基于MySQL和BP神经网络的船舶焊接专家库软件研发
2021-09-07朱若凡聂加俊郑惠锦
朱若凡, 聂加俊, 郑惠锦
(1.上海船舶工艺研究所,上海 200032;2.芜湖造船厂有限公司,安徽 芜湖 241001)
0 引 言
在船舶制造业中,焊接是非常重要的环节,占总体工作量的40%~50%,焊接质量直接影响船舶整体质量[1]。为确保船舶焊接的准确性和可靠性,必须针对特定的母材和焊接位置进行焊接试验,经船级社认证,形成焊接工艺规范(Welding Procedure Specification,WPS),并最终应用于指导船舶焊接。在工艺设计过程中,一方面存在大量的焊接试验数据需要及时进行基于数据库技术的自动化数据管理,另一方面由焊接专家积累的焊接经验迫切需要以数据化形式记录和分享,进而发现更加实用高效的试验方法。自20世纪80年代起中国开始焊接专家系统的研究,至1993年陆续报道近20个焊接过程专家系统[2]。近年来,围绕焊接专家系统开展的学术研究和商业软件开发仍是焊接自动化和智能化的热点和主要发展路线之一,出现大量具有不同功能的焊接专家系统[3-5]。我国船舶焊接专家系统的研究开始于20世纪90年代,虽经多年研究取得长足进展,但并未出现大型全流程的船舶焊接专家系统,目前仍处于船舶焊接各环节专家系统研究,如工艺评定专家系统等。在研究中相继出现将反向传播(Back Propagation,BP)神经网络应用于船舶焊接过程各环节工艺设计的报道[6-7],说明作为三大智能算法之一的神经网络可应用于船舶焊接工艺的智能化研发,但并无将BP神经网络应用于焊接热输入值预测的报道,该部分的工作有待进一步深入研究。为进一步提高船舶焊接试验自动化和智能化水平,研发一种基于MySQL和BP神经网络的船舶焊接专家库软件。
