6005A铝合金MIG焊接接头组织及性能研究
2021-08-31周金旭徐玉君齐芃芃姜丕文林传冬吴振国
周金旭,徐玉君,齐芃芃,姜丕文,林传冬,吴振国
(辽宁忠旺集团有限公司,辽宁 辽阳 111003)
6005A铝合金为可热处理强化Al-Mg-Si系铝合金,具有中等强度、良好的挤压性和焊接性,被广泛应用于轨道车辆、汽车制造等行业[1-3]。6005A铝合金在生产制造过程中多以型材焊接结构件使用,在铝合金焊接当中,目前常采用的焊接方法为熔化极惰性气体保护焊(MIG)与非熔化极惰性气体保护焊(TIG),相对于TIG焊而言MIG焊具有更高的熔覆效率及熔深。本文采用MIG焊接方法对2 mm厚6005A铝合金进行了对接、搭接焊,焊后分析了接头的焊缝成型、力学性能、接头合金成分、接头微观组织形貌,并对断口进行了微观分析[4]。
1 试验材料及方法
试验母材为6005A-T6可热处理强化铝合金,试板尺寸为300 mm×150 mm×2 mm。填充材料为ER5087,焊丝直径为φ1.2 mm。保护气体为Ar,纯度>99.99%,母材和焊丝化学成分如表1所示,母材力学性能如表2所示[5]。

表1 6005A铝合金和ER5087焊丝化学成分(质量分数,%)Table 1 Chemical composition of 6005A aluminum alloy and ER5087welding wire(mass fraction,%)
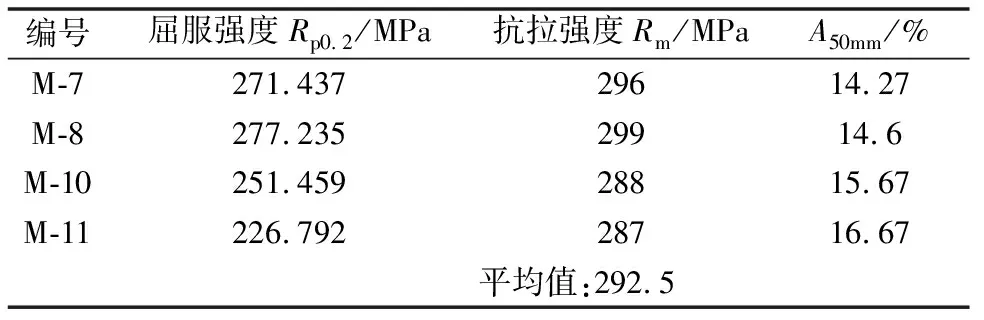
表2 6005A铝合金母材力学性能Table 2 Mechanical properties of 6005A aluminum alloy base material
对母材显微组织形貌进行观察,如图1所示。
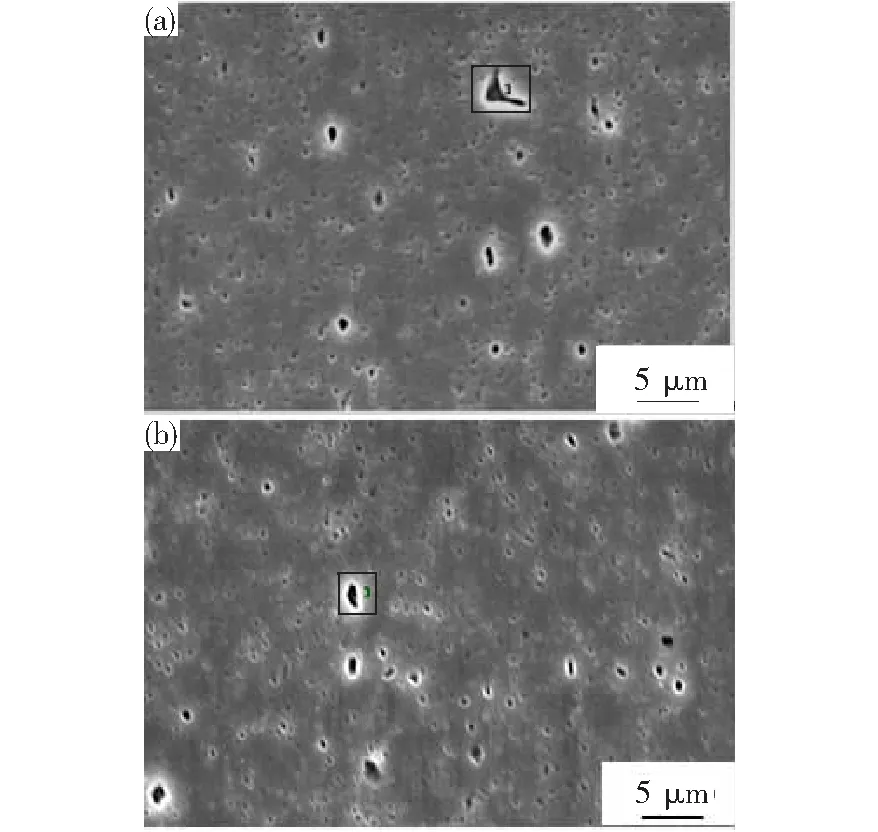
(a)对接试样1;(b)搭接试样2图1 母材显微组织(a)butt sample 1;(b) lap sample 2Fig.1 Microstructure of base material
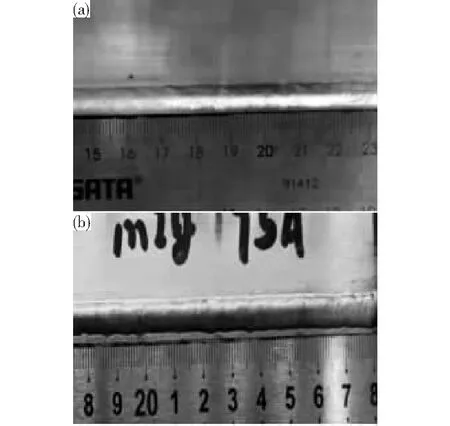
(a) 对接接头;(b) 搭接接头图2 焊缝外观形貌(a)butt join;(b)lap joinFig.2 Welding appearance

