曲克芦丁片制备工艺研究
2021-09-05郝娟娟杨斯斯王倩颖李哲王娇李菲
郝娟娟 杨斯斯 王倩颖 李哲 王娇 李菲

【摘 要】 目的:优化曲克芦丁片的制粒及包衣的工艺过程及工艺参数。方法:制粒工艺选择粘合剂的浓度、粘合剂的加入方式、湿混搅拌时间、制粒目数为考察因素,采用正交试验L9(34)进行正交试验设计,优化制粒工艺参数;通过正交试验设计对薄膜包衣工艺过程及工艺参数进行研究。结果:粘合剂的浓度、粘合剂的加入方式对制粒工序具有极显著的影响;包衣过程中片芯脆碎度及片床温度对包衣成品率有较显著的影响。结论:经过3批次的工艺验证,中间控制项目符合工艺要求且重现性良好,经检验,产品各项检验指标均符合法定质量标准要求。证明该工艺参数稳定可靠,可应用于生产。
【关键词】 曲克芦丁;制粒;薄膜包衣;工艺;正交试验设计
【中图分类号】R943 【文献标志码】A 【文章编号】1007-8517(2021)15-0027-05
Abstract:Objective Optimize the pelleting and coating process and process parameters of Troxerutin tablets. Methods The concentration of the binder, the adding mode of the binder, the wet mixing time and the Screen mesh were selected as factors for the granulation process. Orthogonal test L9(34) was used for the orthogonal test design to optimize the granulation process parameters. The process and parameters of film coating were studied by orthogonal test design. Results The concentration of the adhesive and the way of adding the adhesive had a significant effect on the pelletizing process. In the process of coating, the tablets friability and the temperature of the pills have a significant effect on the yield of coating. Conclusion Through the process verification of three batches, the intermediate control items meet the process requirements and have good reproducibility. Through the inspection, all the inspection indexes of the products meet the statutory quality standards. It is proved that the process parameters are stable and reliable and can be used in production.
