动力电池数字化车间蓝图
2021-08-28阳如坤
阳如坤
深圳吉阳智能科技有限公司 广东深圳 518101
动力电池发展进入制造强盛的新时代
1.动力电池产业概述
新能源汽车是解决全球环境污染、能源危机,以及实现资源节约工业转型的最佳路径之一。动力电池作为新能源汽车的“移动心脏”,是实现新能源汽车有序、良性发展的核心竞争力。近年来,政府大力培育和发展新能源汽车产业,今后相当长一段时期内新能源汽车将保持持续增长的态势,动力电池将迎来难得的发展机遇。
在中国新能源汽车产业政策调整后,2017年国内新能源汽车行业逐步从低谷转入正轨,不仅如此,各项指标还创了新高。2017年全年新能源汽车动力电池装机量为36.3GWh,2018年国内新能源汽车销量突破125.6万辆,渗透率达到4.4%,直接拉动动力电池配套量超过57.1GWh,同时也产生了名副其实的全球龙头企业——“宁德时代”。2019年动力电池企业产能扩张势头持续增长,尤其是方形电池产能增长比较明显,一些生产圆柱动力电池的企业也纷纷布局方形电池产业。而以生产方形电池为主的企业,通过调整电池产品尺寸,研发大容量的电池产品来加大产能布局。
随着动力电池产业的迅速发展,预计2019—2025年全球动力电池需求累计增加628GWh,将形成万亿级的电池市场规模,国内动力电池需求将累计增加250GWh,年复合增长率29%,形成3000亿元级的电池市场规模。全球动力电池的产能需求预测,如图1和图2所示。其中,我国动力电池的产能需求预测,如图3所示。
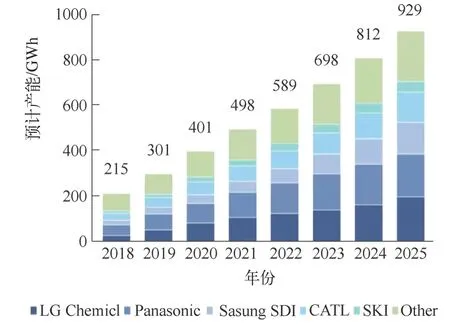
图1 按照电池企业的预计产能

图2 按照汽车厂的需求预计产能

图3 中国动力电池的产能需求预测
2.动力电池发展进入新时代的特点
我国动力电池产业的发展与新能源汽车的发展同步。2018年国内新能源汽车销量突破125.6万辆,动力电池装机量超过57.1GWh,国内动力电池出货量占全球的70%左右,这样大规模的应用,在全球无出其右。在动力电池产业发展的成长期,生产技术日渐成熟和稳定,产品质量逐步提高,市场规模增大,需求增长迅速。随着市场需求的进一步增长,目前的制造模式已不能满足市场需求,未来动力电池制造必须实现大规模、智能化生产。动力电池的发展不仅随着新能源汽车的发展进入高速成长期,同时进入了依靠制造强盛的新时代。
综合分析新能源汽车需求和动力电池技术发展趋势,动力电池发展新时代主要具备以下特点。
(1)复合增长率25%~35% 新能源汽车整体市场前期受政策的影响,销量增长明显,随着政策的逐步明朗,消费需求推动市场增长的动力逐步增强,未来复合增长率将达到25%~35%。预计2025年市场规模将达到715万辆,市场占比21.4%,动力电池配套量307GWh。
