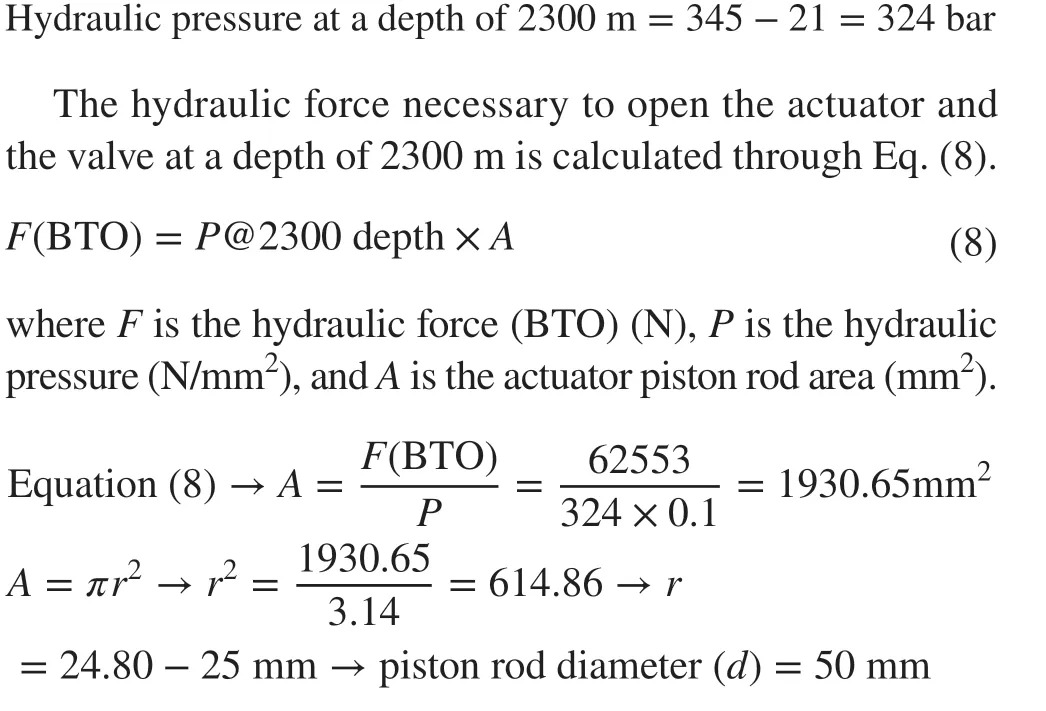
Cylinder diameter in this case is double the piston rod diameter and equal to 100 mm.
The spring force for closing the valve and the BTC force are calculated based on Hooke’s law (Sotoodeh 2019a) and Eq. (9).

whereFis force (N);Kis spring constant (N/m), assuming 700000 N/m; andXis spring extension (m).
with a lower spring constant and less force now. The new BTC force (BTCn) is calculated as follows:

Discussion on Case 1 Although the provided equations in this section look simple based on simple physics rules, they

Thus, the extension of the spring with a constant of 700 000 N/m makes BTC force equal to 70 737 N in the actuator during the 100-mm extension of the spring.
The next part of the paper will show the effect of the closed loop hydraulic pressure on BTO and BTC forces as well as actuator sizing. The main assumption in this section is that in the area at the bottom of the shaft in dark green color, labeled “circulation cavity” in Figure 7, the difference between the hydraulic and the sea head will be equal to 21 bar constantly. This pressure acts against the hydraulic pressure to open the valve and actuator and helps the spring in its closing action. The pressure in the circulation cavity which is a part of cylinder can reach 70 bar, equal to 7 N/mm2as the maximum value depending on the size of the umbilical on the closed loop hydraulic return line, and produces a force equal toFC. The new BTOnis calculated through Eq. (10):are very important and they provide value added to the design of an actuator and ensure process safety and protection of subsea manifolds. The intention of this section is to show why the data and calculations provided in this section are essential and important with regard to operation of the slab gate valve, saving the environment, and prevention of the production reduction in this example. The slab gate valve is located on a subsea manifold, and it shuts down and isolates the manifold from the wellheads if something wrong happens in the wellhead such as overpressure scenario and blow out. A blowout is the uncontrolled release of crude oil and/or natural gas from an oil well or gas well after pressure control systems have been failed. Failure of a gate valve to be closed completely with the required force due to a lack of required safety factor on break to close or end to close forces leads to transfer of an overpressure scenario from the well-

