基于RobotStudio的木窗生产线仿真设计*
2021-08-27郝建豹林令晖祝嘉林陈斯根黄世光
郝建豹,林令晖,祝嘉林,陈斯根,黄世光
(广东交通职业技术学院工业机器人系,广州 510800)
0 引言
以机器人为主体的智能制造,体现了制造业的智能化、数字化和网络化的发展要求,各行各业中大规模应用机器人正成为一种趋势[1-2]。目前,标准产品批量生产模式已经不能适应国内个性化及结构多元化的市场需求,“个性化定制、柔性化生产”己成为门窗等家居产业转型升级和未来发展的方向[3-4]。
李伟光等[5]研究了3种典型木门门扇自动化柔性生产线的布置方案,但没有深入探讨可行性。赵晏林[6]研究了多品种小批量环境下的家具混流生产线平衡分析与改善;钱文婷等[7]研究了家具自动仓储系统,深入研究了单个工作站,但目前的发展趋势是以多机器人为主体的智能制造生产线。木门窗等家具生产加工采用智能化生产线,有助于实现由手工制作、多人工参与的机械化生产、产品单一性向无人化、智能化、规模定制、高经济效益、绿色环保等综合发展,有助于使企业早日实现面向未来的智能制造,增强企业的竞争力,推动木门窗等家具制造业的转型升级。
本文应用SolidWorks 和RobotStudio 软件设计一条集锯切、刨削、装配、检测、上色及自动仓储于一体的定制木窗智能化仿真生产线,并借助虚拟现实技术,在虚拟环境中对智能制造生产线中的工业机器人运动轨迹等工作站设备以及生产过程、生产效率、生产节拍等进行仿真模拟。模拟生产可以以更加经济、有效的方式验证生产线各设备的配置情况,用来指导木门窗生产线的设计与升级,降低实体生产线的投资风险。本研究对家具制造业的转型升级具有一定的借鉴意义。