(2)单线产能扩大到4~6GWh 随着动力电池产业的迅速发展,过去的1MWh的单条生产线已经远远不能满足产业的需求,单线产能将从2GWh逐步扩大到4~6GWh,这种千倍产能增加,只靠增加设备的数量已经不是最佳制造策略。在这个层面上,需要逐步在卷绕、叠片和组装的效率上都有大幅度的提升,这是大规模智能化要解决的问题。目标的达成必须依赖于材料技术、电池技术、设备技术以及智能控制技术等方面的有效突破,才有可能实现这样一个目标。另外,随着智能制造技术的发展,动力电池制造更需要采取智能制造模式来提高其制造合格率,提高一致性和制造的安全性。
(3)动力电池制造Cpk从1.33逐步提升到2.0 动力电池制造的Cpk(工序能力指数)提升迫在眉睫,真正的智能制造不是空中楼阁,而是能够通过切实可行的方式来提升制造效率、合格率,降低制造成本。其中,制造合格率就是一个关键的考核指标,动力电池的制造合格率,是动力电池企业生存的关键,不仅关系到制造企业的成本,更关系到动力电池的安全。
传统汽车要求核心零部件企业的Cpk值为1.67,而我国大部分动力电池企业的Cpk都低于1.5。Cpk值反映的是电池的品质,直接影响的是电池的安全和成本。从成本角度来讲,目前动力电池成本如果按照“1.5元/Wh”的售价计算,年产1GWh的生产线,1%的不合格的价值相当于1500万元,这对动力电池企业来说不是一个小数目。
据悉,国内企业平均动力电池的制造合格率只有90%~93%,动力电池制造的核心工序大约有20个,每个核心工序的工序能力指数Cpk在1左右,工序合格率99.73%,电芯的总体制造合格率只有94.7%。动力电池制造核心能力指数必须达到“Cpk>1.33”,工序合格率99.99%,电芯的总体制造合格率才能达到99.8%。电池制造的核心工序能力有待提升,动力电池制造Cpk从1.33逐步提升到2.0才是智能制造的未来和方向。
(4)智能制造:数字化、网络化、智能化 纵观中国动力电池发展历程,从半自动化起步发展到目前已步入自动化生产阶段,不少企业已实现全自动化生产,不仅单机单工序完全自动化,而且在工序衔接过渡方面也都实现了自动化无人操作,无尘车间以及恒温恒湿的生产环境进一步提升了产品的一致性和可靠性。智能制造是动力电池生产方式的下一站,要在高度自动化的基础上全面实现数字化、网络化以及智能化,以期实现动力电池制造“高精度、高速度、高可靠性”和“模型化、数字化、智能化”的发展目标。
动力电池智能制造就是通过应用智能部件关键技术,对电池制造的浆料制备、极片制备、芯包制备、电芯装配、干燥注液、化成分容和电池包装的过程实现“三高三化”应用,建立数字化锂电池车间、包括来料数字化、制造过程互联互通互操作,制造质量的在线检测,智能部件、机器人自动化组装,智能化物流与仓储,以及信息化生产管理及决策系统实现动力电池制造的智能化生产,以确保动力电池的高安全性、高一致性、高制造效率和低制造成本。
3.新时代的要求
为了使未来动力电池全面满足车规级零部件的要求,结合动力电池的产业现状,对新时代动力电池制造提出了新的要求。
