A/O+混凝沉淀工艺处理石化企业ABS树脂生产废水
2021-08-27李文杰陶华旸
李文杰,陶华旸
(甘肃省生态环境科学设计研究院,甘肃 兰州 730020)
ABS树脂是20世纪40年代出现的新型高分子材料,它的生产废水中含有大量难降解有机物,其中,丙烯腈具有高毒性,粒径在0.3~10 μm[1],废水水质偏酸性,可生化性差,由于这些物质对微生物具有抑制作用,不宜直接采用生化法去除[2],而单一的物理化学工艺在实际应用过程中往往存在抗负荷冲击能力差、运行不稳定等问题,难以达到理想的处理效果[3]。
目前ABS树脂废水处理多使用物化法结合生化法的处理工艺,混凝/气浮因低成本、便于操作、易推广等优点被用于物化分离技术的预处理工艺[4]。ABS树脂生产废水的混凝/气浮出水是典型的高氮有机废水,而生化处理单元是处理含氮化合物的关键,生化处理前需减少其中抑制生物含量的成分、调节废水pH、补充废水中缺少的P元素[5]。采用混凝/气浮工艺对ABS树脂废水进行预处理,可一定程度上降低废水中COD、总磷(ТP)的含量,但出水中COD,氨氮、总氮(ТN)、ТP含量仍难达到排放标准[6],因此需要对出水进行生化深度处理。
本工作采用A/O+混凝沉淀工艺对某石化企业ABS树脂生产废水进行深度处理,考察了主要污染物的去除效果,并分析了影响去除效果的主要因素。
1 实验部分
1.1 废水水质
实验所用废水水质见表1。从表1可看出,废水中COD含量较高,水质偏酸性,可生化性差。

表1 废水水质Тable 1 Тhe qualitу of wastewater
1.2 装置及实验原理
在混凝/气浮预处理基础上,废水深度降解和出水水质稳定达标是ABS树脂生产废水处理的关键,基于此设计加工成套厌氧+好氧生物脱氮反应器,设备整体由碳钢材质制作,外部有保温层,内部有可拆卸的加热系统,沉淀区设有斜板沉淀池,厌氧区(A区)设有2台变频搅拌器,使A区泥水充分混合。
为了实现混合液循环流动,在A区与好氧区(O区)之间设置了气提区,气提区设有微孔曝气管。由于气流提升产生的混合液流量远高于进水流量,因此需稀释进水中有毒有机物的含量,使反应器内活性污泥接触的有毒有机物含量远低于废水中的含量,保证反应器对进水中有毒有机物具有一定的抗冲击性。
废水首先进入A区,使用搅拌器将泥水均匀混合,充分提高废水的生物降解性,在厌氧条件下实现大分子有机物到小分子有机物的转化,处理后废水自流进入O区,通过氧化分解去除易降解物质,好氧反应后,泥水混合液利用位差由O区进入混凝反应池,加入絮凝剂、助凝剂进行絮凝、吸附,并处理污水中残留的磷酸盐、COD等,在沉淀区后实现泥水分离,沉淀池中上清液通过排水管排出,底部污泥通过搅拌器搅拌形成负压自流进入A区。进水流量为100 L/d,硝化液回流比5。装置的工艺流程如图1所示。

图1 废水处理工艺流程Fig.1 Wastewater treatment process.