1 生产线仿真系统构建
按照设计的现场实际情况确定各工作站形状尺寸和位置关系等,利用三维仿真软件SolidWorks 设计好木材切割机、铣削中心、上色工作站、立体仓库等工作站的仿真模型,进而在RobotStudio 中完成整条生产线的布局与仿真调试等后续工作。仿真生产线设计流程如图1所示。
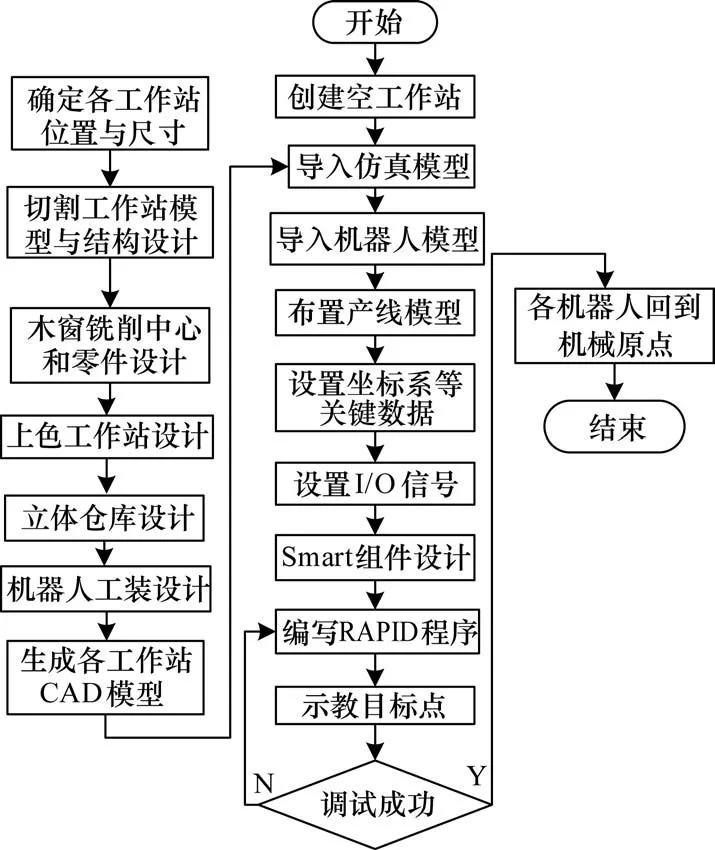
图1 木窗仿真生产线构建流程
在RobotStudio 中构建的木窗智能制造生产线仿真系统包含了木板切割工作站、木窗边框切割工作站、图案铣削中心,装配视觉检测工作站、上色工作站、成品木窗立体仓储工作站、木屑收集装置及其他外围设备组成等,生产线仿真系统鸟瞰图如图2所示。各工作站上下料机器人及上色工作站的喷涂机器人都选用ABB公司的IRB4600型号。
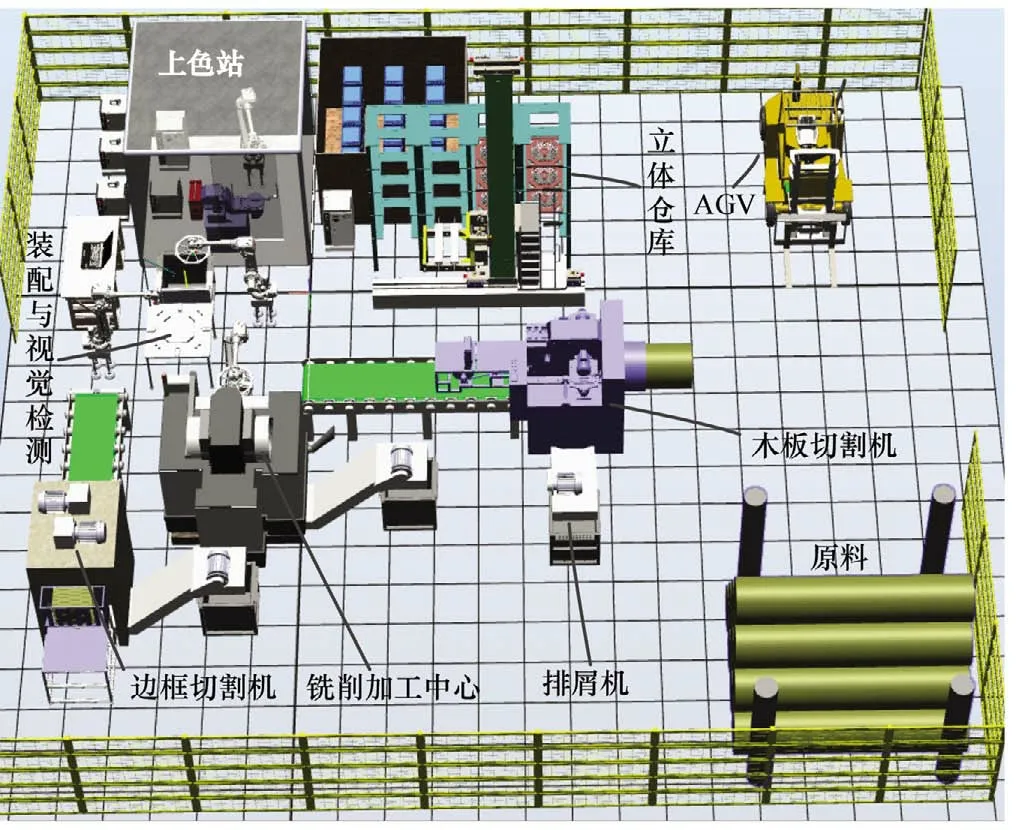
图2 仿真生产线鸟瞰图
2 机器人手部设计与标定
结合木窗生产工艺特点,上下料工作站采用了ABB 搬运机器人IRB4600 来进行上下料,设计了机器人的夹持手部,用来夹取木窗边框放置到装配台上。由于木窗面积较大,表面光滑,易夹伤加工好的木窗,采用吸盘作为抓取木窗的执行手部,如图3所示。
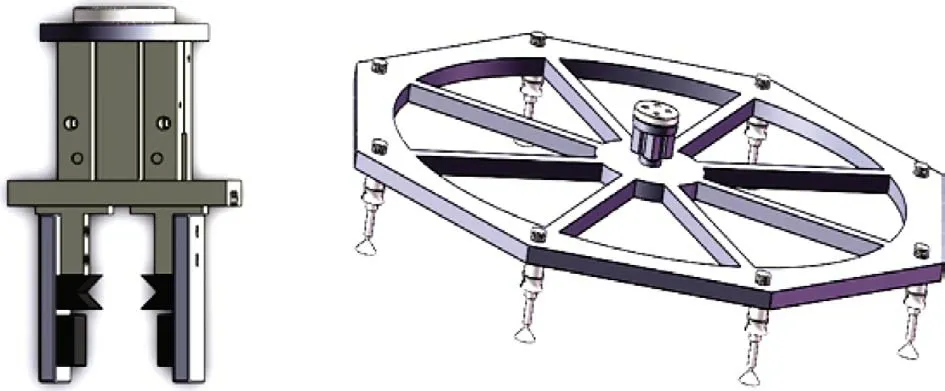
图3 边框夹持及木窗吸取手部