(1)车规级质量要求 对车规级动力电池电芯的制造质量要求满足Cpk1.67以上,明确规定装备的CMK(机器能力指数)大于2.00,系统的平均无故障时间(MTBF)起步大于2000h,未来达到4000h以上,以期全面提升车规级动力电池的安全性,使电动汽车自燃事故率降低30%~50%,制造成本至少下降30%。
(2)对标国际企业 车规级动力电池制造的质量和规模要全面对标世界动力电池领先企业,如韩国三星、LG以及日本松下等,同时借鉴德国VDMA动力电池制造装备发展路线图。我们在产业链的完善、全球化合作以及技术创新等方面,必须不断对标国际领先企业的先进经验,才能走上产业稳定、高速发展的正确道路。
(3)实现从跟随发展到创新引领发展 中国动力电池产业化的起步始于2009年1月,在科技部、财政部、发改委、工业和信息化部发布“十城千辆节能与新能源汽车示范推广应用工程”的政策驱动下,在动力电池技术方面,我国从早期的磷酸铁锂电池起步,到现在的三元电池成为主流,再到未来的锂硫、固态电池、锂空电池,中国一直与国外同步发展,并保持产业快速发展的良好势头。2017年,世界锂电池市场开创了新的格局,从结构上看中国动力电池占据了半壁江山,彻底超越日本韩国,夺得世界第一。2018年,我国电动汽车保有量突破300万辆,电动汽车产业已经发展为政策和市场的双轮驱动。随着电池技术、制造工艺、制造装备领先发展和创新,动力电池的制造安全性、制造效率、制造质量的不断创新超越,中国车规级动力电池将实现创新引领发展。相信不久的将来,电动汽车会步入全市场化驱动阶段,真正走入普通消费者的生活中。
目前,中国车用动力电池在世界产能最大,占有全球动力电池产能的半壁江山,作为未来移动产业的“心脏”,其制造装备的强盛才是动力电池产业强盛的根本,只有动力电池产业强盛了,才能实现三个重要的转变,即:由政策驱动到市场驱动的转变;由生产产能最大到产能和质量全面提升的转变;由产业跟随发展到创新引领发展的转变。只有这样,中国汽车产业才能由汽车制造大国迈向汽车制造强国,实现换道超车。
4.动力电池制造面临的挑战
我国动力电池发展以支撑新能源汽车普及应用为总体要求,根据新能源汽车经济性和使用便利性的要求,以安全性、成本、关键性能(能量密度)作为主要指标,实现现有锂离子电池的性能升级。近年来,我国在动力电池生产制造技术及装备方面有了长足的进步,基本掌握了动力电池制造装备的部分核心技术,单机自动化方面取得了良好的进展,但电池制造技术距离达到国际先进水平,还面临着质量、产能、制造安全性以及制造成本等方面的挑战。