1 船舶焊接专家库总体设计
在Visual Studio软件开发环境中,结合MySQL关系型数据库,建立船舶焊接专家库,其整体架构如图1所示。用户通过登录和权限管理,输入焊接试验条件和要求,即可快速查询母材焊材、自动生成报表、智能预测热输入值。专家数据库可完成母材焊材数据和历史WPS的快捷查询修改。母材焊材查询结果、试验条件、焊接工艺评定记录(Procedure Qualification Record,PQR)和坡口图作为WPS自动生成的基本输入。WPS生成结果不仅可直接以文件形式导出,而且可存入专家数据库,作为智能热输入值预测机离线学习的依据。同时,当前的WPS生成结果可作为智能热输入值预测机的基本输入,预测得到当前所需要的热输入值。
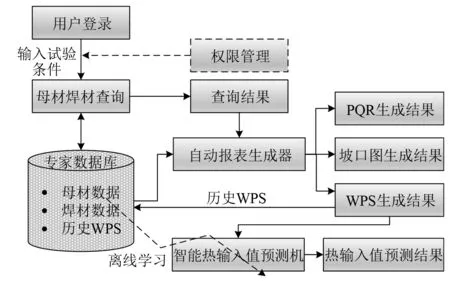
图1 船舶焊接专家库整体架构
基于整体架构,将船舶焊接专家库软件划分为如下7个功能模块:
(1)登录模块。用户分为操作员用户和管理员用户,只有在正常登录后才可进行后续操作。
(2)权限管理模块。管理员用户和操作员用户在登录后的操作权限不同。管理员用户具有全部的操作权限;操作员用户权限受限制,无法进行一些基础数据录入修改和软件设置的操作。
(3)母材焊材查询模块。支持普通碳钢和特种钢材的母材查询,支持常用焊材查询,支持国标和美国焊接协会(AWS)标准。