(a) 对接接头;(b) 搭接接头图3 焊缝宏观形貌(a)butt join;(b)lap joinFig.3 Macromorphology of welding
可以看出,母材相形状主要以骨骼状及多角形为主。对图1中方框位置进行EDS分析,结果表明,两种相所含主要成分为Al、Mg、Si,Al元素以α(Al)形式存在,Mg、Si则形成Mg2Si强化相,如表3所示。

表3 EDS分析结果Table 3 Analysis results of EDS
焊前使用丙酮清理母材表面油污、灰尘等,用气动钢丝刷打磨焊缝,至其两侧25 mm区域内氧化膜露出金属光泽,并用酒精对待焊部位进行清理。
试验采用Fronius CMT 5000焊机及KUKA KR90机器人等设备进行焊接,送丝速度与电流、电压为一元化调节方式,即通过选择送丝速度来设置焊接电流和电弧电压。电弧电压可以通过弧长修正进行调节[6],焊接工艺参数如表4所示。
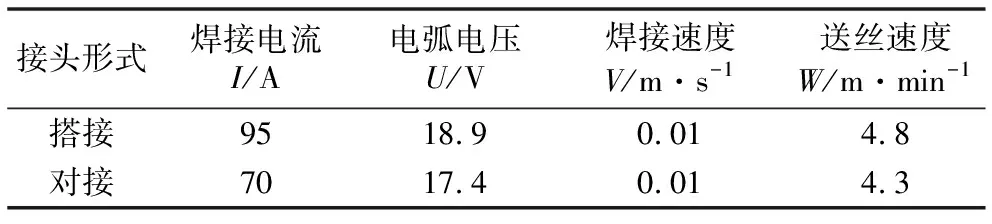
表4 焊接工艺参数Table 4 Welding process parameters
2 试验结果与分析
2.1 焊缝成型情况
图2为对接接头与搭接接头焊缝外观形貌,焊接接头表面光滑,焊缝表面存在均匀的鱼鳞纹。图3为对接接头与搭接接头焊缝宏观形貌,未发现宏观裂纹、气孔等缺陷,焊接接头质量良好。
2.2 拉伸性能分析
焊后使用岛津AG-X 100KNH型电子万能试验机对焊接接头进行横向拉伸破坏性试验。对接接头拉伸断裂试样见图4,拉伸试验结果如表5所示,焊接接头的平均抗拉强度为197.5 MPa,试样断裂位置为焊接接头的热影响区[7]。焊接接头抗拉强度达到母材抗拉强度的68%,接头存在一定的软化。
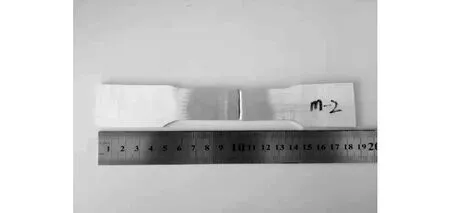
图4 拉伸断裂试样Fig.4 Tensile fracture sample

表5 对接接头拉伸试验结果Table 5 Tensile test results of butt join
对接断口形貌见图5,可以发现接头断口较为平缓,存在一定数量的等轴韧窝,韧窝尺寸较大、较深,断口面存在部分滑移分离,呈现出蛇形滑动特征;但同时存在一定的解离面,解离面的存在说明存在脆性断裂,断口为韧脆混合断裂。

图5 对接接头断口形貌Fig.5 Fracture morphology of butt joint
表6为搭接接头拉伸试验结果,焊接接头的平均抗拉剪切强度达到156.5 MPa,为母材抗拉强度的53%。搭接接头拉伸试样断裂位置见图6,接头在焊缝处断裂,起裂源位于焊缝根部,在拉伸与剪切力作用下产生应力集中首先开裂[8]。

图6 搭接接头拉伸试样断裂位置Fig.6 Fracture location of lap joint tensile sample

表6 搭接接头拉伸试验结果Table 6 Tensile test results of lap join
搭接接头断口形貌见图7,可以发现接头的断口比较凹凸,存在尺寸较大、较深的韧窝;但同时存在明显的准解离面,说明接头发生了准解离断裂,而准解离断裂是介于解离断裂与韧窝断裂之间的过渡断裂形式,断口为韧脆混合断裂。