(1)面临质量的挑战 按照规模制造业发展的规律,动力电池制造产业发展的初级阶段首先要突破产品质量,满足性能要求,然后降低成本获得更大的市场空间,最后才是多品种、差异化,满足不同客户的定制化需求。目前,电芯的制造还不能完全满足汽车对动力电池的要求,其制造合格率只有90%~94%,装在汽车上的电芯只有通过筛选才能勉强在汽车上使用;制造合格率偏低直接导致动力电池成本高,存在安全隐患。按照车规级动力电池的要求,需要动力电池的制造工程能力Cpk> 2.0。另外,我们看到德国制定了VDA 电池规格标准,规定了5种方形电池、1种圆柱电池、4种软包电池,总共10种电池规格。日本丰田目前只有2种电池规格,日产AESC只有1种规格,韩国LG只有3种电池规格,韩国三星只做了5种尺寸规格,并且全部按照德国VDA标准。然而中国的电池尺寸规格,按照GB/T 34013—2017《电动汽车用动力蓄电池产品规格尺寸》的规定,有150多种,这么多的规格,每种规格的工艺、原材料、装备都不同,难以实现规模效益,不利于提升质量,这是制约中国动力电池制造业难以强大的原因之一。我们应该联合新能源汽车企业、电池生产企业以及电池装备企业,集中优势资源,做好几个拳头电芯规格产品,形成竞争力,形成真正的标准规格,提升动力电池产品的质量。
(2)面临制造安全性的挑战 动力电池的安全性主要包括三个方面:设计安全性、使用安全性以及制造安全性。设计安全性是在电池材料及结构选择时考虑的,设计时考虑是安全的,我们所担心的是设计安全裕度;使用安全性是考虑滥用和环境条件对电池安全的影响;制造安全性是动力电池安全最重要也是最复杂的问题,主要原因是动力电池制造过程非常复杂,影响因素众多,给设计安全的极限和使用安全的极限条件带来困难。据安全事故分析统计,有60%以上的电池安全事故是由制造过程相关的因素引起的。动力电池制造安全性影响因素如图4所示。

图4 动力电池制造安全性影响因素
(3)面临制造成本的挑战 动力电池系统作为新能源汽车中成本占比最高的部件,直接决定了整车的市场定价。目前认为,只有动力电池系统成本水平降至与传统燃油车发动机成本相当,纯电动汽车才能在财政补贴退出后在终端售价方面具有真正的市场竞争力。
整体上,我国新能源汽车动力电池系统的销售价格呈现逐年下降的趋势,目前为1.2~1.5元/Wh,已经基本实现了《节能与新能源汽车产业发展规划(2012—2020年)》要求的到2020年新能源汽车动力电池模块成本降至1.0元/Wh以下的目标。在补贴即将退出的后补贴时代,新能源汽车需在市场终端售价方面与传统燃油汽车形成等量竞争,因此动力电池系统要达到内燃发动机系统的成本水平,价格应在0.6~0.7元/Wh。目前,国外的动力电池系统成本同样下降很快,在2020年理想状态下可能达到100欧元/kWh,因此中国动力电池产业的发展道路并不轻松,竞争态势依然严峻,要形成国际市场竞争力,还面临着制造成本的巨大挑战。
动力电池数字化工厂蓝图
1.数字化工厂的技术路线
图5所示为建立数字化工厂实现动力电池智能制造的总体技术路线。总体来说,动力电池智能制造的基础是高度自动化、标准化以及模型化,并通过融合信息技术实现数字化和智能化。