(4)坡口图生成模块。支持各种坡口图的生成,主要分为4种类型:V形、U形、双V形和双U形。
(5)PQR生成模块。根据PQR,可通过Office或金山办公软件自动生成Word格式的PQR报表。
(6)WPS生成模块。根据WPS的数据记录,结合生成的坡口图,可通过Office或金山办公软件自动生成Word格式的WPS报表。
(7)热输入值预测模块。主要分为离线学习过程和在线预测过程。首先,基于BP神经网络对已有的WPS记录进行离线学习,记忆专家的焊接经验;然后,将新获取的WPS记录输入至经训练的神经网络,进行在线热输入值的预测。
2 基于MySQL的专家数据库
作为船舶焊接专家库软件的数据中心,焊接材料专家数据库是一个管理和分析焊接试验母材参数、焊材参数、历史WPS和试验条件环境的大型专家数据库,具备大量试验数据快速存储、读取和修改的功能,其功能如图2所示。
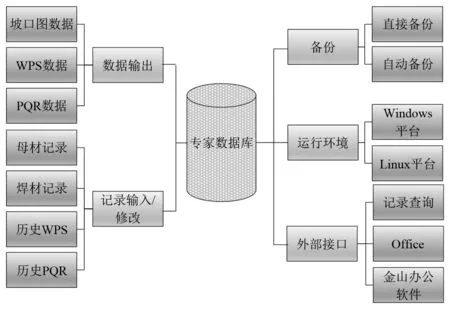
图2 焊接材料专家数据库功能示例
专家数据库选用MySQL 8.0进行开发。MySQL是一种主流的开源关系型数据库管理系统,采用结构化查询语言(Structured Query Language,SQL)进行数据库管理。MySQL优点主要包括:采用完全多线程的核心线程,支持多处理器运行;支持数据类型多样;全面支持SQL的子句和函数;可在不同平台工作,支持C、C++、Java、Python等语言。基于MySQL可快速开发专家数据库,支持后续的自动化报表生成和智能热输入值预测开发。当然,MySQL也存在安全系统复杂而不标准、缺乏标准引用完整性(Referential Integrity,RI)机制的缺点。