Keywords:Roxerutin; Granulation; Film Coating; Technology; Orthogonal Experimental Design
曲克芦丁片为中国药典收载品种,是临床治疗心脑血管疾病的基本药物,又名维脑路通片。曲克芦丁能抑制红细胞和血小板的凝聚,防止血栓形成,疏通血管,改善微循环,促进新血管生成以增进侧支循环,增加血中氧的含量,主要用于闭塞综合征、血栓性静脉炎、毛细血管出血等。本品原料为曲克芦丁,是芦丁经羟乙基化的半合成产物,是以三羟乙基芦丁为主,同时含有单羟乙基芦丁、二羟乙基芦丁和四羟乙基芦丁等组分的多组分混合物,是临床治疗心脑血管疾病的基本药物。曲克芦丁为黄色或黄绿色粉末,无臭,有引湿性,在水中易溶[1-3]。本实验主要利用正交实验设计的方法,从粘合剂的选择和加入方式以及包衣参数的优化筛选来确定本品的制备工艺。现将研究过程报道如下。
1 仪器与试药
1.1 仪器 YLK-160B摇摆式制粒机(宝鸡建华机械厂)、SMG-75湿法混合制粒机(重庆精工制药机械有限责任公司)、PG34压片机(北京航空制造工程研究所)、BG75F包衣机(北京航空制造工程研究所)、FT-2000脆碎度检测仪(天大天发科技有限公司) 。
1.2 试药 曲克芦丁 (四川协力制药有限公司 批号:C002L170406)、玉米淀粉(潍坊盛泰药业有限公司)、硬脂酸镁(安徽山河药用辅料股份有限公司)、95%乙醇(湖南尔康制药股份有限公司)、胃溶型薄膜包衣预混剂(北京英茂药业有限公司)、吐温80(南京威尔药业股份有限公司)。
2 實验与结果
2.1 曲克芦丁片制备工艺 本品采用湿法制粒工艺路线制备。经查阅文献可知[4],本品中使用吐温-80做为崩解剂,可以显著降低片芯表面张力,使水有效的接触到片芯,从而缩短崩解时间,所以本次试验采用吐温-80作为崩解剂。工艺过程:双人复核称取处方量的曲克芦丁、玉米淀粉、吐温80,将吐温80和适量乙醇混合后加入玉米淀粉中搅拌均匀,再将原辅料采用等量递增的方式进行干混搅拌均匀,加入适宜浓度的乙醇溶液作为粘合剂,制成适宜软材,制粒、干燥、整粒、加入适量硬脂酸镁后压片、包衣,即得。
2.2 制粒工艺条件优化 由于曲克芦丁遇水粘性较强,制粒难度大,而且制粒工序对于片芯的质量控制尤为重要[5-6],所以对制粒的影响因素进行正交试验,以休止角及崩解时限为评价指标,以期得到可以满足本品工艺要求的颗粒。
2.2.1 考察指标评价标准
2.2.1.1 休止角测定方法 将漏斗固定于水平放置的坐标纸上的适宜高度,使漏斗下口距坐标纸的距离为H,小心将粉粒倒入漏斗中,直到漏斗下形成的圆锥体的尖端接触漏斗的出口为止,圆柱的半径可由坐标纸测出。如果形成的高为H,底部的半径为γ,则tanθ=H/γ (θ即为休止角)。一般认为θ≤30°时流动性好,θ≤40°时可以满足生产过程中的流动性需求。评价标准:休止角评价分数=1-(休止角-35°)/35°