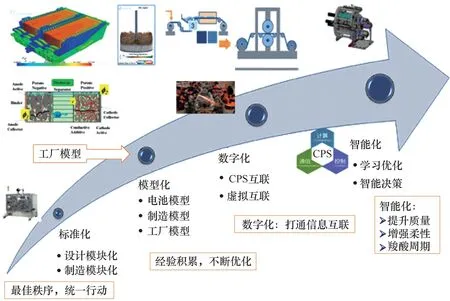
图5 动力电池智能制造实现路径
2.动力电池数字化工厂标准化的内容
目前,《国家智能制造标准体系建设指南(2018版)》(下文简称“《指南》”)已经发布。正如《指南》所讲:“智能制造、标准先行”,动力电池大规模制造需要采用标准化的手段,需要一系列标准体系的支撑。
动力电池技术起步较晚,其设计、制造以及检验,缺少完整标准,尤其针对锂电池行业装备的互联互通准则、集成接口、集成功能、集成能力标准、现场装备与系统集成、系统之间集成以及系统互操作等集成标准严重缺少。面对动力电池智能制造发展的新形势、新机遇和新挑战,有必要系统梳理现有相关基础标准,明确动力电池制造集成的需求,从基础共性,关键技术以及动力电池行业应用等方面,建立一整套标准体系来支撑动力电池产业健康有序发展。
智能制造标准框架体系结构如图6所示。
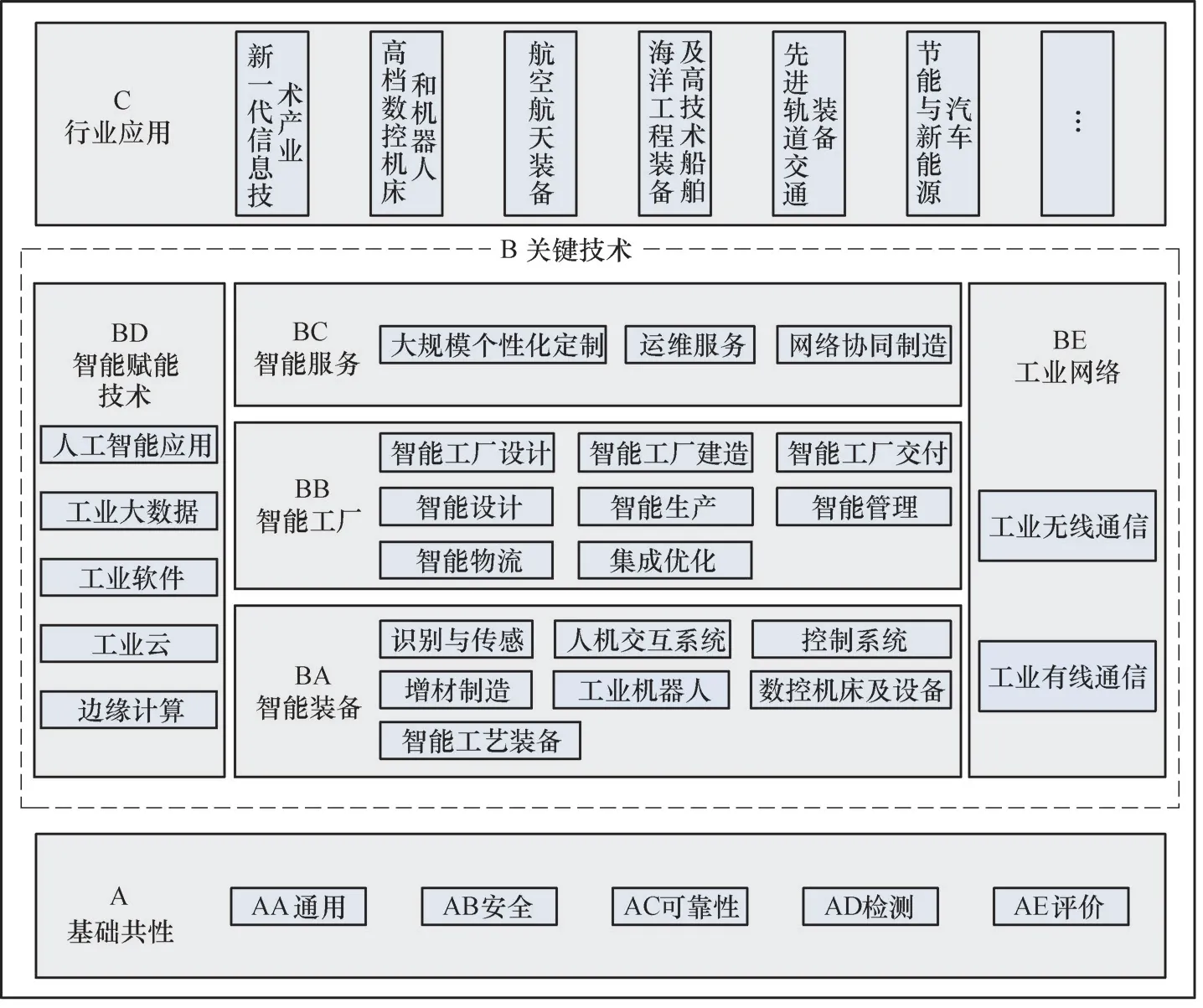
图6 智能制造标准框架体系结构图(2018版)
首先,要实现电池规格的标准化。目前国内50多家动力电池企业有150多种电池规格型号,意味着需要有150多种不同的生产工艺和生产线,这严重限制了动力电池大规模制造能力的提升。借鉴目前国外动力电池制造的先进经验,需要将电池规格型号限制在十种左右。
其次,要实现动力电池设计标准化。需要建立动力电池领域元数据标准。元数据,是关于数据的数据,是动力电池设计、制造以及应用的基础。科技部国家科学数据共享工程的《元数据标准化原则与方法》中规定了各领域元数据制定时的选取原则,可以参照此原则制定动力电池领域元数据标准。
第三,要实现动力电池制造标准化。动力电池制造过程复杂,工艺流程长,产线生产设备众多,而且同一条产线的生产设备往往来自于不同的设备厂家,采用不同的通信接口和通信协议,设备之间缺乏互联互通互操作的基础。需要建立电池制造过程数据字典标准,统一设备模型,制定设备通信接口规范,实现产线设备和企业信息化系统集成,实现OT与IT深度融合,利用工业互联网平台,实现企业内、外部信息集成、优化电池制造资源配置及过程管控。
(1)动力电池智能制造系统集成标准体系 2018年,深圳吉阳智能科技有限公司联合中国电子标准院、沈自所、仪综所、宁德时代、合肥国轩及天津力神等11家动力电池制造单位及标准研究相关单位共同承担了国家智能制造综合标准化项目《动力电池数字化车间集成标准及试验验证》。该项目的成功实施将建立我国动力电池智能制造标准体系,为我国动力电池智能制造的实施,提升电池的制造安全性、一致性起到积极的推动作用。集成标准体系架构如图7所示。

图7 集成标准体系架构
该标准体系是个有机整体,是实现模型化、数字化以及网络化到智能化的递进升级过程;实现物理车间、虚拟车间连接,智能迭代递进集成;从初级智能到恒定智能,再到开放智能的历程。