基于MySQL开发的专家数据库,可提供母材焊材数据和WPS快速存取与查询功能,母材表的规模是上限1 000条记录,覆盖主要的焊接用碳钢型号和不锈钢等特种钢型号,母材信息如表1所示,其中:母材编号是主键。
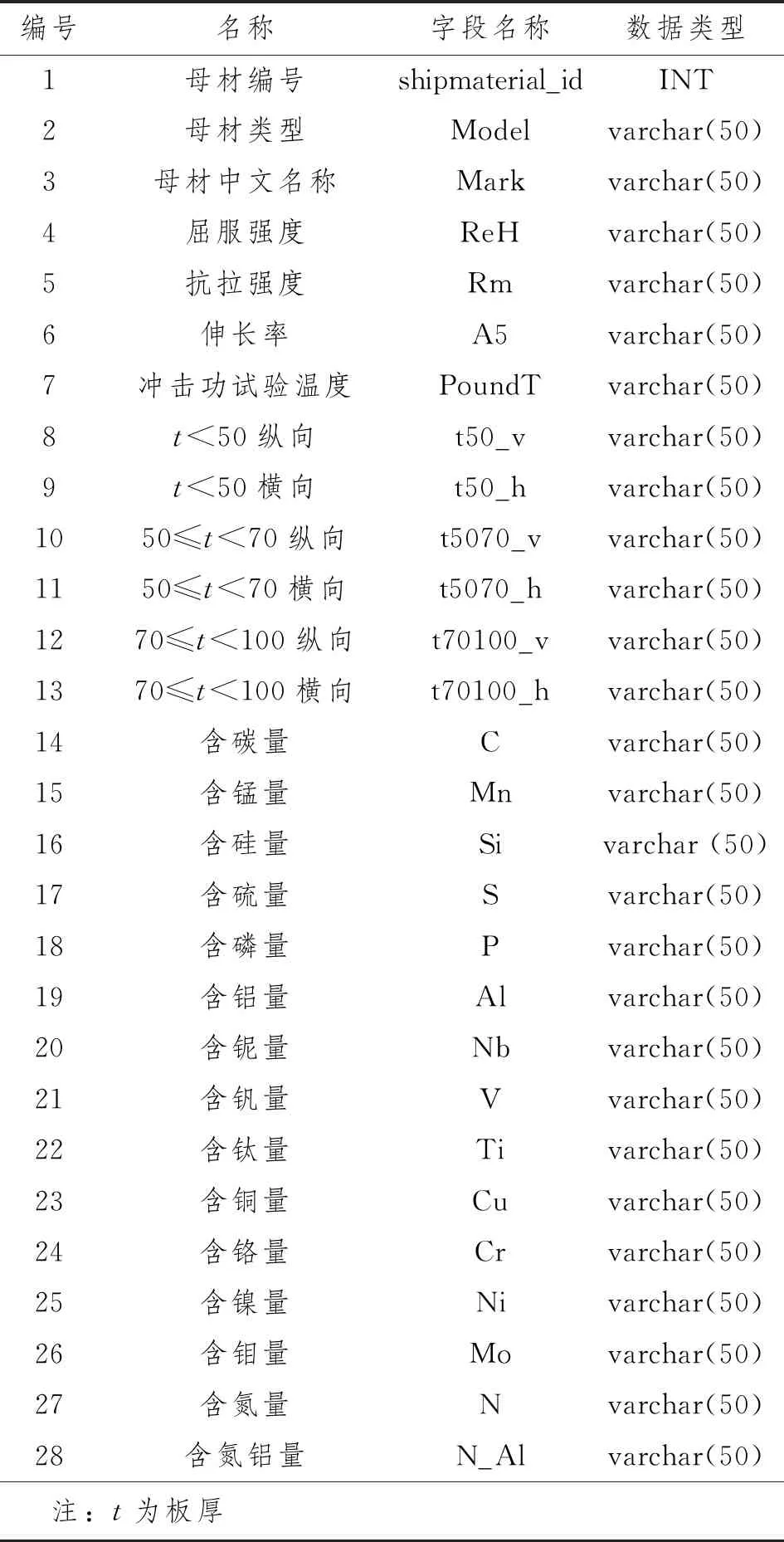
表1 母材信息
焊材表的规模是上限5 000条记录,除国标型号外,覆盖国内外主要的焊材厂家,焊材等级如表2所示,其中:焊材编号是主键。
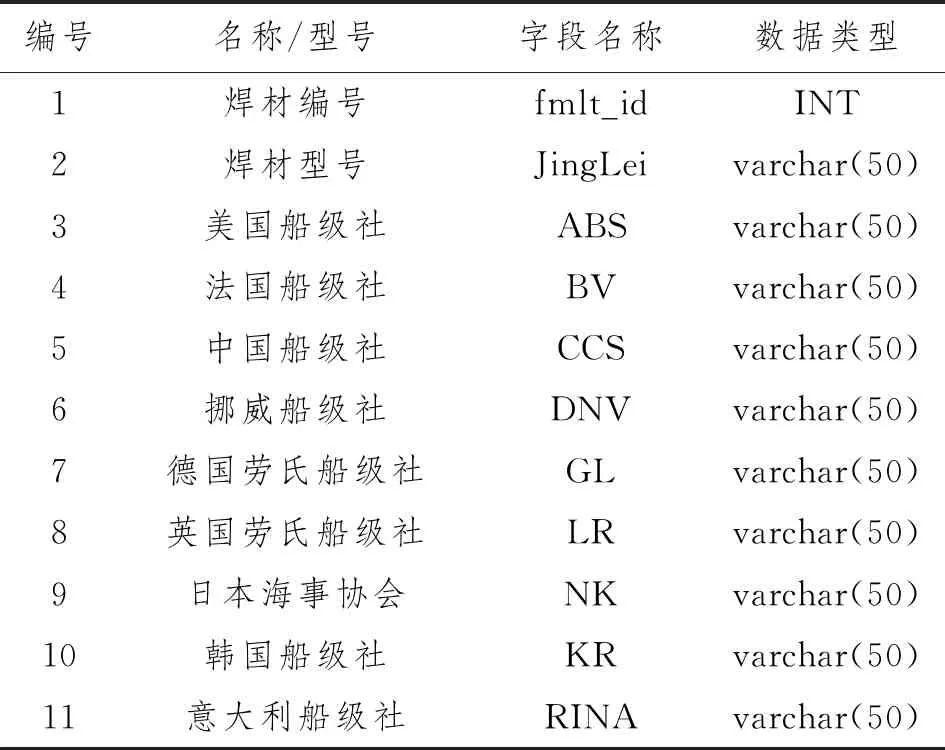
表2 焊材等级
WPS表的记录下限是1 000条记录,在超过10万条时进行分库分表处理,若继续增大则通过外部接口增加物理存储设备。数据库可进行数据手动直接备份和定时自动备份,实现专家数据冗余备份。数据库故障自动计入管理日志中,管理员用户可查询日志。在出现故障后,系统可自动恢复,数据不会丢失。
3 自动报表生成器
自动报表生成器是船舶焊接专家库软件的核心功能,其自动生成流程如图3所示。根据不同的焊接需求和触发条件,进行简单操作即可通过自动报表生成器生成不同类型的图表。值得注意的是:在WPS自动生成器工作时需要调用坡口图自动生成器;同时,智能热输入值预测机也需要调用坡口图生成器;在自动报表生成器工作时,均需要通过查询模块对专家数据库进行母材焊材记录的查询。