Figure 8 A single-acting spring return actuator sketch for better understanding of the actuator parameters Q, A, L, and t
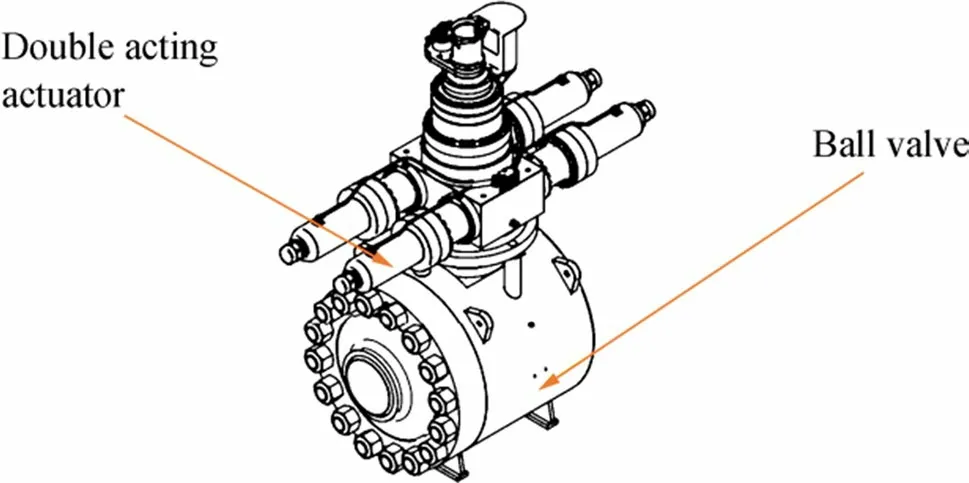
Figure 9 A ball valve sketch with double-acting rack and pinion actuator

Thus, the safety factor of the actuator for new BTO force is.

The solution is to increase the piston rod diameter in order to increase BTO force. The new BTO force, after the deduction of 13738 N, should be twice the valve BTO force and equal to 27450 N to satisfy the safety factor requirement of 2. Thus, the modified BTO force after piston rod diameter increase should be 27450×2+13738=68638 N.head to the manifold which results to burst and explosion of the manifold and release of oil and gas into the marine environment and damaging the marine life. On the other hand, failure of the gate valve to be fully open due to the lack of safety factor on break to open or end to open force values results in reducing the flow rate and oil and gas production. In addition, a slab gate valve which remains on not fully open position causes pressure drop of the fluid which eventually causes wearing and damage of the valve.
Another important consideration for the slab gate valves is