(2)数字化基础架构——工厂模型建立 数学模型是智能化的基础,是把制造工厂、物料、机器及过程转化为计算机可以识别、优化、提升的基本手段。动力电池制造需要建立包括电池模型、工厂模型、设备模型、工艺模型以及质量模型等。
工厂模型建立是建立工厂、车间、产线、设备资源、工具、用户、用户权限、生产日历及生产班次等信息模型。电芯制造工厂的模型包括:物料、机器、环境、过程及质量等,大约有4000个,构成一个完整的智能制造基础平台。
如图8所示,模型化是实现数字制造的基础,模型需要能准确完整描述对象的真实属性。同时,模型的建立是一个不断调整优化的过程。

图8 动力电池制造模型体系
3.数字化工厂集成的架构
动力电池数字化车间集成就是将动力电池数字化制造所需要的不同的硬件、软件产品集成起来,最终完成能够满足动力电池制造用户需求的信息化系统。集成涉及到工业互联网络、计算机软件、硬件、操作系统技术、数据库技术以及网络通信技术等。实际上这些产品和技术是由各个不同的厂商提供的,采用的也是多种不同的协议和标准,更面向各种不同的应用要求。因此集成不仅需要将不同厂家提供的不同产品结合在一起,还要有科学的方法让它们能够互连、互操作,不产生冲突。更为重要的是,整个系统要达到系统性能最优、成本最低、生产产品的质量最好、同时将来容易扩充和维护。
(1)动力电池制造工厂技术体系构成 动力电池制造工厂技术组成如图9所示。
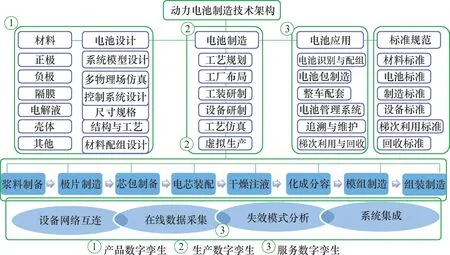
图9 动力电池制造技术架构
(2)设备集成 如图10所示,动力电池的数字化车间分为如下三个单元,即极片制造单元、电芯制造单元以及电池PACK单元。
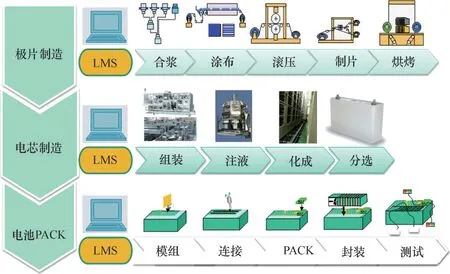
图10 动力电池数字化车间主要设备构成
1)极片制造单元:该单元完成从原料到极片制作的全过程,包括:配料和搅拌、涂布、辊压、分条、烘烤、冲切及称重等工序,主要设备包括:合浆设备、分散设备、涂布设备、滚压设备及分条设备等。
2)电芯制造单元:该单元完成极片成形到化成分容的全部过程,包括芯包制备、电芯装配、干燥注液及化成分容等核心工序,主要设备包括:模切机、卷绕机/叠片机、极柱焊接机、自动入壳机、封口机、注液机及化成分容机等。
3)电池PACK单元:该单元完成从电芯分组配对到电池包组装检测完成的全过程,主要设备包括:电芯测试分选机、电池模组组装机、电池封装机以及电池测试机等。
4.动力电池制造工业互联网平台
作为新能源汽车的“移动心脏”,动力电池是新能源汽车有序、良性发展的关键。结合网络化和信息化手段,建设动力电池装备数字化工厂工业互联网,是实现动力电池制造高效管控和智能化发展的有效途径,也是实现动力电池标准化、高品质、低成本智能制造的必由之路。