3.1 坡口图生成器
坡口图生成器可在坡口底图和用户需要录入的试验数据确定后生成特定的坡口图。在生成WPS过程需要特定的坡口图时,将坡口底图录入即可自动生成坡口图,自动生成过程如图3右侧虚线框中的坡口图生成器所示。
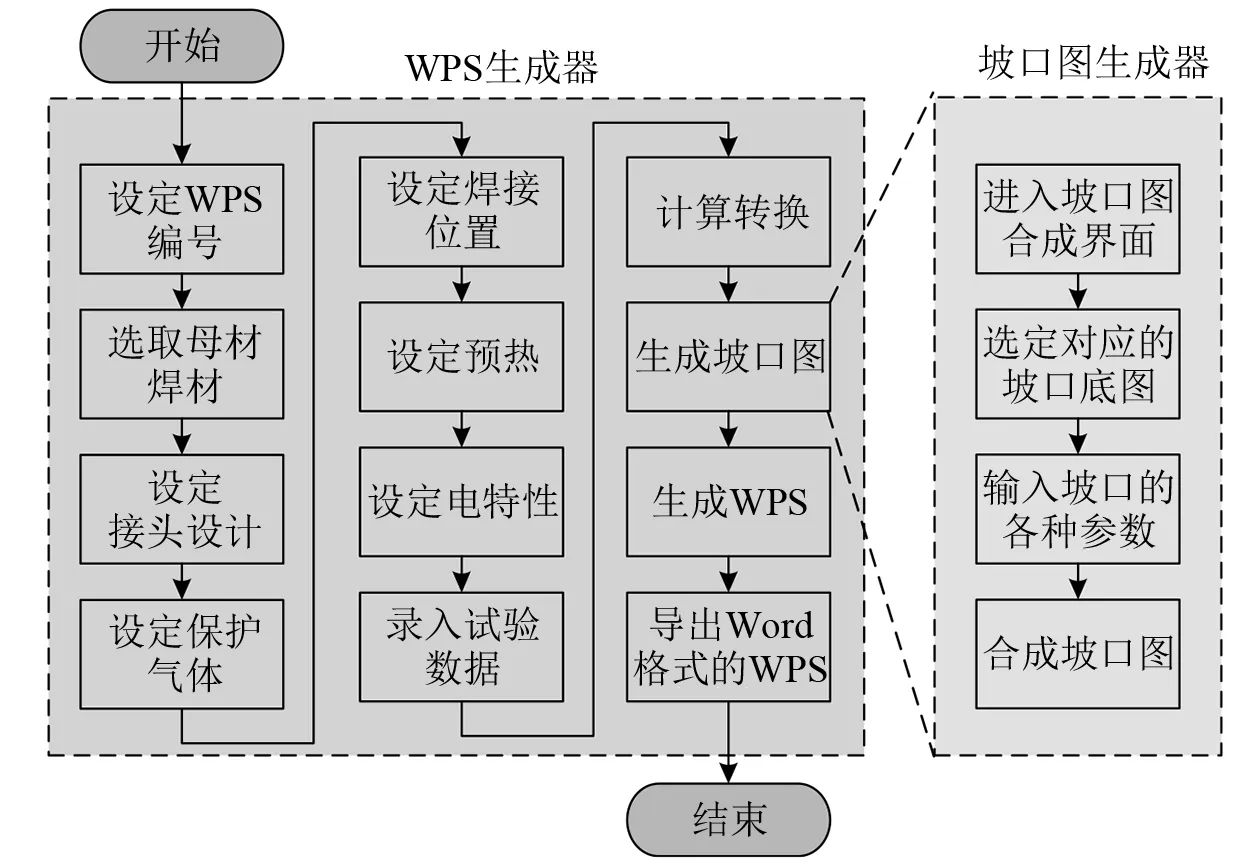
图3 自动报表生成器自动生成流程
3.2 WPS生成器
结合试验数据、母材、焊材、试验条件等数据,在母材和焊材等基本信息录入完毕、确定可选取时,即可进行WPS生成,如图3左侧虚线框中的WPS生成器所示。整个WPS生成器流程需要用户根据船舶焊接试验的实际需求,设定一系列基本参数和类型。选取母材和焊材的过程需要查询专家数据库。具体参数如表3所示,其中:焊接试验参数编号和WPS编号在专家数据库中分别为外键和主键。
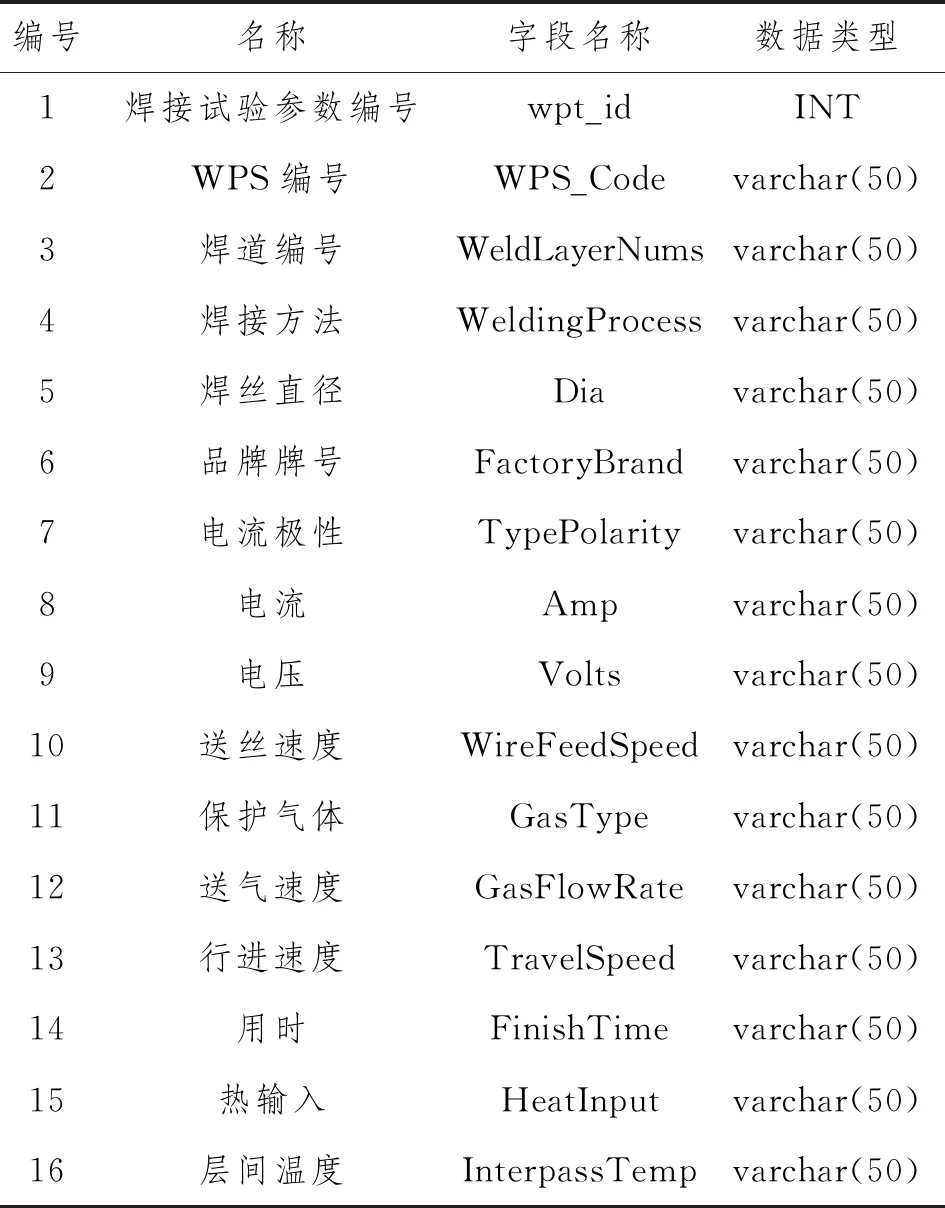
表3 焊接试验参数
4 基于BP神经网络的智能热输入值预测机
基于BP神经网络设计一种智能热输入值预测机,通过充分学习历史WPS记录,可在输入当前WPS的前置条件(母材、焊材、试验条件等信息)后,预测获得的热输入值精度达1%。
4.1 BP神经网络原理
作为一种高度非线性动力学系统,人工神经网络是主流智能算法之一,在机器学习、模式识别、控制工程、系统建模等研究领域应用广泛,并取得令人瞩目的成绩。人工神经网络的基本组成单元是人工神经元,基本结构类型分为前向网络、反馈网络、相互结合型网络和混合型网络等4种类型。人工神经网络的学习方法可分为有监督学习方法和无监督学习方法。人工神经网络通过学习给定的学习样本进行网络权值的不断迭代改进,达到输入输出之间映射关系的近似逼近。