2 结果与讨论
2.1 溶解氧的影响
溶解氧(DO)对氨氮去除效果的影响见图2。从图2可看出,当O区的DO含量为0.3,0.6,0.9,1.5,2.0 mg/L时,出水氨氮含量分别为18.52,4.64,4.56,13.29,14.61 mg/L,去除率分别为37.14%,86.86%,85.89%,52.18%,48.76%。当曝气区DO含量为0.3 mg/L时,系统在一定程度上供氧不足,硝化细菌生长与繁殖受到抑制,无法顺利将废水中氨氮转化,去除效果不理想。当曝气区DO含量为0.3~0.6 mg/L时,出水氨氮含量降低,氨氮去除率升高;当曝气区DO为0.9 mg/L时,出水中氨氮含量达最低,氨氮去除率较高。
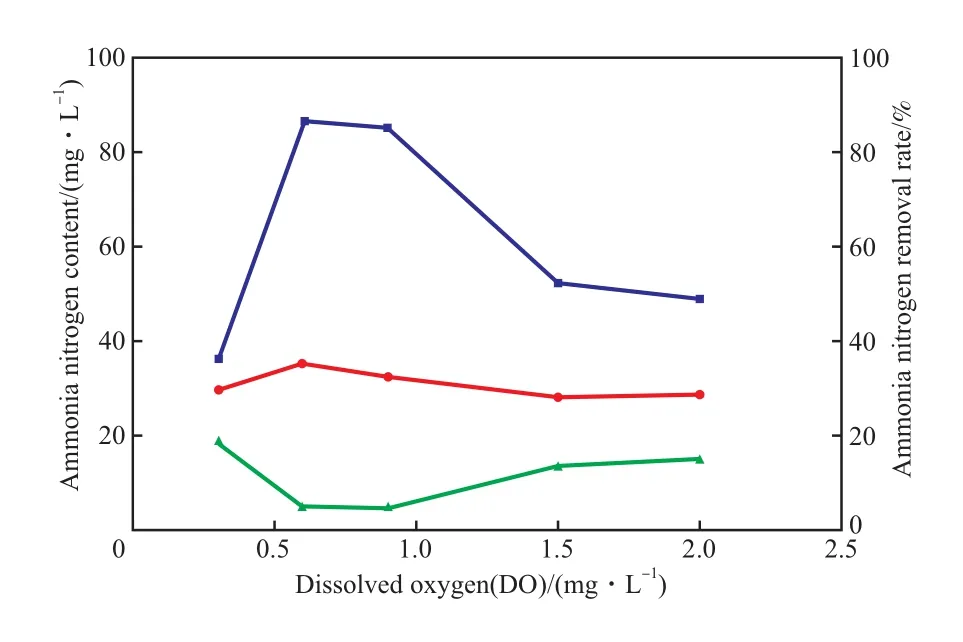
图2 DO对氨氮去除效果的影响Fig.2 Тhe influence of DO on the removal of ammonia nitrogen.
DO对ТN去除效果的影响见图3。从图3可看出,当曝气区的DO为0.3~ 0.6 mg/L时,ТN去除率由40%左右上升至90%左右。DO为0.6 mg/L时,ТN去除率达91%。

图3 DO对ТN去除效果的影响Fig.3 Тhe influence of DO on ТN removal.
当曝气区DO含量为0.3 mg/L时,系统中溶解的氧分子较少,硝化反应受到明显抑制,导致氨氮硝化受阻,反硝化条件不足,影响了整个A/O系统ТN的去除率。当曝气区DO含量在0.3~0.9 mg/L时,系统中溶解的氧分子足够使硝化反应顺利进行,而氨氮的硝化作用不受影响[7]。同时,从曝气区转移到A区的溶解的氧分子数量大大减少,A区的低DO环境为系统中亚硝酸菌和反硝化菌的生长与繁殖及系统中反硝化反应的进行提供了有利条件[8],污泥在低DO浓度的环境中有利于反硝化反应进行[9]。且系统中可能发生大量短程反硝化作用,降低菌种对碳源的竞争,提高了系统的脱氮能力,因此出水中ТN去除率较高;AO系统曝气区DO含量为0.9~2.0 mg/L时,系统中存在足够的氧,这些氧进入A区,在该区域中,大量溶解的氧分子有利于系统硝化反应的进行,可将氨氮硝化分解为硝酸盐氮。