机器人手部坐标系标定有助于机器人碰撞检测与轨迹跟踪,手部标定常用的方法有旋转矩阵法、四元数法和欧拉角法等[8-9],本文用四元数法,手部坐标系方向的方位数据为[q1,q2,q3,q4],其4 个数值表示旋转坐标带符号常数的四元数,且满足。其中:
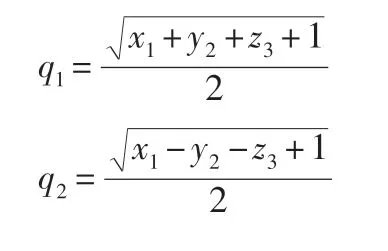
式中:(x1,x2,x3)、(y1,y2,y3)、(z1,z2,z3)分别为定义手部坐标系单位向量在手腕基准坐标系3个轴上的投影。
以边框夹持手部坐标系标定为例,标定前仅含有机器人手腕基准坐标系,定义手部坐标系ToolFrame,方向参考手腕基准坐标系,按照四元数法,则可确定ToolFrame手部姿态方位数据为[1,0,0,0]。定义机器人手部TCP位于手腕坐标系的(0,0,180)位置,夹持手部质量为1 kg,重心位于手腕基准坐标系的(0,0,165)位置,则如图4所示的机器人手部坐标系为:

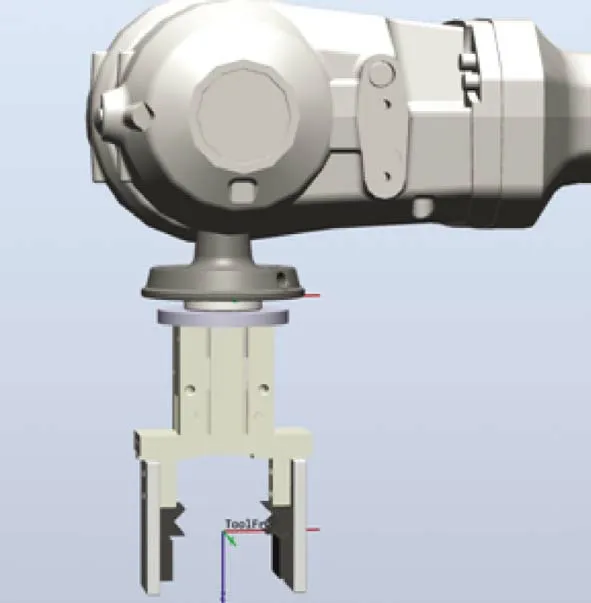
图4 机器人手部坐标系标定
3 系统组件设计与编程
3.1 动态组件设计
实际的智能化生产线,以PLC为中央控制中心,以Ether⁃net、Profinet 等为通讯接口,将PLC 与工业机器人、切割设备、铣削加工中心等设备连接,接收并处理工业机器人、输送线、铣削加工中心等其他设备传送来的信号。仿真时,利用RobotStudio 中Smart 组件来模拟实际PLC,所以Smart 组件的构建是实现各工作站动画效果的关键。