目前,人工神经网络模型分为几十种,如感知机、自组织映射(Self-Organizing Maps,SOM)神经网络、Hopfield神经网络、BP神经网络等。考虑热输入值预测机的输入输出简单,需要进行有监督学习,选择BP神经网络即可满足学习和预测要求。BP神经网络是一种典型的前向型神经网络,选用样本正向传播、误差反向传播的BP学习算法进行有监督学习,分为输入层、隐含层和输出层,隐含层层数和各层节点个数根据实际需要确定。
4.2 智能热输入值预测机
基于BP神经网络设计船舶焊接智能热输入值预测机,实现焊接热输入值的精确预测,其原理如图4所示。智能热输入值预测机主要分为2种状态:离线学习状态和在线预测状态。
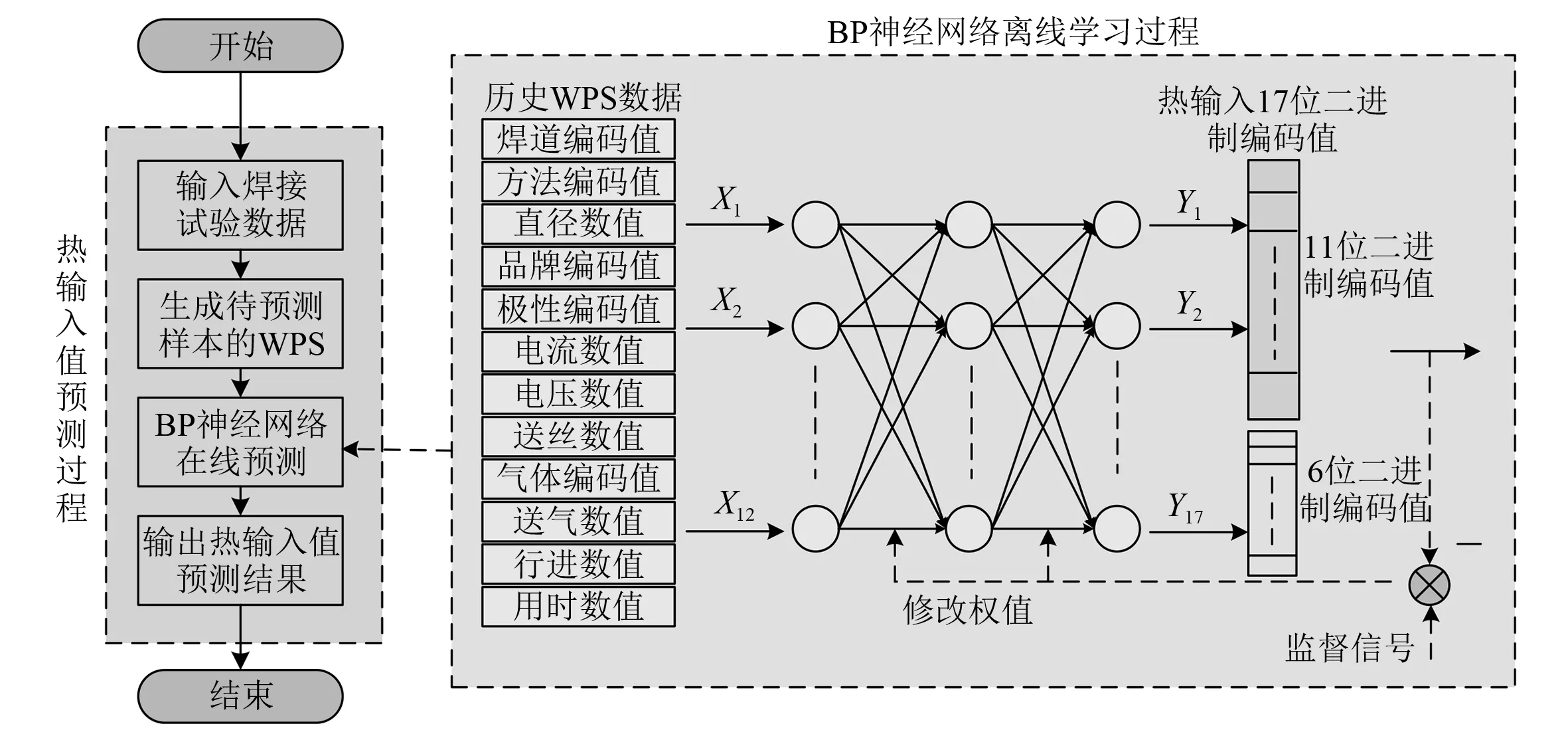
图4 智能热输入值预测机原理示例
在处于训练状态时,将专家数据库中存储的大量历史WPS数据作为预测机离线学习样本,以焊道编号、焊接方法、焊丝直径、品牌牌号、电流极性、电流、电压、送丝速度、保护气体、送气速度、行进速度、用时作为输入,以历史热输入值作为监督信号,输入至BP神经网络中学习。
对焊道编号、焊接方法、品牌牌号、电流极性这些语言符号需要分别进行数值化编码,得到便于神经网络学习的数值化学习样本,即
X=[X1X2…X12]=
[焊道编码值 方法编码值 … 用时数值]
(1)