Thus, the piston rod diameter should be increased by 2 mm to compensate for the hydraulic oil pressure in the closed loop system and compensation cavity. The hydraulic cylinder diameter, which is double the piston rod, should be increased from 100 to 104 mm.
The hydraulic pressure in the circulation cavity helps the spring force close the valve, so it is possible to use a spring
that they are typically operated in the sand particles as a great amount of sand is produced with oil and gas from the well. In addition, some of the gate valves which are installed on the Christmas trees and wellheads are categorized as safety valves(API 2018). In fact, surface safety valves (SSVs) and underwater safety valves (USVs) are two gate valves with safety functions installed on the Christmas trees after or above a master valve to close the wellhead in case of emergency (API 2018;Sotoodeh 2021b). SSVs and USVs should go under sand slurry testing according to API 6A and API 6AV1 requirements to make sure that they can operate under a high amount of cycle in the sand particle-containing services (API 2018, 2008; Messa et al 2019). The presence of solid in the fluid does not have any direct effect on the valve actuator since the actuator is not in contact with the oil and gas production fluid. However, having particles should be taken into account in considering the actuator sizing and safety factor. It was discussed in a past study by the present author that the total force for opening or closing a valve should cover the pressure drop across the valve, the friction between the valve stem and packing, as well as force to provide seating of the valve closure member on the seats(Sotoodeh 2019a). Having the particle in the fluid can lead the particles to be placed between the valve closure member and the seat so extra force for closing the valve in this case may be required. It should be noted that a safety factor of 2 which is proposed in this example is large enough to cover a case where the particle is trapped between the seat and closure member.
4.2.2 The 16-In. Ball Valve with Rack and Pinion Double-Acting Actuator
The second case study reviews and analyzes the effect of a closed loop system on a double-acting hydraulic actuator used for a 16-in. ball valve in the pressure class of 517 bar on the manifold headers. The ball valve is relatively large with a high pressure class, so the torque required for the operation of the valve is high (Norwegian Oil Industry Association 2013; Nesbitt 2007; Sotoodeh 2018). Thus, double-acting actuators have been selected for the ball valves (Norwegian Oil Industry Association 2013; Nesbitt 2007; Sotoodeh 2018). The ball valves have a robust design that makes them suitable for processing fluid such as hydrocarbons (Norwegian Oil Industry Association 2013; Nesbitt 2007; Sotoodeh 2018). In addition, ball valves are quarter turn, which means that the valve closure member in the form of the ball moves between open and closed positions with just a 90° rotation (Norwegian Oil Industry Association 2013; Nesbitt 2007; Sotoodeh 2018). Rack and pinion is a general name for the pair of gears that converts linear motion to rotary motion for a quarter turn ball valve. A linear gear called“the rack” engages teeth on a circular gear called the“pinion.” Figure 9 illustrates the ball valve with a symmetrical double-acting actuator located on the header of a subsea manifold.
Figure 10 illustrates the location of 71/16-in. gate valves with a FSC linear actuator and 16-in. rack and pinion ball valves in the subsea manifold.