当前建设动力电池制造数字化工厂,需要高性能无线网络连接实现工厂内海量传感器、机器人以及信息系统的互通互联,并将分析、决策的海量的优质数据反馈至工厂。伴随5G通信技术的飞速发展,5G将逐步全面覆盖物联网络,连接广泛分布或跨区域的商品、客户和供应商等,完成对整个产品生命周期的全连接、全监控,从而实现工厂内外部的横向、纵向以及端到端的三大集成。
动力电池行业工业互联网平台如图11所示,其整体架构自下而上分为4个层级,即现场设备层、生产控制层、生产管理层和应用层。锂电工业互联网平台可以将产品设计、生产、运行和服务数据进行全面集成,以全生命周期可追溯为基础,在设计环节实现可制造性预测,在使用环节实现健康管理,并通过生产与使用数据的反馈改进产品设计。具体场景主要有产品溯源、产品/装备远程预测性维护、产品设计反馈优化等。
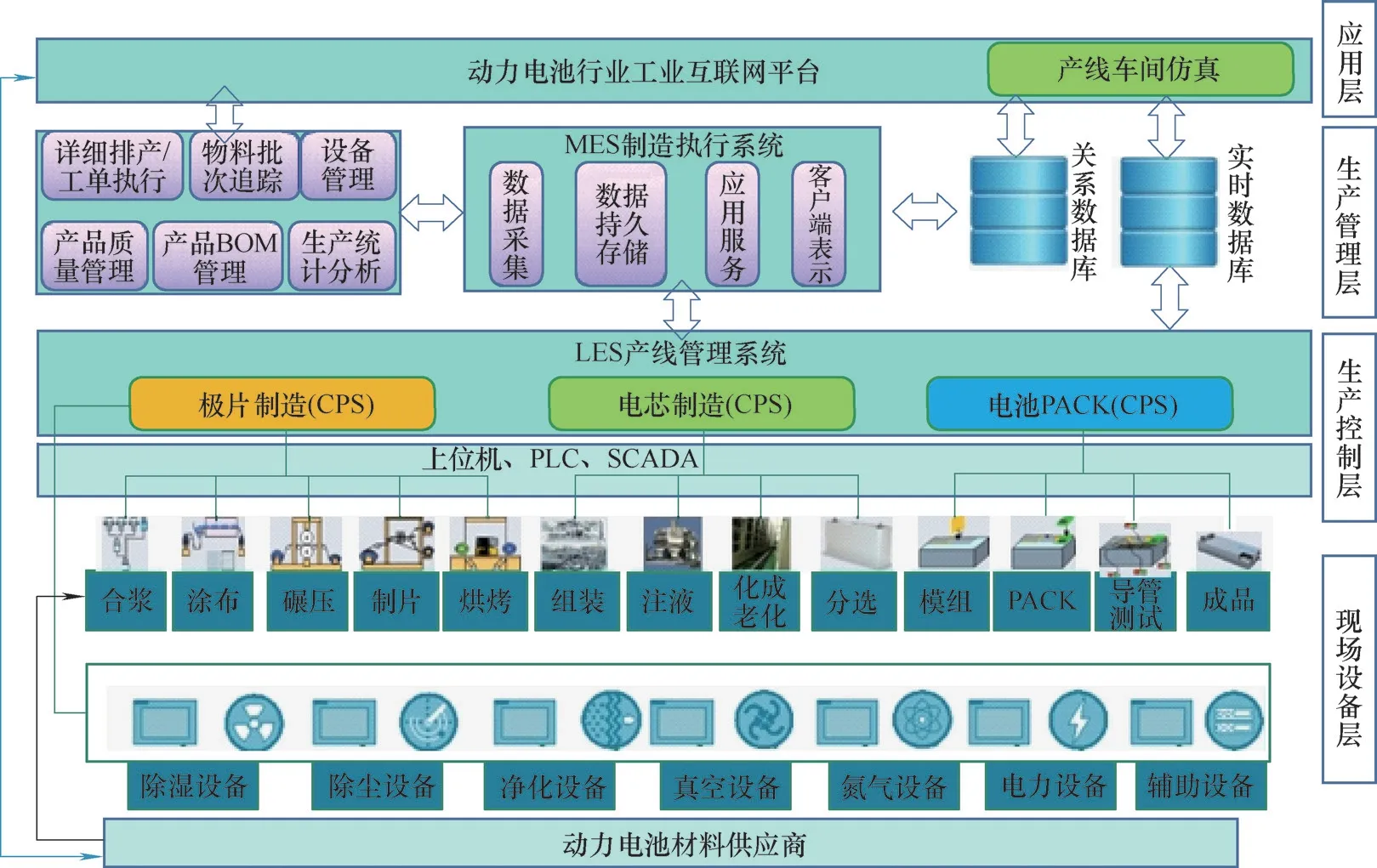
图11 动力电池行业工业互联网平台
锂电工业互联网平台能够有效地采集汇聚设备运行数据、工艺参数、质量检测数据、物料配送数据以及进度管理数据等生产现场数据,通过数据分析和反馈,在制造工艺、生产流程、质量管理、设备维护和能耗管理等具体场景中实现优化应用。借助锂电工业互联网平台可打通生产现场数据、企业管理数据和供应链数据,提升决策效率,实现更加精准与透明的企业管理,其具体场景包括供应链管理优化、生产管控一体化、企业决策管理等。
5.动力电池数字化工厂蓝图
随着市场需求的进一步增长,目前的制造模式已不能满足市场需求,未来动力电池制造必须实现大规模、智能化生产。建立动力电池数字化工厂,实现智能制造是动力电池生产方式的下一站,要在高度自动化的基础上全面实现数字化、网络化和智能化,以期实现动力电池制造“高精度、高速度、高可靠性”和“模型化、数字化、智能化”的发展目标。
(1)质量优化 动力电池产品质量的优化,合格率的提升,不仅仅是提高电芯的直通率,而且更重要的在于提升电池的安全性,大大减少电芯未发现的隐性缺陷。动力电池制造企业可以通过控制制造过程核心控制点的质量,来减少后续制造过程的不合格率,优化产品质量。动力电池制造从来料到极片制造到电芯制造到化成分容到模组,如图12所示,通过互联互通来实现大约2000个点的数据监控来实现电芯的零缺陷制造的失效模式分析和电池包的失效模式分析。
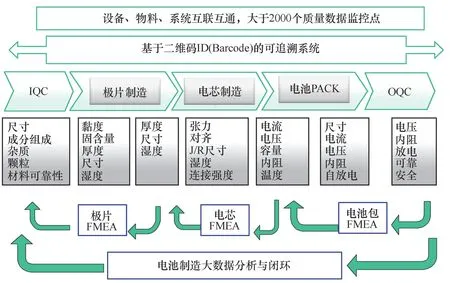
图12 零缺陷制造的失效模式
(2)层级实现 实现动力电池工厂数字化设计、数字化建模与仿真技术,构建动力电池数字化制造和装备的数字化,构建动力电池制造领域元数据、主数据体系和制造系统数据体系,如图13所示。全面启用数字化设计、数字化制造的主要特征表现如下:第一,数字技术在产品中得到普遍应用,形成“数字一代”创新产品;第二,广泛应用数字化设计、建模仿真、数字化装备、信息化管理,形成“数字化”制造手段;第三,实现生产过程的集成优化。

图13 层级逐步实现图
