客车侧围蒙皮电热张拉工艺技术研究
2021-08-31任文超王林照安徽安凯汽车股份有限公司
文/任文超 陈 忠 王林照(安徽安凯汽车股份有限公司)

侧围蒙皮是车身图案的主要喷涂部位,其表面平整度直接决定了蒙皮的造型和装饰效果,高质量的侧围蒙皮可有效降低后期涂装的刮灰量,提高整车油漆外观质量,因此侧围蒙皮的张拉工艺是客车生产企业的重点管控工序。随着客车张拉工艺水平的提高,电热张拉工艺以其简单、高效、张拉后蒙皮平整度高等优点,正被越来越多的客车企业选用[1]。侧围蒙皮电热张拉后,为达到工艺要求的伸长量,需要确定不同规格的蒙皮所需的加热时间和蒙皮表面温度,这方面行业内一直缺少相应的试验验证和数据支撑。
本文是在对不同规格侧围蒙皮电热张拉后蒙皮伸长量进行试验后,确定了为达到相应工艺标准,侧围蒙皮在电热张拉时设备所应该设定的加热时间及蒙皮表面应该达到的温度。
一、 侧围蒙皮电热张拉工艺流程及工艺标准
1.工艺流程
第一步:先将前端蒙皮点焊固定到侧围骨架上,然后将蒙皮前后两端装夹到张拉夹头内,启动张拉按钮,对蒙皮拉紧张拉,直到车身稳定、蒙皮张紧。
第二步:启动加热按钮,电流通过蒙皮,蒙皮被加热,蒙皮在加热过程中受热膨胀、伸长。
第三步:蒙皮加热自动停止后,使用单面点焊机将蒙皮点焊到侧围骨架上,蒙皮焊接好后,随着时间延长,蒙皮表面逐渐冷却,冷却过程中收缩,将此前热膨胀的蒙皮绷紧。
通过上述过程可知,电热张拉工艺主要是运用了“热胀冷缩”原理来保证蒙皮能够绷紧[2],在此过程中,蒙皮表面的加热温度对蒙皮张紧度有很大影响。

2.工艺标准
理论标准为:蒙皮加热张拉后,蒙皮伸长率达到0.08%~0.1%[3],电加热张拉2 000 N 的拉力,只起到将蒙皮拉紧的作用,不会使蒙皮产生破坏性的塑性变形。
