不同残余应力调控方法对铝合金箱盖加工变形影响的研究
2021-09-03郭晓龙李宏伟王会龙耿景刚北京北方车辆集团有限公司北京100072
郭晓龙,李宏伟,王会龙,耿景刚(北京北方车辆集团有限公司,北京 100072)
0 引言
残余应力的来源多样,广泛存在,在宏观上可以分为拉伸残余应力、压缩残余应力和零残余应力三种,又可根据构件实际形廓分为切向残余应力和法向残余应力。一般来说,切向拉伸和压缩残余应力的分布不均将导致机械构件表面弯曲变形和开裂,法向拉伸和压缩残余应力的分布不均将导致机械构件表面凸起和凹陷,材料内部切向和法向残余应力的分布不均将导致内部开裂和疏松、或引发机械构件表面变形和开裂[1]。试验证明材料表层存在一定梯度的压缩残余应力,可以有效提高表面强度、耐磨性和服役疲劳寿命或可靠性[2]。例如喷丸、滚压和表面冲击等工艺可以在机械构件表层内形成由外向内的具有一定梯度的压缩残余应力分布,可以有效地改善构件表面质量和抗疲劳特性。
虽然材料的屈服极限在一定程度上受构件内残余应力的影响,但是残余应力分布的不均也会给构件带来变形、超差等负面影响。一般来说构件内的残余应力的分布不平衡,当在外力的作用下,残余应力与之相互叠加,使得构件局部区域塑形变形,导致相关尺寸发生变化。所以残余应力会显著地影响构件加工后的尺寸精度和服役过程中的形廓尺寸精度[3],具体影响程度如图1所示。此外,残余应力对机械构件尺寸精度的保持性也构成重大影响,所以工程领域上研究人员一直在研究有效消减、消除和均化构件内部残余应力的方法,来提升机械构件的产品质量。

图1 残余应力对某构件变形量的影响
目前常用的残余应力调控手段有热时效法、振动时效法、频谱谐波法、电击法、超声冲击法、高能超声法等。本文采用频谱谐波法和高能超声法对该铝合金箱盖进行残余应力调控。
频谱谐波时效技术起源于振动时效,因其独有找频方式与处理频率,被称为频谱谐波时效技术[4]。该方法是通过在100 Hz内寻找低次谐波,用合适的能量进行多个谐波频率的先后振动,引起高次谐波累积振动产生多方向的应力,并与材料内部的残余应力进行叠加,造成塑性屈服,从而降低和均化峰值残余应力,提高尺寸精度稳定性的目的。
高能超声调控技术的基本原理是利用高能超声波的大振幅波动使得残余应力超标区域的晶粒或晶格产生交变振动或蠕动,并引发超声软化、位错运动等一系列次级效应[1]。此外,高能声场还产生周期性或间断冲击波作用,在波阵面处形成局部压强梯度,因而造成晶粒边界的局部升温,从而加速材料软化、促进晶粒间的滑移,最终残余应力得以消除。
由于ZL101A具有密度低、较高的力学性能、优秀的铸造性能以及较高的耐腐蚀性特点,使得其广泛应用在多种型号的科研产品中。某型铝合金箱盖(图2)采用ZL101A-SB-T6材料铸造出毛坯并机加而成,其关键尺寸包括内孔Φ406H6、内孔Φ162H6及这两孔的同轴度Φ0.04。该零件机加工艺过程主要包括粗加工、半精加工、精加工等三部分。粗加工主要对零件进行粗车内外圆及端面,加工量为2 mm;半精加工时对主要尺寸进行半精车,加工量为1 mm,同时将零件相关的孔、台儿等非重要特征加工出来;精加工时对零件的关键尺寸进行精车,加工量为1 mm。由于该零件加工精度较高,机加过程中会产生大量残余应力,需要对其关键区域进行残余应力调控来降低铝合金箱盖的变形量,从而保证产品的加工精度。

图2 铝合金箱盖的关键结构示意图
为了研究残余应力在不同的调控方法下对箱盖加工变形的影响,本文采用正交的试验方法,分别对频谱谐波法和高能超声法进行试验验证。此次试验的大致思路为选用同一批铸造的两个铝合金箱盖,分别采用频谱谐波法和高能超声法对其加工过程中产生的应力进行调控,并采用盲孔法和超声法对其时效前后的应力进行检测,最后统计两种调控方法处理后的铝合金箱盖的关键尺寸变形情况,最终得到不同残余应力调控方法对铝合金箱盖加工变形的影响。
1 频谱谐波法应力调控
一般来说频谱谐波法是采用小波频谱的方式来消除零件的残余应力,与振动时效法相比具有调控效果好、噪音低的特点。具体来说,频谱谐波法通过将待调控零件与激振器夹持在同一金属板材上,并对待调控零件进行频谱分析,利用小波频谱时效处理其中5个峰值频率,最终实现降低和均化整个零件的残余应力的目的。
为了验证频谱谐波法应力调控的效果,本试验采用盲孔法进行零件应力调控前后的检测。由于该应力检测方法为有损检测,并结合零件加工工艺要求,决定在半精车工序加工完成后进行残余应力调控,在时效前后分别进行应力检测,进而得到频谱谐波法对该零件的应力调控效果对比。
此次铝合金箱盖的应力调控试验过程是按照国标GB/T 25712—2010 《振动时效工艺参数选择及效果评定方法》的要求进行的,应力调控后效果也符合国标GB/T 25712—2010《振动时效工艺参数选择及效果评定方法》中的要求。本次试验设备采用成都海讯科技实业有限公司的小波频谱消除应力系统,试验过程中小波频谱时效共处理5个峰值频率,耗时40 min,其工作示意图如图3所示。