2.2.1.2 崩解时限检查方法[1] 制得颗粒压成片芯,取本品6片依据《中国药典》2015年版四部通则0921检查。本项目为中间控制检查项,所以规定片芯崩解时间超过20 min即定为不符合要求,评价标准为:崩解时限评价分数=1- (崩解时间-20)/20。
2.2.1.3 综合评价指标X 制粒的主要目的为颗粒的流动性需要满足生产需求,所以将流动性占比定为60%,崩解时限占比定为40%。
X=休止角评价分数×60%+崩解时限评价分数×40%
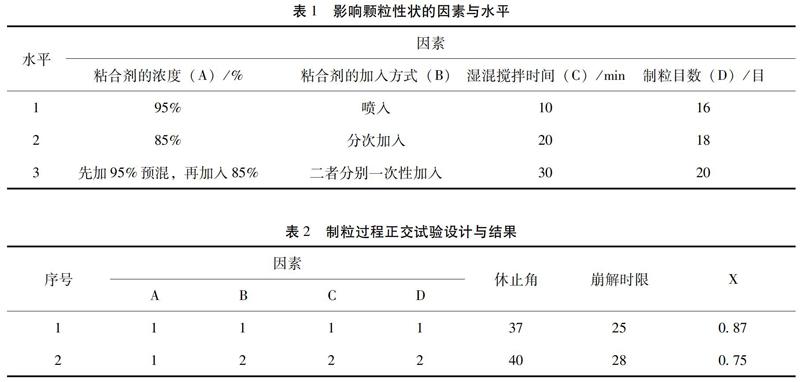
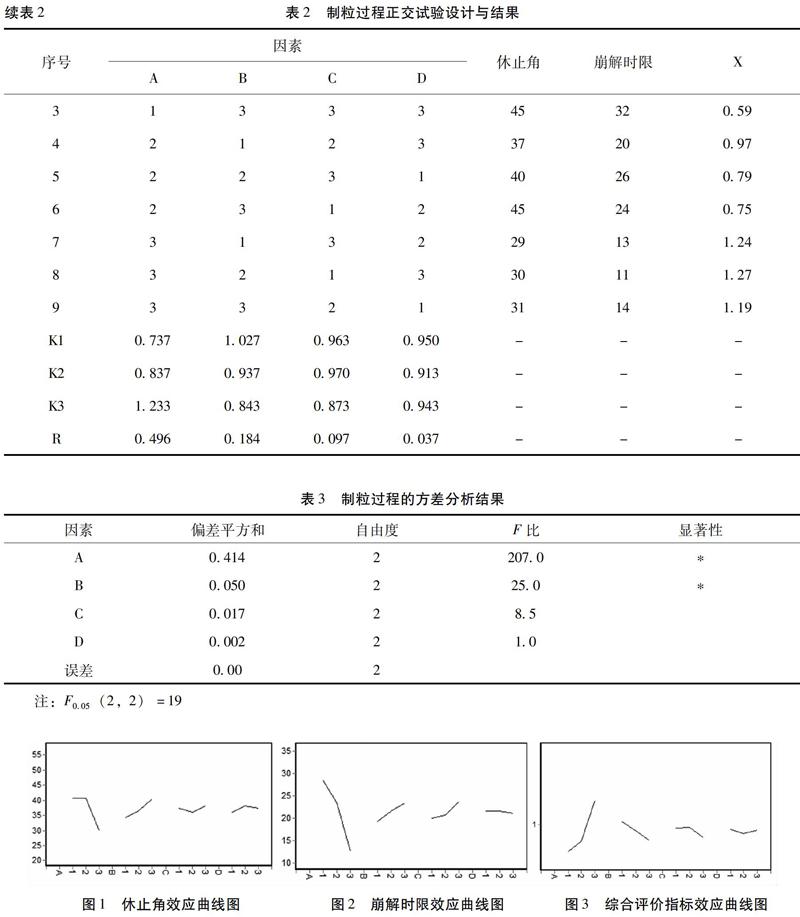
2.2.2 正交试验 影响本品制粒工艺的主要因素有粘合剂的浓度、粘合剂的加入方式、湿混搅拌时间、制粒目数等。本研究采用L9(34)正交表进行试验,选择粘合剂的浓度(A)、粘合剂的加入方式(B)、湿混搅拌时间(C)、制粒目数(D)为考察的4个因素,以休止角、崩解时限、为评价指标,优化制粒工艺。因素与水平表见表1,正交试验设计与结果见表2,方差分析结果见表3,休止角效应曲线图如图1所示,崩解时限效应曲线图如图2所示,综合评价指标X效应曲线图如图3所示。
2.2.3 正交试验结果分析 在设计的因素水平范围内,从方差分析结果可以直观看出,各因素对结果的影响顺序为A >B>C>D;其中,粘合剂的浓度(A)及粘合剂的加入方式(B)具有极显著的影响,而湿混搅拌时间(C)制粒目数(D)对制粒工艺效果影响不显著。从上表可以看出最优组合为:粘合剂的浓度选择先加入95%乙醇在加入85%乙醇;粘合剂的加入方式选择喷入;湿混搅拌时间选择20分钟;筛网目数选择16目。
2.2.4 放大批量工艺验证 根据上述试验得出的参数进行3批工艺验证,批量为50万片/批。制备过程中,制粒过程进行顺利,制得的颗粒休止角分别为30°、31°、30°,颗粒流动性良好,崩解时限分别为14 min、12 min、15 min,满足产品的中控项目要求,证明优化后的工艺条件可行。
2.3 曲克芦丁片包衣工艺研究 曲克芦丁片原为糖衣片,糖衣片存在包衣工序多、增重多、生产周期长、稳定性差等诸多缺点,同时,经过查阅文献发现[3],包薄膜衣的曲克芦丁片在不同溶出介质中的溶出度及溶出均一性均显著优于其糖衣片,故为了提升本品质量,现拟进行薄膜包衣优化试验。由于薄膜衣片对片芯质量、包衣参数及包衣操作要求有良好的匹配性,现对包衣过程中的关键参数进行优化,以期得到合适的包衣参数以及合格的成品。
包衣工艺:取适量片芯置于包衣锅内,将胃溶型薄膜包衣匀混剂配成适宜浓度的包衣液,设定相关包衣参数,进行包衣,包衣理论增重为4%。现以包衣成品率为指标对包衣工序参数进行优化。
2.3.1 考察指标评价标准 包衣成品率计算方法:包衣成品率(%)=包衣合格品量/片芯总量×100%。
2.3.2 正交试验 影响包衣工序的主要因素有雾化压力、片床温度、片芯脆碎度、包衣锅转速等[7-10]。本研究采用L9(34)正交表进行试验,选择雾化压力(A)、片床温度(B)、片芯脆碎度(C)、包衣锅转速(D)为考察的4个因素,以包衣成品率为评价指标,确定包衣工艺参数。因素与水平表见表4,正交试验设计与结果见表5,方差分析结果见表6,包衣成品率效应曲线图如图4所示。