历史热输入值采用17位二进制编码形式表示,
整数部分采用11位二进制编码表示,小数部分采用6位二进制编码表示,即
(2)
在BP神经网络进行离线学习时,初始选取100~200隐含层节点数,选择Sigmoid函数作为神经元激活函数,误差在0.001或迭代300次时停止学习。在实际船舶焊接试验时,在输入层中输入实际参数数据即可自动预测得到精确的热输入值。
5 软件实现
船舶焊接专家库软件运行条件简单,适用于Windows 10、Windows 7操作系统,需要安装2007版本以上的Office、2016版本以上的金山办公软件,安装MySQL 8.0数据库管理软件。
5.1 母材焊材查询界面
在用户或管理员成功登录软件后,可选择不同的软件功能。母材数据以国内常用的碳钢型号为主,数据库初始化完成设置,无须用户手动进行添加或删除等修改操作。母材查询界面如图5所示,按照表格形式给出母材信息的查询结果。软件暂时不提供给用户手工录入焊材的软件界面接口,而是采用由数据库后台集中更新的办法进行焊材更新。
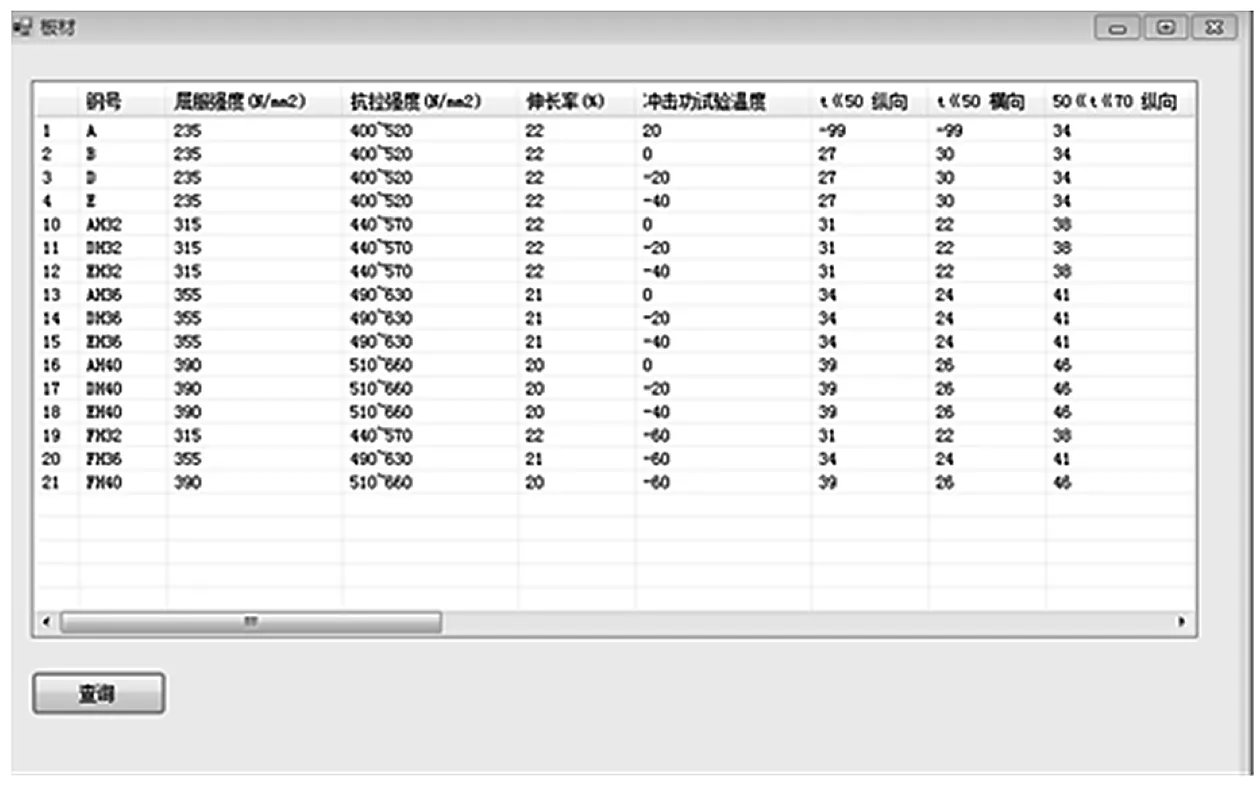
图5 母材查询界面
焊材查询界面如图6所示,同样按照表格形式给出焊材信息的查询结果。焊材信息除厂标外以中国船级社和美国船级社的标准为主,可相互对照进行查询匹配,其他各国船级社的标准作为参考。
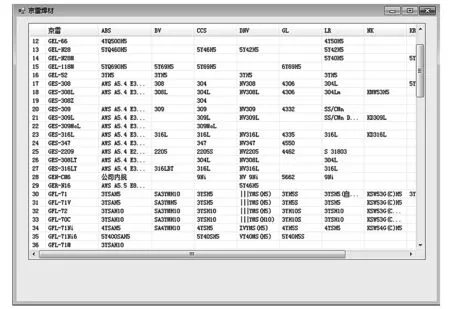
图6 焊材查询界面
5.2 坡口图生成界面