图3 频谱谐波法工作示意图

图4 频谱谐波应力检测区域示意图
因为该型零件成品后在关键尺寸Φ162H6附近有均布的螺纹孔,故在该区域内对3个均布的点位进行时效前后的残余应力检测,残余应力检测区域如图4所示。经过时效处理后,该零件检测区域内的残余应力峰值的均值从75.3 MPa降为24.26 MPa,应力清除率达到67.78%,应力均化度达到71.68%,具体数值如图5所示。

图5 频谱谐波应力调控结果对比
根据国标《振动时效工艺参数选择及效果评定方法》中的要求,一次合格的应力调控应该是时效前待调控区域残余应力水平小于工件材质的屈服极限的1/5,不计算该区域应力消除率;时效后机加零件的应力消除率应大于20%或者应力均化率应大于20%。本次试验的ZL101A材料的屈服极限的理论值为大于180 MPa,一般实际值为200 MPa左右,时效前待调控区域的应力应大于40 MPa,满足应力调控要求,同时应力调控后应力的清除率和均化度也远高于效果评定要求,此次频谱谐波应力调控符合要求。
2 高能超声法应力调控
与频谱谐波法相比,高能超声法应力调控是通过使用高能超声调控仪对待调控零件进行局部应力调控,调控前后的应力检测则采用超声波法进行残余应力的无损检测。由于待调控区域较大,单个高能超声调控仪调控范围有限,需要采用多个高能超声调控仪均布在待调控区域内。为了记录调控前后的应力变化,此次试验采用超声法进行残余应力检测,通过对比调控前后应力变化从而得到应力调控的效果。其中超声检测传感器和高能超声调控仪如图6所示。

图6 超声检测传感器和高能超声调控仪
此次试验共进行2次应力调控,分别是在零件粗加工后和半精加工后对加工产生的残余应力进行调控。在零件调控的前后,分别利用超声检测传感器对调控区域进行应力无损检测,在整个试验过程共进行3次。此次试验使用6个高能超声调控仪分别对待调控区域的A、B平面进行残余应力调控,调控位置如图7所示。

图7 高能超声应力调控区域A、B平面示意图
单次超声波无损检测共检测12个点,调控设备选用频率为15 kHz、功率为400 W的高能超声调控仪,调控时间持续30 min。粗加工调控前后的应力检测结果如图8所示,半精加工调控后的应力检测结果如图9所示。