以铣削加工中心Smart组件为例说明构建过程,首先创建一个铣削数控机床机械装置,建立机床门的开门关门的运动姿态,通过事件管理器建立一个输入I/O信号作为机器人输出信号关联,当机器人输出置位/复位doKaiMen信号给事件管理器时,对应执行铣削数控机床执行上下料的开门/关门,然后再建立Smart组件的I/O输入输出信号与机器人的I/O输入输出信号关联,当输送链Smart 组件输出doDaoliao 信号发送给机器人输入diDaoliao 信号,让去机器人执行拾取物料,机器人输出一个doGrip 信号给吸盘Smart组件输入信号diGrip吸紧物料,拾取物料后,机器人输出doKaiMen信号给铣床开门,把物料放好在铣床工作台后,机器人复位doKaiMen信号给铣床关门,机器人再根据要求铣削出规定的木窗纹案,并分别输出doSource/doSource_1/doSource_2 信号给铣床Smart 组件输入信号diSource/diS⁃ource_1/dSource_2,让铣床执行不同程序铣削纹案;当铣削完成后,铣床Smart 组件输出一个doSourceOK 信号给机器人输入信号diSourceOK,让机器人进去拾取铣削好纹案的木窗。整个铣削加工中心工作站Smart 动态组件逻辑关系如图5 所示。
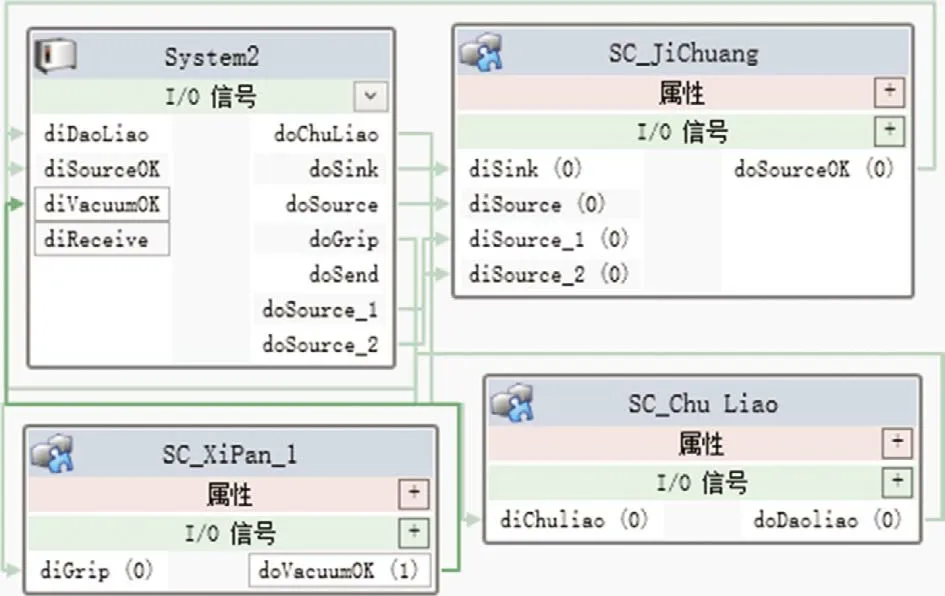
图5 Smart动态组件逻辑关系
3.2 机器人程序编制