船舶焊接试验中的一道重要工序是开坡口,坡口的种类很多,参数也不一样。软件对实际应用中的常用坡口形态进行抽取,绘制无参数的底图库,如图7所示。用户可直接从底图库中选取底图,输入对应的参数即可生成实际的坡口图,如图8所示。最后,将实际的坡口图合成至WPS中。
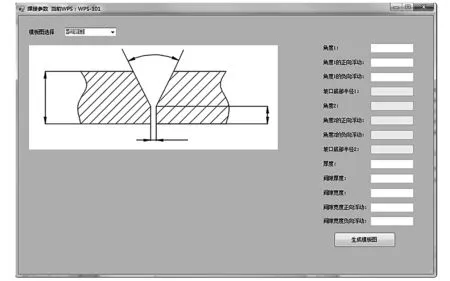
图7 坡口图底图生成界面
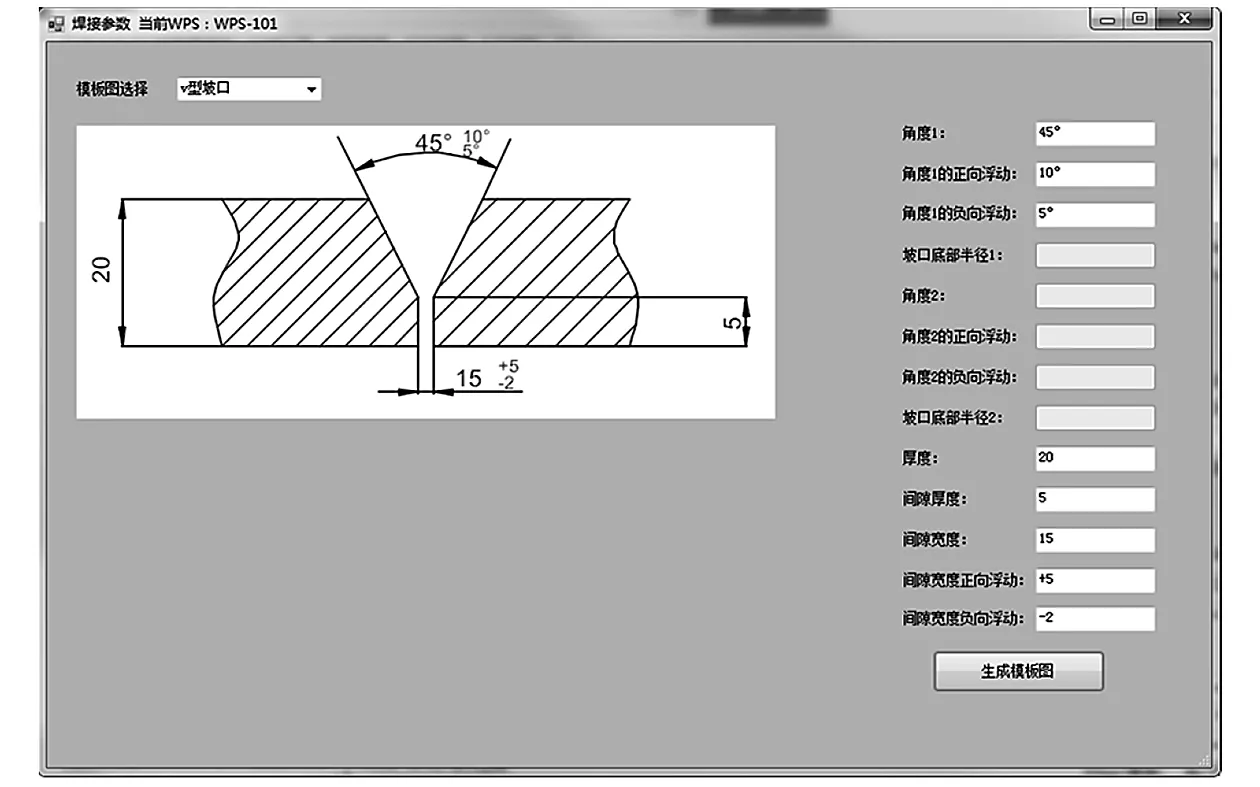
图8 坡口图生成界面
5.3 WPS自动生成与智能热输入值预测
软件将WPS自动生成过程中的WPS查询、母材选取、填充金属选取、试验参数录入、焊接参数录入、坡口图参数合成、WPS规范生成等环节集成在一个统一界面中,满足实际焊接试验需求的同时,提高船舶焊接试验中的WPS生成效率。图9显示WPS的规范自动生成界面。图10显示最终生成的WPS,其中:在生成WPS时选择预测热输入值功能,可在WPS中自动获得焊接试验可能的热输入值。
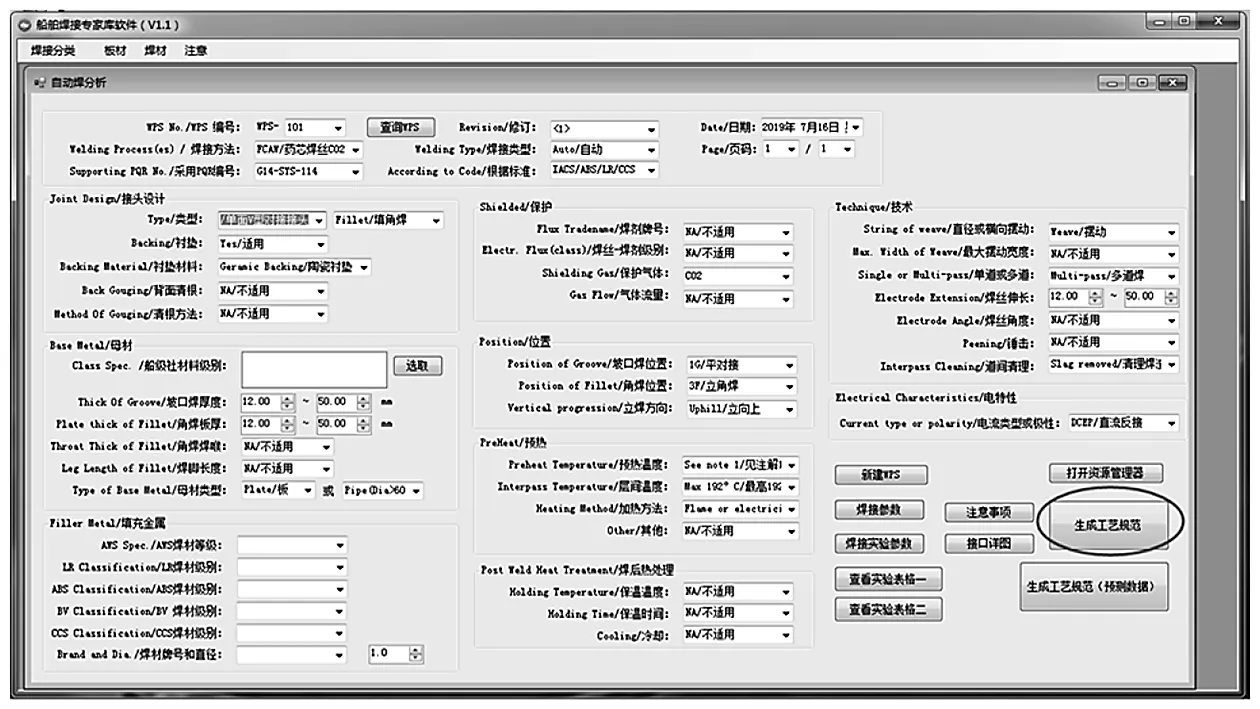
图9 WPS的规范自动生成界面
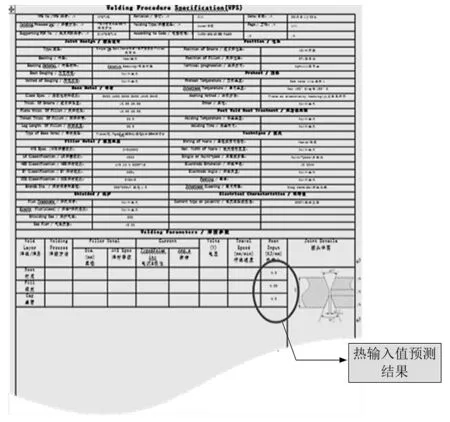
图10 自动生成的WPS和热输入值预测结果
6 结 语
船舶焊接试验可验证船舶焊接专家库系统软件的有效性与实用性。接下来,需要开展大量船舶焊接试验数据和专家经验数据的采集工作,根据国家标准和行业规范对数据库数据内容作进一步改进,以期达到船舶焊接数据的通用性,进而促进船舶焊接专家库软件传播和推广。