SPR技术板材开裂问题的分析研究
2021-08-28闫旭东
闫旭东
北京奔驰汽车有限公司 北京 100176
半空心自冲铆接(Semi-Tubular Punch Riveting)属于机械连接,业内简称SPR技术,在汽车领域很早就得到了应用。由于没有热输入,可以有效地规避热连接所带来的板材变形等问题,同时可以应用于异种材料的连接,是汽车车身中最常用的连接方式之一。
在实际生产中,由于SPR技术实现了异种金属的连接,尤其是铸铝件很容易因为高压而开裂,因此对于铸铝件的各项性能指标要求很高。本文力求从材料、参数以及铆点位置等相关方面探索板材开裂的原因及相关的预防办法。同时,也对板材进行了一定的探究,通过试验来解决生产中出现的问题。
如图1所示,板材开裂及铆点开裂,会影响铆点周边的材质状态,导致强度关系最大的咬边出现问题,属于较为严重的质量问题。因为SPR铆点经常是配合涂胶工艺发挥作用,因此在涂胶工艺出现问题时,铆点的强度更需要得到保证。

图1 板材开裂典型展示
板材对开裂的影响
在实际生产中,我们经常遇到由半空心自冲铆带来的板材开裂问题,半空心自冲铆的铆接压力较大(一般压力都在70kN左右),因此对于板材的一些要素要求是非常高的。如图2所示,我们选取了与开裂零件总成同一个批次的零件进行研究分析,由于同一批次零件由相同的条件铸造而成,因此对于我们材质分析,有普遍意义。

图2 选取的研究板材批次
借助供应商实验室及我们现场的设备,进行了一系列的检测试验,对于可能造成板材开裂的因素进行了逐次分析如下。
1.X-Ray检测试验
如图3所示,通过X-Ray检测后发现没有可见的压铸缺陷。

图3 X-Ray检测下的零件状态
2.角部型面三坐标尺寸测量
如图4所示,通过三坐标手段进行了尺寸测量,同时厚度也进行了测量,基本上保持在±0.5mm的尺寸公差范围内。

图4 同批次零件角部型面测量
3.合金成分分析
委托零部件供应商进行了合金成分分析发现,各组分都在合理范围之内(见表1)。
表1 板材合金元素分析(质量分数) (%)
4.拉伸及折弯试验
实验结果见表2,发现本批次零件折弯角度不稳定,与供应商一起对零件部分进行了整改,将零件粗胚的渣包加大,同时喷涂涂膜剂后,吹气时间增加1s,并要求增加角部金相监控,以便改善折弯角度不稳定的状态。

表2 同批次板材的折弯角测试
5.断面形态显微试验
断面材料的起伏比较大,微观缺陷很难识别出来,因此我们从断面一侧取样研磨,在放大200倍的显微镜下观察,如图5所示。可以看到组织不致密,存在微小的孔洞,分析原因,可能是模具渣包偏小,冷料、涂模剂以及水汽可能没有完全排出,压铸参数设置时,吹气时间过短,模具上残留的水汽可能没有吹干。
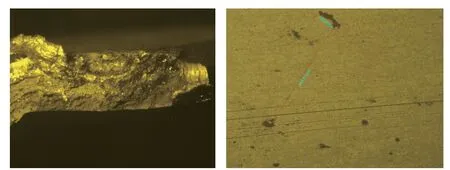
图5 200倍显微状态下的断面形态
通过以上一系列试验,对于板材的材质、组分、尺寸及微观组织等进行了各项研究,发现其内部组织和力学性能指标对于开裂有重要影响。
位置对开裂的影响
如图6所示开裂状态,由于现场铆枪位置限制,铆点的位置距离下层板边缘较近,这种情况容易引起开裂,通过调整铆点位置,可以有效地避免自冲铆造成的板材开裂,降低对车身强度的影响。