图8 粗加工调控前后的应力检测数据
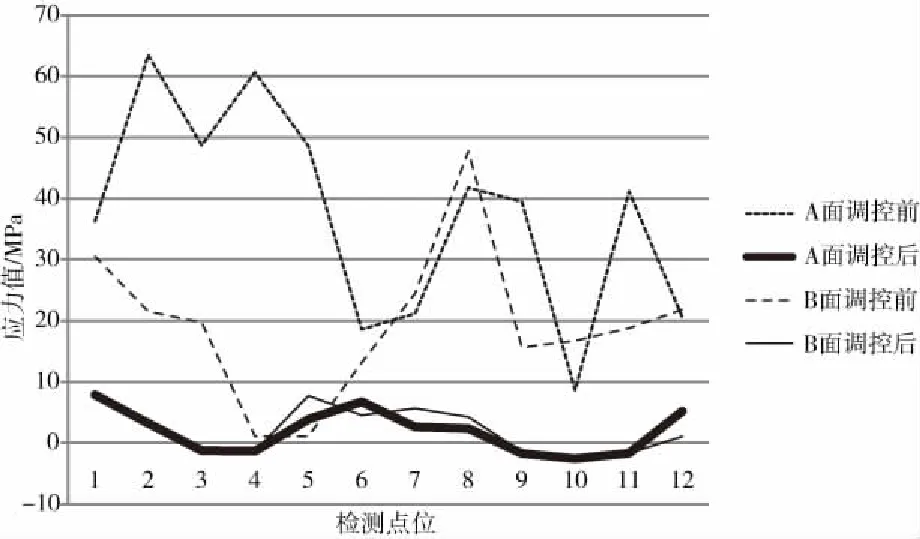
图9 半精加工调控后的应力检测数据
受限于超声波的应力检测原理,图8和图9中展示的应力检测数据是相对于“零应力试块”来说的。而“零应力试块”是与待调控零件材料相同的试块在实验室中制备而成的,在严格意义上说该试块并非真的零应力。所以与盲孔法检测数据相比,超声波法检测数据为相对值,且超声波法检测精度较低,但是仍然可以反映出残余应力数值大小,仍然具有试验意义。
因为超声波应力检测技术较新,目前还没有一个行业公认的应力调控效果评价方法。所以只能在一定程度上参考频谱谐波法应力调控评价方法。在粗加工调控阶段,应力调控前,A面的残余应力均值为25.98 MPa,B面的残余应力均值为36.02 MPa;高能超声调控后,A面的残余应力均值为-1.62 MPa,B面的残余应力均值为2.91 MPa。在半精加工调控阶段,应力调控前,A面的残余应力均值为37.40 MPa,B面的残余应力均值为19.33 MPa;高能超声调控后,A面的残余应力均值为1.94 MPa,B面的残余应力均值为2.18 MPa。从调控效果上看,粗加工调试阶段A面残余应力清除率为106.2%,B面残余应力清除率为91.9%;半精加工阶段A面残余应力清除率为94.8%,B面残余应力清除率为88.7%;同时零件应力集中的状态得到缓解,残余应力得到较大的均化。
3 调控对加工变形影响分析
通过对比频谱谐波法和高能超声法对铝合金箱盖加工残余应力调控的试验数据,可以知道两种残余应力调控方法对应力去除均有积极作用。频谱谐波法对待调控零件进行高峰值频率的应力调控,应力清除率达到了67%以上,均化度达到了71%以上;高能超声法在一定程度上与振动时效相似,但其只能在较小区域内进行应力去除,应力清除率达到88.7%以上。如果仅从残余应力清除率来说,高能超声法是优于频谱谐波法的。但是由于盲孔法和超声法检测的应力均为特定区域的特定深度应力数据,无法全面评价调控方法对铝合金箱盖待调控区域的应力分布,与此同时残余应力的去除率和均化度也只能在一定程度上反映应力释放后变形的程度,所以还需要对频谱谐波法和高能超声法调控的两个零件进行应力释放变形试验。
此次应力释放变形试验可以得到上述两种方法下应力调控对零件加工变形的确切影响,同时也可以直观地看出两种调试方案的优劣。具体试验方案是将两种应力调控方法加工后的零件直接转入实验室,在相同条件下进行为期二周的自然时效,时效前后均利用三坐标测量仪进行测量并记录检测数据。通过对比自然时效前后的数据差值,就可以直观得到该种应力调控方案的零件变形程度,进而得到不同残余应力调控方法对零件加工变形的影响程度与应力控制的优劣。
分析出两种调控方法的优劣,此次试验数据如表1所示。

表1 应力释放变形试验数据
从表1数据可以知道,上述两种应力调控方法处理后的零件加工后检测数据均符合设计要求,且都比无应力调控的零件变形效果好。对于频谱谐波法和高能超声法调控效果来说,经过自然时效后,零件内部的残余应力充分释放后,高能超声波法调控的零件内孔直径变形量分别为2 μm、6 μm,同轴度变化量为15 μm、51 μm;而频谱谐波法调控的箱盖变形量分别为3 μm、14 μm,同轴度变化量为0.102 mm、0.192 mm。通过对比试验数据可以知道,高能超声法应力调控后应力较小,经过自然时效后变形量较小;频谱谐波法应力调控后残余应力较大,经过自然时效后变形量较大。所以残余应力对于铝合金材料加工变形影响较大,通过调控零件内残余应力,可以有效减少零件加工变形情况的发生。与频谱谐波法相比,高能超声法对铝合金材料的应力调控效果更佳。
4 小结
由于铝合金箱盖在机加过程中累积的残余应力在加工完成后经自然时效后会发生轻微变形,影响产品尺寸精度,所以本文分别采用了频谱谐波法和高能超声法对机加产生的残余应力进行调控,有效降低了零件的残余应力,其中频谱谐波法调控的应力清除率达到67.78%,高能超声调控的应力清除率达到88.7%以上,高能超声法应力清除率效果更高。零件加工完成后进行自然时效,测量应力释放后零件的变形量,对比上述两种方法调控后的变形数据得知,零件机体内残余应力较大者,应力释放后变形较大,相比而言,高能超声法对该型铝合金零件应力调控效果更佳。
受限于试验条件,此次应力释放变形试验未进行无应力调控的比较试验,在后续的工作中进行补充试验。