二、蒙皮加热时间和表面温度测定
1.测定方法
为测定不同规格侧围蒙皮在电热张拉后,达到工艺规定的0.08%~0.1%的伸长率所需的加热功率和加热时间,试验采取了如下方法:
(1)增加标尺:对热张拉设备进行改进,在设备张拉端气缸上增加定位标尺。
(2)设定加热功率、加热时间:本次试验的张拉设备最大功率为200 kW,且加热功率可在最大功率的1%~100%范围内调节。试验时先在张拉设备系统内设定好加热所用的功率P和加热时间t。
(3)蒙皮加热伸长量测量:启动进气开关,张拉气缸进气后,蒙皮被张紧,从定位标尺上读出此时标尺数值,记录此时数值为m1;对蒙皮通电加热,在蒙皮加热过程中,气缸随着加热的过程推进,蒙皮受热膨胀,气缸的拉力依然存在,气缸逐步产生位移,加热过程完成后,从定位标尺上读出此时标尺数值,记录此数值为m2;蒙皮拉伸量为二者的差值。
(4)表面温度测量:蒙皮张拉前,先在距离张拉夹头100 mm、200 mm、300 mm、400 mm、500 mm 的A、B、C、D、E五点进行标记,张拉结束后,立即测量上述各标记点处的温度并记录。
按照上述方法,反复调整张拉设备的加热功率百分比和加热时间,直至蒙皮达到工艺标准要求的伸长率。记录此时的加热功率百分比、加热时间和蒙皮表面各测量点温度,此即为该种规格蒙皮适用的加热功率百分比和加热时间。
2.测量数据汇总
经选择厚度为1.0 mm 镀锌板,长度为8~12 m 公路客车和长度8~12 m 公交客车侧围蒙皮进行上述试验,现场测得试验数据如表1、表2 所示。其中,公路客车的蒙皮宽度为735 mm,蒙皮厚度为1 mm,蒙皮表面初始温度为30 ℃,环境温度为12 ℃;公交车的蒙皮宽度为1m,厚度为1 mm,蒙皮表面初始温度为30 ℃,环境温度为6 ℃。