动力电池制造数字化体现在工厂的布局、安全、物料及制程仿真,制造过程虚拟调试、数字孪生优化,以及一体化能源、效率、人力、物料及辅助系统等资源统筹优化,对动力电池制造绩效指标数字化分解,双向云计算反馈达到制造性价比最优,个性化动力电池大规模在定制仿真与虚拟制造。称为全面数字化。
推动工业互联和动力电池制造的深度融合,构建动力电池智能制造平台和微服务体系建设,将人、流程、数据和事物(设备和物料)等相互孤立的节点通过网络连接起来,实现企业内外协同、资源集成和优化,通过“互联网+制造”重塑动力电池制造价值链,推动动力电池制造从数字化制造发展到数字化网络化制造阶段。在装备产品方面,在数字技术应用的基础上,网络技术得到普遍应用,成为网络连接的产品,设计、研发等环节实现协同与共享;在动力电池制造方面,在实现厂内集成基础上,进一步实现制造的供应链、价值链集成和端到端集成,制造系统的数据流、信息流实现连通;在动力电池制造服务方面,设计、制造、物流、销售与维护等产品全生命周期,以及用户、企业等主体通过网络平台实现联接和交互,制造模式从以产品为中心走向以用户为中心。称为全面网络化。
动力电池的智能工厂是:让动力电池制造相关数据的有序自动流动化解动力电池制造系统的不确定性,优化制造资源的有效配置,达到动力电池的安全、续驶里程、寿命及价格的综合最优。基于工厂建设和生产运营环节的全要素数据集成,涵盖异构协议兼容、边缘计算分析、工业大数据存储分析、工业机理模型及微服务开发调用、工业APP开发部署等工业互联网平台关键技术,形成有效支撑工业互联网平台发展的动力电池行业解决方案,针对工业互联平台的应用框架,为动力电池系统行业开发一套机理模型和微服务组件,形成一批工业APP和解决方案。在建成动力电池工业互联网平台的基础上,利用云计算、大数据智能、跨单元智能、人机混合增强智能及群体智能等新一代人工智能技术,优化制造模型,实现制造智能闭环,制造质量达到世界先进水平,实现“零缺陷”电池生产。称为全面智能化。
未来工厂:产品智能化、生产去中心化、大规模定制生产及智能化制造运维及服务。
动力电池制造系统分为制造维度和智能维度。制造维度体现了面向产品的全生命周期或全过程的智能化提升,包括了设计、生产、物流、销售和服务五类,涵盖了从接收客户需求到提供产品及服务的整个过程。与传统的制造过程相比,智能制造的过程更加侧重于各业务环节的智能化应用和智能水平的提升。智能维度是智能技术、智能化基础建设、智能化结果的综合体现,是对信息物理融合的诠释,完成了感知、通信、执行及决策的全过程,包括了全资源要素、互联互通、系统集成、信息融合以及新兴业态五大类,引导企业利用数字化、网络化、智能化技术向模式创新发展。这些系统根据动力电池企业客户的需求,针对技术发展的状态,技术能力、技术手段和企业自身的目标定位,将每个方面需要实现的能力分为五个级别。详细要求按照中国电子技术标准化院发布的《智能制造能力成熟度模型》。