Figure 10 Six-slot subsea production manifold process flow diagram
Figure 11 illustrates the connection of a rack and pinion double-acting actuator to a closed loop system. Both the orange and blue lines connected to the actuators are used for the supply and return of the hydraulic fluid with a pressure of 324 bar at a depth of 2300 m. The blue line in Figure 11 connects directly to the common return line whereas the orange line (hydraulic supply) can be connected to the common return line, by changing the position of the DCV in the SCM. The actuator has hydraulic oil on both sides of the cylinder with a pressure of 324 bar, so the connection of both sides of the actuator to the common return line with a maximum pressure of 70 bar does not affect the design and functioning of the actuator. Therefore, a standard doubleacting fail-as-is actuator can be used for connecting to a closed loop system without any modification.
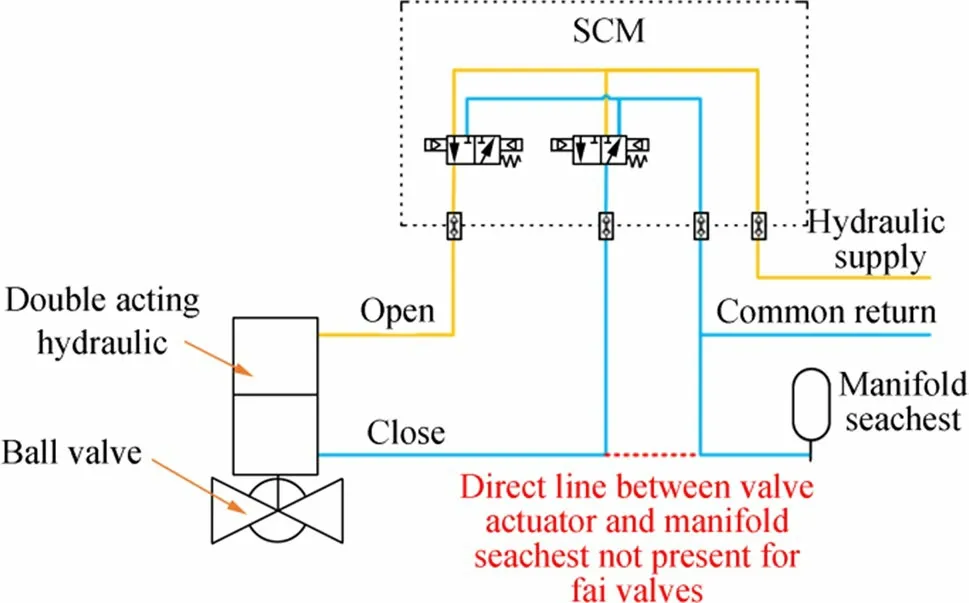
Figure 11 The 16-in. double-acting actuator connection to common return (closed loop system)
Discussion on Case 2 The second case study is performed on a double-acting actuated ball valve with regard to the closed loop hydraulic distribution system schematic connected to the actuator. It was concluded that the double-acting actuator installed on the ball valve does not require any design modification due to getting connected to the closed loop system. But,a ball valve with a single-acting spring return actuator like the one used for the gate valve in the first case could be subject to design change as a result of getting connected to the closed loop system. Thus, the possibility and criticality of the design change for a ball valve could be the same as a gate valve with a single-acting actuator. The main learning from case study 2 is that using a double-acting actuator for a valve which is connected to the closed loop system directly or indirectly does not lead to the actuator design change if the actuator hydraulic working pressure is equal or higher than the closed loop hydraulic system pressure. It should be noted that doubleacting actuators are not used typically for gate valves so typically the equations used in the first case study are applicable to evaluate whether or not the spring return actuator installed on a gate valve should be modified as a result of actuator connection to the closed loop system. Similarly, equations in case study 1 should be used for a ball valve with a spring return actuator. It is important to know that all the valves installed on a subsea manifold are ball, gate, and axial check valves. But, axial check valves do not have any actuator so they are excluded from this study (Sotoodeh 2018, 2021a, b).
5 Conclusions
This paper has briefly reviewed hydraulic systems for providing clean hydraulic fluid to subsea systems for the operation of valves and actuators. The advantage of closed loop hydraulic systems as the more environmentally friendly solution compared to open loop systems was discussed briefly.The main question in this research was to explore the effects of actuator connection to the closed loop system on the design of the actuators. Two cases of actuated valves connected to closed loop systems are analyzed in this paper. The first was a 71/16-in. subsea slab gate valve in the pressure class of 517 bar with a linear spring return FSC actuator located on a manifold branch. It was concluded that the piston rod and cylinder diameter of the FSC linear actuator would need to be increased by some millimeters due to the hydraulic oil accumulation at the bottom of the actuator. The hydraulic pressure in the closed loop system helps to close the actuator and the spring force so the spring constant and torque should be reduced as a result. The second case was a 16-in. subsea ball valve in the pressure class of 517 bar with a double-acting fail-as-is rack and pinion actuator. The conclusion in this case is that no changes are required in the design of the double-acting actuator in connection to the closed loop system.
AcknowledgementsI would like to express my gratitude to my partner,Ms. Tamara Zhunussova, for her great support.
杂志排行

Journal of Marine Science and Application的其它文章
- Analysis of Wave Energy Resources Around the Saint Martin Island in Bangladesh
- Reliability Analysis Method of a Control System for Subsea All-Electric Christmas Tree
- Topside Axial Bearing Wear Under the Eccentric Load of a Single-Anchor Leg Mooring System in Bohai Bay
- Fire Risk Quantitative Assessment of Offshore Supported Platform
- Fast Tool for Structural Monitoring of a Pier After Impact of a Very Large Vessel Using Ambient Vibration Analysis
- Numerical Investigation of Sloshing Under Roll Excitation at Shallow Liquid Depths and the Effect of Baffles