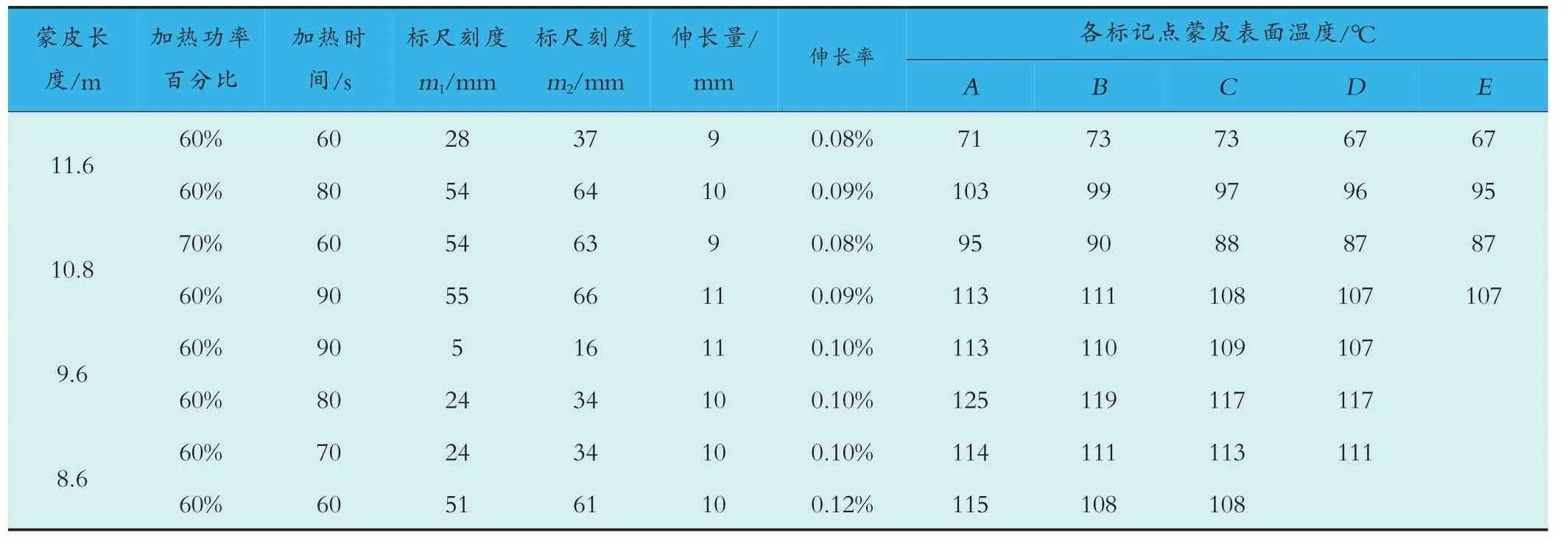
表1 公路客车测量数据
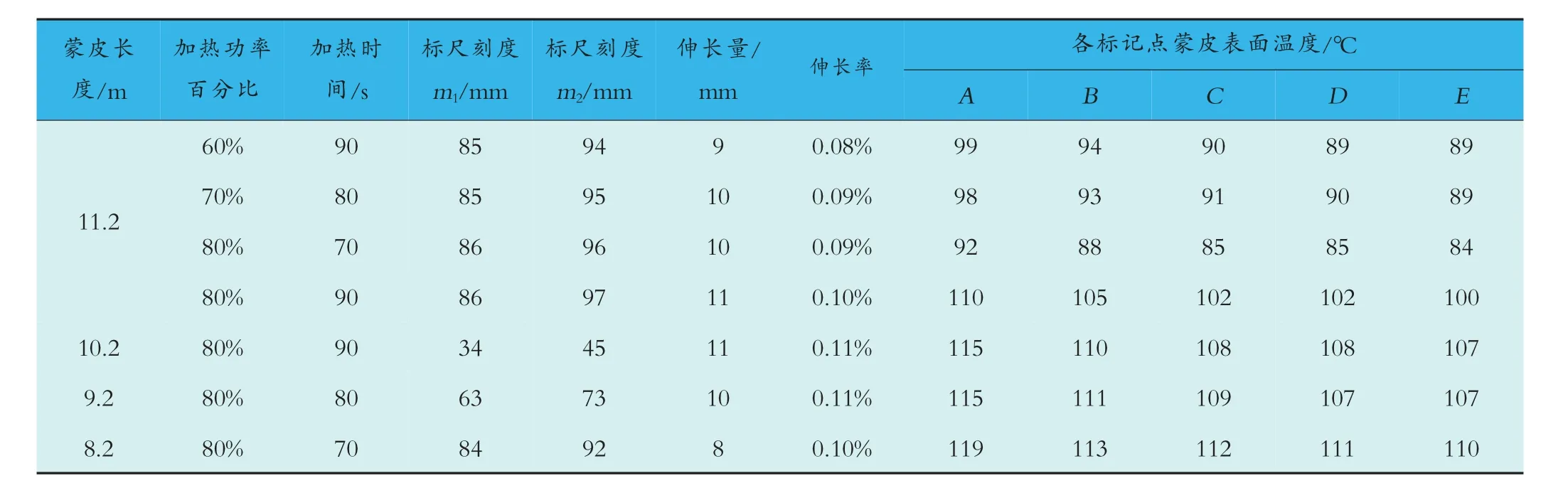
表2 公交车测量数据
三、数据结果分析及热张拉时间标准制定
通过对上述数据进行分析后可知,为使侧围蒙皮加热后达到标准要求的0.1%的伸长量,针对蒙皮宽度为735 mm,长度为8~12 m 的公路客车,在设备加热功率百分比设定为60%(即120 kW)时,蒙皮表面温度需要在107~115 ℃;加热时间,10.8~11.6 m 长度范围的蒙皮至少需要90 s,9.6 m 长蒙皮至少需要70 s,8.6 m 长蒙皮至少需要60 s。同理,针对蒙皮宽度为1 m、长度为8~12 m 的公交客车,在设备加热功率百分比设定为80%(即160 kW)时,蒙皮表面温度需要在100~119 ℃范围内;加热时间,10.2~11.2 m 长度范围的蒙皮至少需要90 s,9.2 m 长蒙皮至少需要80 s,8.2 m 长蒙皮至少需要70 s。且蒙皮长度偏差在不大于1 m 时,蒙皮加热时间和表面温度基本不变。
根据上述分析,结合我公司各平台车型侧围蒙皮宽幅尺寸,制定了表3 的侧围蒙皮热张拉加热时间工艺技术要求。
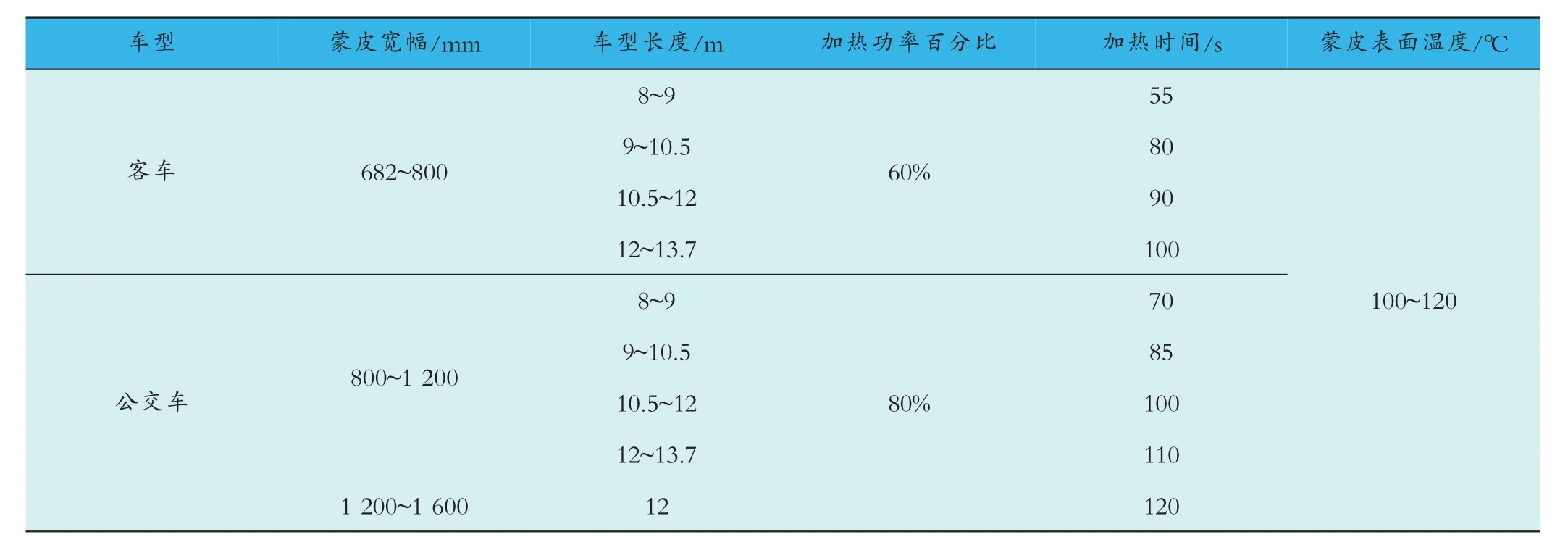
表3 不同规格侧围蒙皮张拉加热时间
四、结语
本文的试验研究,确定了在设备加热功率一定的情况下,蒙皮加热时间与蒙皮伸长率的对应关系。依据本文的结论,后续生产只需在设备上设定好相应规格蒙皮的加热时间,即可保证侧围蒙皮的平整度,为侧围蒙皮平整度的定量测量和制作质量提供了保证。