本文设计的定制木窗智能制造生产线通过4 台机器人系统相互协调工作的方式完成,具体为铣削加工中心搬运机器人、装配视觉检测工作站机器人、边框下料机器人系统及上色机器人系统。以铣削加工中心搬运机器人为例,在定义工具坐标、工件坐标、I/O 信号,Smart 组件等完成后,就可以在应用模块编写工作站main 主程序、Pick_1 上料例行程序、Drop_1下料例行程序、Pick_2转换二次上料例行程序、Drop_2完成下料例行程序、Init 初始化例行程序等,部分例行程序及逻辑关系如下:
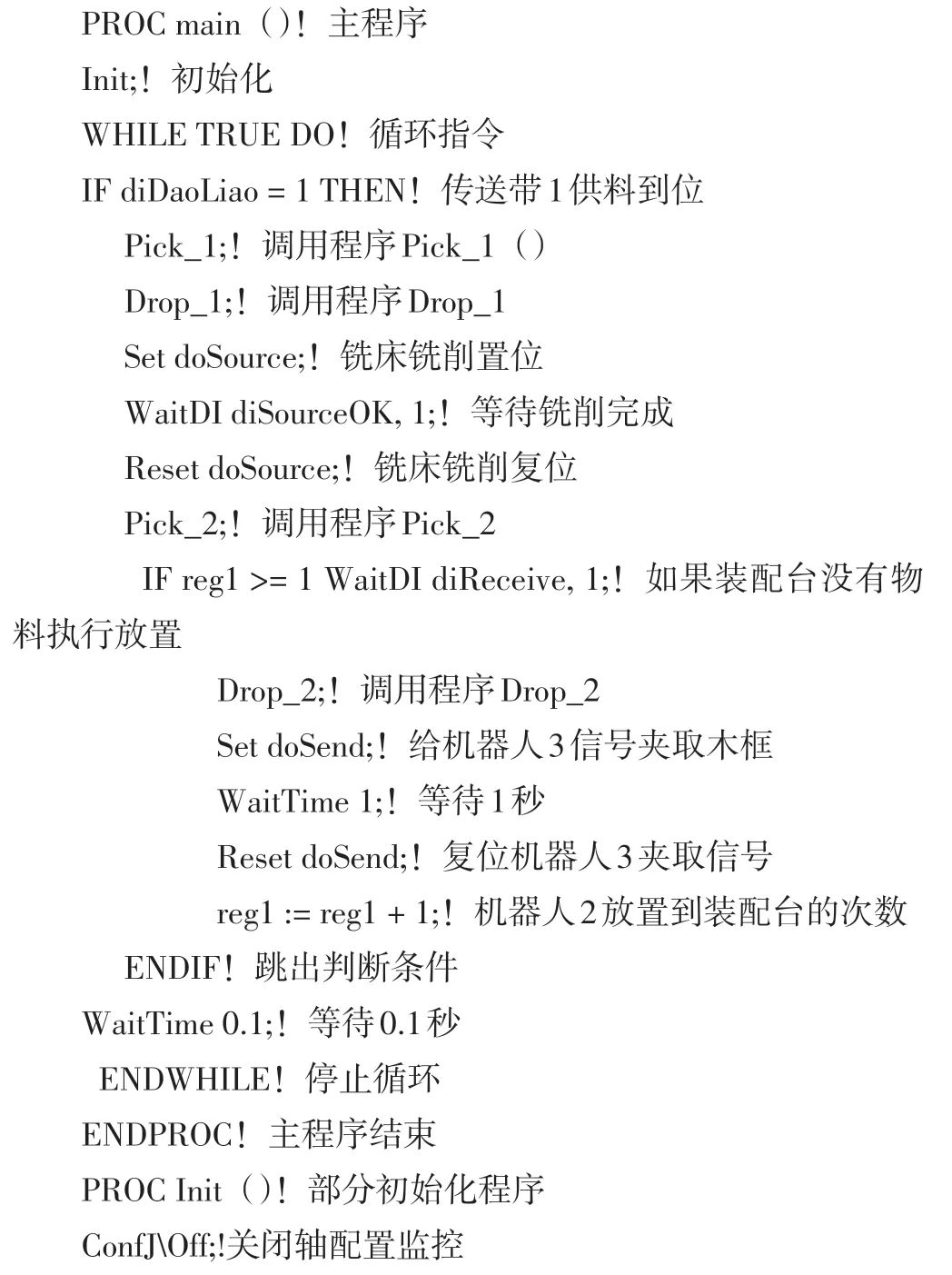

在每个机器人系统包括主程序在内的各个例行程序都在应用模块内完成,主程序调用初始化例行程序及各运动例行程序,实现机器人、铣削加工中心及外围设备各种动作。初始化程序用来初始化机器人位置、姿态,设定机器人最大运行速度,设置加速度以及工作站各相关设备复位。各运动例行程序在WHILE 循环语句内完成,因各运动程序通过传感器由IF 条件语句完成,为避免机器人控制器CPU 过载,设定循环等待时间为0.1 s。机器人程序可在示教器或RAPID 中完成,仿真调试完成后,可下载到实体机器人控制器中。
4 机器人TCP轨迹优化仿真
定制木窗智能制造生产线中,木窗的品质(加工质量、表面光洁度)主要由木窗的加工条件(切割机、加工中心、装配定位、上色机器人工艺等)决定。在不影响木窗品质的前提下,本文利用RobotStudio 的仿真功能,在仿真模型中多次模拟木窗生产过程,发现生产线节拍最大的影响因素为各工作站上下料机器人的运动指令,改变指令参数可改变节拍。