图6 位置引起的板材开裂
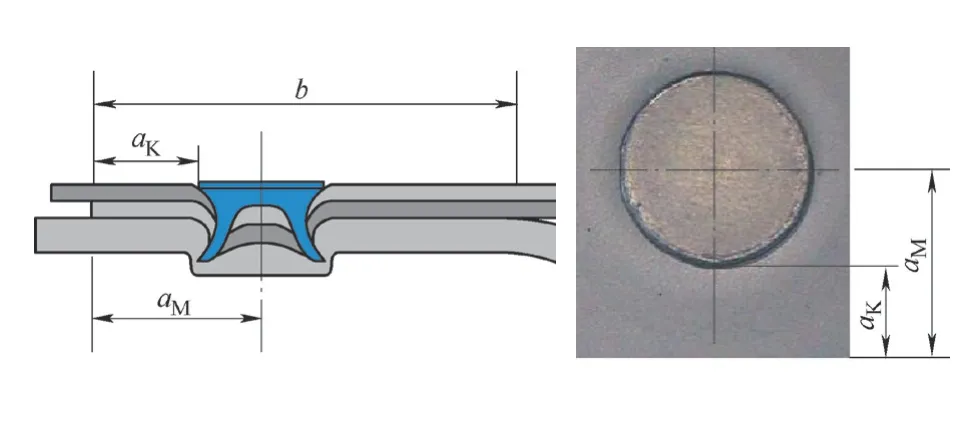
图7 半空心自冲铆位置要求
边距aK与中心距aM一般在允许的情况下越大越好,同时随着板材厚度的增加,该边距也需要增加,对于φ3mm和φ5mm的铆钉来说,一般aK不得<4mm,极限情况也不得<2mm。
铆接速度对于板材开裂的影响
如图8所示,在板材开裂的时候,测量pH值(钉帽和板材的高度差)在-0.13(高于板材是正值,低于板材是负值),我们可以对参数进行优化,接下来查看铆接速度。

图8 开裂对应的高度值变化
如图9示,将速度从320mm/s降低至310mm/s后,铆接pH变化,但是pH值保持在标准范围(±0.25)内,经过剔试检测,质量是合格的,但因此产生的压力降低,那么对于板材开裂问题的解决,是很有帮助的。但是参数只是对于板材开裂问题有一定帮助,如果本身材质有问题,那么即使降低压力,板材开裂问题也不会得到改善了。

图9 更改速度后的高度值变化
垂直度对开裂的影响
SPR技术是利用铆杆和铆模的挤压,形成咬边结构,从而起到连接作用的,因此铆杆与铆模是否对中,以及铆模与板材是否贴合,是影响质量的重要因素。一般情况下,铆枪的对中,都是在安装之前就调试好的,因此更需要关注铆模与板材贴合、板材表面状态,板材表面粗糙会导致贴合困难,这时候需要移动铆点位置,并用塞尺(0.1mm)测量板材与铆模间隙,保证贴合与垂直度。

图10 板材表面与垂直度的影响
结果分析总结
经过试验验证,以及现场验证,我们得出了半空心自冲铆铆点板材开裂的影响因素,见表3。

表3 板材开裂的影响因素
在具体生产中,开裂问题需要结合实际情况调查分析,尤其是板材问题调查周期比较长,为了保证生产,我们经常会在其他影响因素上作出一部分具体修改,尤其是参数和铆点位置,没有一定的标准,需要根据实际情况灵活调整。
结语
本文对半空心自冲铆原理,设备以及质量检查等情况进行介绍,并着重分析了铆点板材开裂的影响因素。板材的壁厚、折弯角、合金成分以及渣包大小等都会对开裂造成影响。铸铝件模具更换周期较短,在模具使用后期,问题会比较突出,对于各项考核更应该严格执行。此外,设备本身的参数设置、现场铆点的位置,以及板材贴合等都会对开裂造成影响。在生产实际中,需要对以上因素进行灵活把握,避免出现批量的质量问题。
