磨煤机电机主轴断裂原因分析
2021-08-30张雪超程梓航
张雪超,程 璐,程梓航
(1.内蒙古电力(集团)有限责任公司,内蒙古 呼和浩特010020;2.呼和浩特供电局,内蒙古 呼和浩特010050)
0 引言
2013年11月某日,某发电公司电气检修人员接集控运行人员通知,2号锅炉D磨煤机电机温度高。电气检修人员赶到现场发现D磨煤机电机已停运,且本体冒烟,其6 kV开关柜上保护装置的LED2指示灯亮,为定时限过负荷保护动作后指示灯报警。经解体检查发现,转子驱动端在轴肩处断裂,驱动端轴承内小盖有裂纹,非驱动端轴承外小盖有裂纹,定转子间严重扫膛,定转子铁芯检查电机两侧轴承无异常。来样的磨煤机电机主轴为断裂的半截,规格为d120 mm。
D磨煤机电机2010年4月因驱动端轴承故障与转子轴颈抱死,使该处轴颈磨损,外委修复过电机驱动端轴颈,同时该电机转子驱动侧短路环有一处断裂,进行了轴颈补焊,车轴处理;2013年5月,该电机抽转子大修,再次发现转子驱动侧短路环另一处断裂,外委电机修配厂更换短路环,并更换电机两侧轴承,做电机大修预试。
1 主轴理化检验方法与结果分析
1.1 宏观形貌分析
对断裂的D磨煤机电机主轴进行宏观形貌检查。尽管电机主轴断口损伤严重,但还是能从断口上清楚地看到源自表层补焊修复部位的裂源、占断口大部分面积的裂纹扩展区(贝纹线)和断口中心的瞬断区域。此外,在断口附近的轴体表层发现补焊部位存在众多咬边、凹坑等焊接不连续缺陷。这些表层焊接缺陷的存在,在轴体表面形成了严重的应力集中区域,为转轴裂纹源的形成提供了前提条件。
1.2 化学成分分析
按照GB/T 4336—2016《碳素钢和中低合金钢火花源原子发射光谱分析方法》[1]要求,为了确定其化学成分,通过使用SPECZROMAXx型台式直读光谱仪对断裂的磨煤机电机主轴进行了化学成分分析,结果如表1所示。电机主轴材质应为35号钢,但Mn元素含量略高于标准要求0.09%。Mn作为材料合金化的重要元素之一,有细化珠光体组织以改善材料机械性能的作用[2-3],尽管在一定程度上有增加材料回火脆性的不利倾向[4],但其超标含量极少且材料的冲击韧性合格,因此,不会对轴体断裂产生主导性作用。
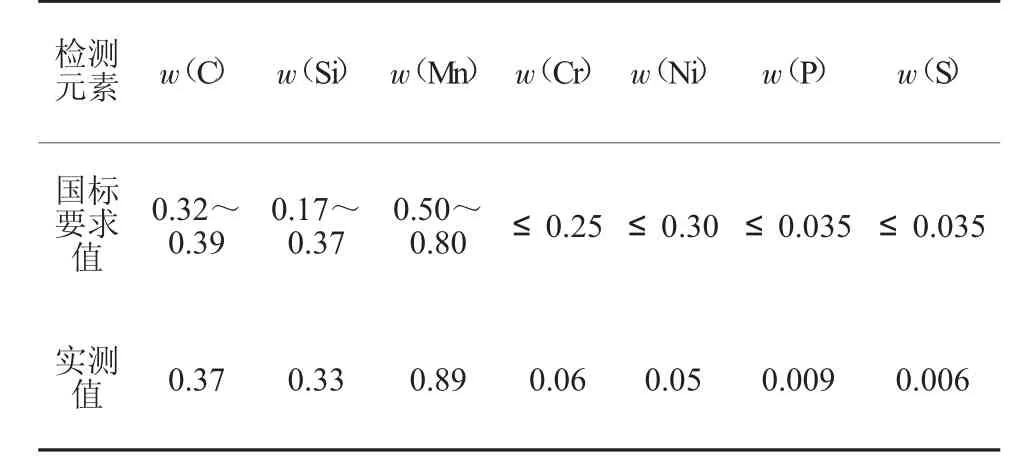
表1 主轴化学成分检测结果%
1.3 显微组织分析
利用Axio Observer.A1m型金相显微镜对断裂的磨煤机电机主轴取样进行显微组织分析,结果如图1所示。由图1可以看出,轴体表层存在厚度超过1 mm的补焊层,补焊层组织为粗大魏氏组织;同时,补焊层中存在众多夹渣、气孔及与轴基体未熔合等缺陷;主轴基体组织为铁素体+珠光体组织,未见明显异常。