为提高生产效率,最大程度地减小铣削加工中心等各工作站等待时间,仿真分析时,采用机器人的运动指令为MoveJ Offs(pPick,0,0,800),v1 000,fine,ToolFrame。设定机器人TCP 轨迹追踪后,其边框上下料机器人在机床卡盘放料TCP运行轨迹如图6(a)所示。若把参数fine修改为转弯半径z150,其速TCP运行轨迹如图6(b)所示。
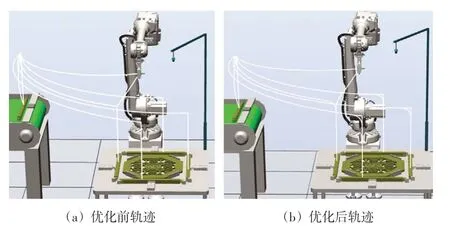
图6 TCP运行轨迹
从图6(b)可看出,机器人TCP 运行轨迹在转弯处更平顺,机器人动作也更柔顺,实际运行中机器人没有暂停和急加速现象,这也有助于机器人电机和减速器的保护。装配台上方有3处看似是急转弯处,实际为机器人放下边框后上升到转弯处等待切割工作站输送带边框到位,而没有命令机器人回到pHome 点等待,也是便于提高效率。通过这种方式可以对生产线所有机器人TCP 运行轨迹优化。根据仿真情况,不但可以优化TCP 运行轨迹,还可优化机器人速度、机器人位置与姿态等,这对以后的木窗等家具的实际生产线的调试具有非常重要的指导意义。
5 结束语
随着当前加工、制造业的转型升级,以多机器人为主体的智能制造生产线在家具制造业将会大量应用。本文基于SolidWorks与RobotStudio建立了智能制造生产线仿真模型,并实现了机器人的编程和整线仿真调试。在不更换任何硬件设备的前提下,根据加工的要求,可模拟生产多种木窗产品。针对实体生产线在设计与调试中存在的问题如轨迹优化、生产效率提高等,利用虚拟仿真技术做了探讨,可为工程的实施提供理论依据和试验平台。