图7 搭接接头断口形貌Fig.7 Fracture morphology of lap join
2.3 焊接接头金相组织及能谱分析
图8(a)、8(b)为对接接头焊缝区与熔合线附近组织,图8(c)为搭接接头金相组织。可以看出,两种接头的焊缝区存在明显的等轴晶与树枝晶,熔合线靠近焊缝一侧为粗大的柱状晶[7],对接接头熔合线附近柱状晶更为粗大并垂直于熔合线方向生长;搭接接头熔合线靠近焊缝侧柱状晶更为细小,方向性不明显,靠近母材侧则存在细小的等轴晶,热影响区组织存在一定程度的长大。

(a) 对接接头焊缝区;(b) 对接接头熔合线;(c) 搭接接头图8 焊接接头金相组织(a)welding zone of butt joint;(b)usion line of butt joint f;(c)lap jointFig.8 Microstructure of welded joint

(a)对接试样位置1;(b)对接试样位置2;(c)搭接试样位置1;(d)搭接试样位置2图9 焊接接头EDS分析(a) position 1 of butt sample;(b) position 2 of butt sample;(c) position 1 of lap sample;(d) position 2 of lap sampleFig.9 EDS analysis of welded joint
对焊接接头进行SEM观察,发现焊缝内存在不同形状的强化相,对接接头试样位置1、位置2强化相为长条骨骼状,搭接接头试样位置1、位置2分别为多角形和骨骼状,如图9所示。对其进行EDS成分分析,试验结果如表7所示。可以发现,对接试样位置1、位置2以及搭接试样位置1含有Al、Mg和Si元素,说明该强化相为Mg2Si,Al则以α(Al)基体形式存在;搭接试样位置2只含有Al、Mg元素,表现出了β(Mg5Al8)相的特征。
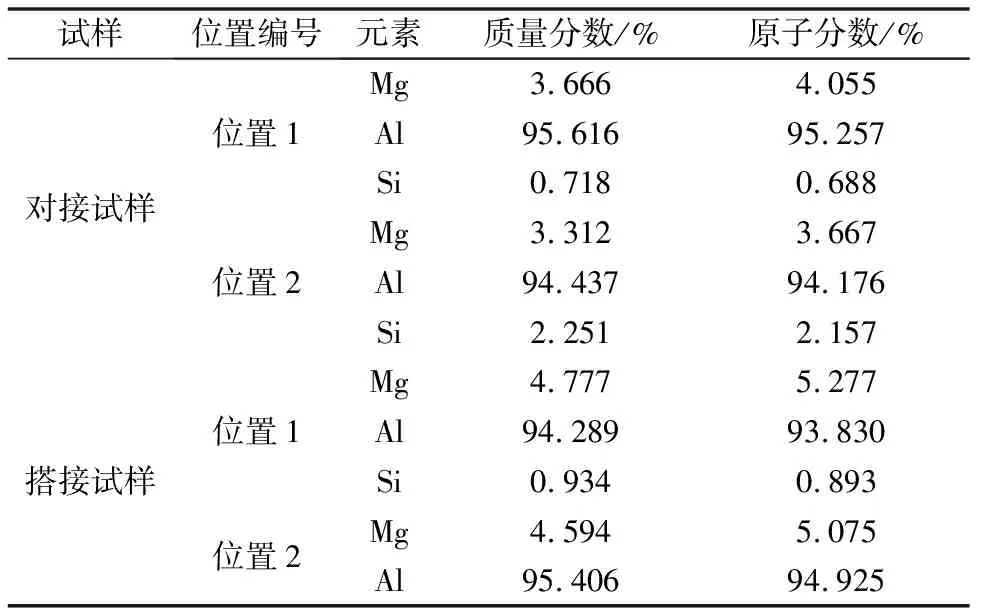
表7 EDS分析结果Table 7 Analysis results of EDS
3 结论
1)对接接头平均抗拉强度为197.5 MPa,为母材抗拉强度的68%,接头断裂位置为焊接接头的热影响区;搭接接头平均抗拉剪切强度达到156.5 MPa,为母材抗拉强度的53%,在焊缝处断裂。
2)对接接头断口表面较为平缓,存在一定数量的韧窝,韧窝尺寸较大、较深,存在一定的解离面,断口为韧脆混合断裂;搭接接头断口表面比较凹凸,存在尺寸较大、较深的韧窝,存在一定的准解离面,断口为韧脆混合断裂。
3)两种接头的焊缝区为等轴晶与细小的树枝晶,对接接头熔合线靠近焊缝一侧为粗大的柱状晶垂直于熔合线方向生长;搭接接头熔合线靠近焊缝侧柱状晶更为细小,方向性不明显,靠近母材侧则存在细小的等轴晶。
4)母材主要强化相为Mg2Si,焊缝中存在的强化相主要为β(Mg5Al8),并存在一定数量的Mg2Si。