2.3.3 正交试验结果分析 由表6方差分析结果可以看出,各因素对包衣成品率影响大小顺序为C > B > D> A;其中片芯脆碎度(C)片床温度(B)具有极显著的影响,而雾化压力(A)包衣转速(D)对包衣工艺影响不显著。综合考虑确定最优组合为:片芯脆碎度0.1%~0.3%;雾化压力0.4~0.5 Mpa;片床温度46~50 ℃;包衣转速6转/min。
2.3.4 放大批量工艺验证 根据上述试验得出的包衣参数进行3批工艺验证,批量为50万片/批。包衣结束后检查包衣成品率分别为97.56%、98.34%、97.72%,平均值为 97.87%, RSD为0.5%,工艺重现性良好。对三批成品按照《中国药典》 2015年版二部中该品种标准进行全项检验,检验结果均符合相关规定。证明优化后的参数条件稳定可靠,工艺可行。薄膜包衣技术现已广泛应用制药业,生产工艺成熟,此次试验证明上述包衣参数可用于大生产。
曲克芦丁薄膜包衣片与糖衣片对比图如图5所示。
3 讨论
根据制粒优化过程的正交试验结果可以发现:制粒时,先将适量的95%乙醇喷入混合均匀的原辅料中进行初步預混,可有效降低物料的粘度,再喷入85%乙醇搅拌时,可以将原辅料制成较为均匀的软材且制粒过程顺利。
根据包衣工艺的优化试验结果可以看出,片芯的脆碎度以及片床温度对于包衣成品率有显著影响,在包衣过程中应该严格控制。
由上述试验结果可以看出,采用薄膜包衣技术,大大缩短了生产周期,片子增重明显减少,同时对片芯的崩解无不利影响,生产过程和物料均可以达到标准化,也可提高患者的顺应性。曲克芦丁片的薄膜包衣片片面性状良好,各检测指标符合药典要求,达到了预期的试验目的,但本次试验未对包衣成品的稳定性试验进行考察,后续工作将开展曲克芦丁薄膜衣片与糖衣片的稳定性比对试验。
参考文献
[1]国家药典委员会.中华人民共和国药典[M].北京:中国医药科技出版社,2015.
[2]付远清.曲克芦丁的药理性质及临床应用概况[J].中国医药指南,2012,10(7):59-60.
[3]施洁明,林玲.曲克芦丁片溶出度测定方法的研究[J].广东药学院学报,2012,28(3):251-254.
[4]蹇小兵,王彦,王勤华.维脑路通片崩解剂选择探讨[J].黑龙江医药科学,1999,22(4):43-43.
[5]孙艳平,刘华丽,梁爽,等.片剂中粉体压缩性的研究进展[J].中国药剂学杂志,2013,11(2):27-34.
[6]崔福德.药剂学[M].北京:中国医药科技出版社,2002.
[7]王小伦.薄膜包衣质量的影响因素及“恒压变量供液系统”的重要性[J].机电信息,2005(8):38-40.
[8]宋宇飞,BEVERLY S.薄膜包衣技术难点及解决方案[J].中国药物经济学,2015(1):27-30.
[9]高会芹,路晓峰,屈云萍,等.优化连参通淋片的薄膜包衣工艺[J].西部中医药,2019,32(3):33-35.
[10]赵汝民,郝守祝,花汝凤,等.肝爽片薄膜包衣工艺及稳定性研究[J].解放军药学学报,2017,33(2):159-161.
(收稿日期:2020-12-17 编辑:程鹏飞)