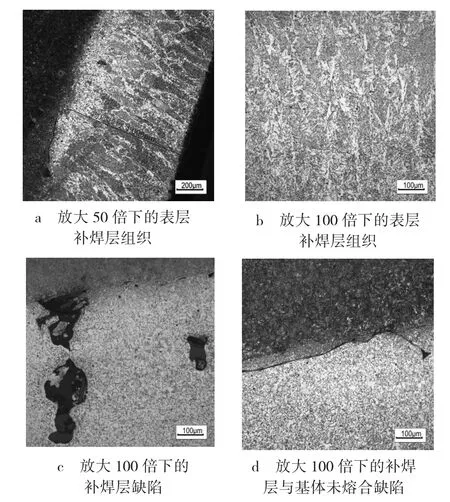
图1 主轴横断面的微观组织形态
1.4 微区形貌及能谱分析
利用扫描电子显微镜对断裂的D磨煤机电机主轴断口进行微区形貌分析,结果如图2所示。由图2可以看出,在轴体表层的修复补焊部位存在众多夹渣、裂纹及与基体未熔合等缺陷,并在这些焊接缺陷处形成了众多的疲劳裂纹并向轴基体扩展;在宏观裂纹扩展区可以观测到明显的疲劳扩展辉纹并向瞬断区过渡;在轴中心的宏观瞬段区可以观测到大量的撕裂棱和韧窝。
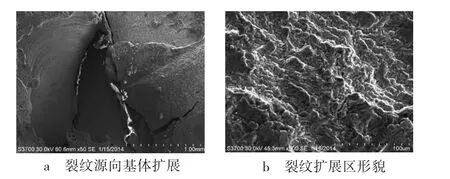
图2 断口微区形貌
1.5 力学性能测试及分析
按照GB/T 229—2007《金属材料夏比摆锤冲击试验方法》[5]要求,利用冲击试验机对断裂的磨煤机电机主轴取样进行冲击试验;按照GB/T 228.1—2010《金属材料拉伸试验第1部分:室温试验方法》[6]要求,对断裂的磨煤机电机主轴取样进行常温拉伸试验,结果如表2所示。从表2可以看出,电机主轴的屈服强度、抗拉强度、断后伸长率及冲击韧性等各项常温力学性能均符合标准要求。
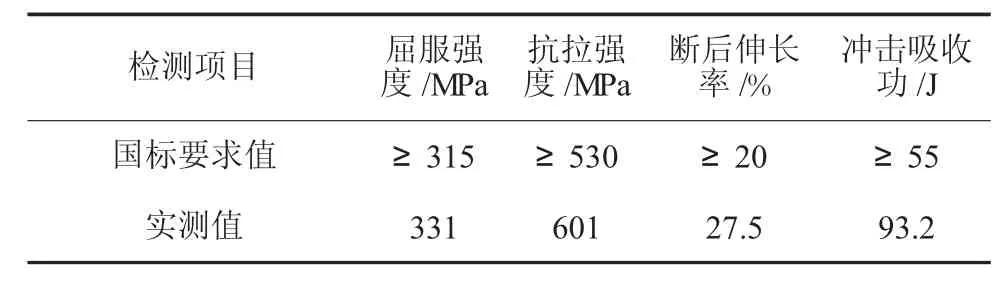
表2 D电机主轴力学性能检测结果(20℃)
2 主轴断裂原因分析
从断口宏观及微观形貌分析来看,电机主轴断裂起源于其表面修复焊接缺陷部位,同时具有肉眼可见的宏观裂纹扩展区及轴体中心的延性瞬断区;结合断口扫描电子微区分析可以认定其为疲劳断裂特性[7-9]。从显微组织分析,电机主轴断口附近表层为明显的焊接粗大魏氏组织,且焊接部位存在大量夹渣、气孔及与基体未熔合等缺陷,该类焊接缺陷的存在,很容易导致裂纹的萌生[10-11]。
综合以上分析认为,该磨煤机电机主轴轴颈处表层修复补焊部位存在大量焊接缺陷并形成应力集中,在长时间重载运行和频繁启动工况下首先在各焊接缺陷处形成多源性疲劳裂纹源,这些裂纹源在电机旋转的周期性循环载荷作用下逐渐扩展并导致主轴最终疲劳断裂[12]。
3 结论与建议
a)该磨煤机电机主轴断裂的主要原因是由于主轴轴颈处表层修复补焊部位存在大量焊接缺陷并形成应力集中,在长时间重载运行和频繁启动工况下首先在各焊接缺陷处形成多源性疲劳裂纹源,这些裂纹源在电机旋转的周期性循环载荷作用下逐渐扩展并导致主轴最终疲劳断裂。
b)由于旋转类轴体的特殊工况,建议应对其运行状况加强监督,避免出现轴颈磨损等现象,一旦磨损严重应做更换处理,局部补焊修复很难保证堆焊层没有缺陷并与基体有效熔合,而缺陷的存在将为应力集中及裂纹源的形成创造有利条件。