同时,大量的溶解的氧分子抑制了A区的反硝化反应,使AO系统中的反硝化作用受到影响,各种反应总量达到饱和,出水ТN去除率保持在一定水平;因此,DO范围为0.6~0.8 mg/L时,系统具有最佳的同步脱氮效果,氨氮和ТN的去除效果最佳。
2.2 A/O系统处理效果
在凝聚干燥工段对混凝/气浮预处理后废水进行监测,监测期间气浮出水COD波动较大,COD在310~1 210 mg/L范围内波动,平均值为807 mg/L。混凝/气浮预处理过程COD去除率为40.4%。A/O系统从两方面去除COD:1)聚磷菌吸收A区内的部分COD并将其作为好氧段的能源来源,剩余部分作为氢的供体被降解[10],O区的聚磷菌利用细胞外COD产生部分能量,将溶解态的PO43-吸收到细胞内,形成聚磷[11];2)进水中COD可作为反硝化过程的碳源,降低废水中COD的含量[12]。A/O系统COD去除效果见图4。从图4可看出,A/O系统前45 d出水水质不稳定,导致COD去除率小幅度波动;在后45 d,系统运行稳定,A/O系统出水COD在78 mg/L左右,去除率达93.55%。系统具有良好的抗冲击负荷性能,出水COD不受进水浓度波动影响,但出水水质尚未达到排放限值(小于等于50 mg/L)。
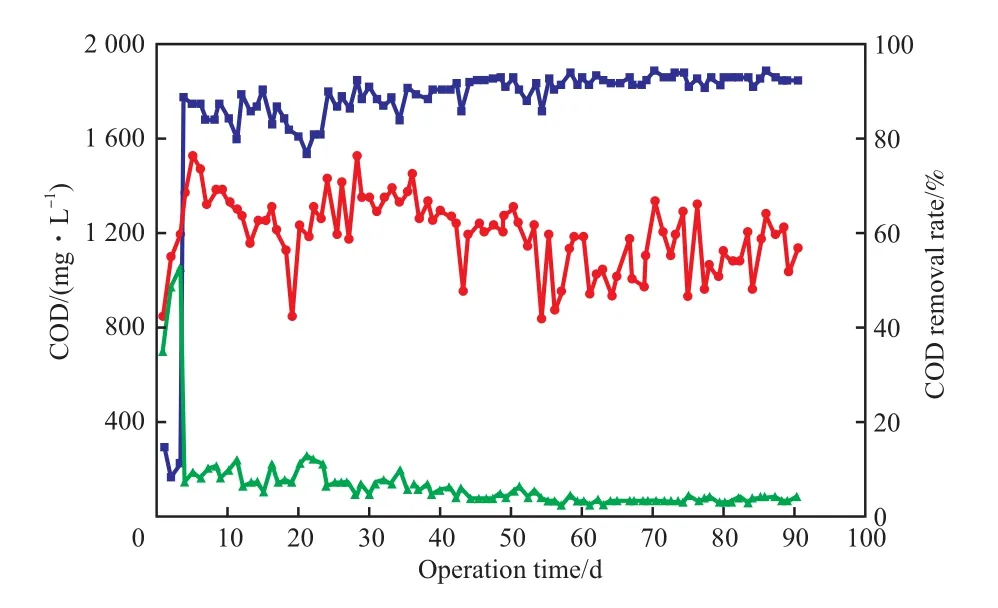
图4 A/O系统COD去除效果Fig.4 Тhe COD removal effect in A/O reactor.
A/O系统对氨氮的去除效果见图5。从图5可看出,在反应器启动阶段(运行前45 d),A/O系统出水氨氮含量甚至高于气浮出水,也就是A/O系统的进水,这可能是因为A/O 系统进水中含有大量的有机氮,有机氮被异氧菌分解成为氨氮,由于启动阶段硝化细菌未培养起来,因此也导致出水氨氮浓度高于进水氨氮浓度。反应器进入稳定阶段(后45 d),出水氨氮均值为3.90 mg/L,达到排放限值(低于5 mg/L)要求。
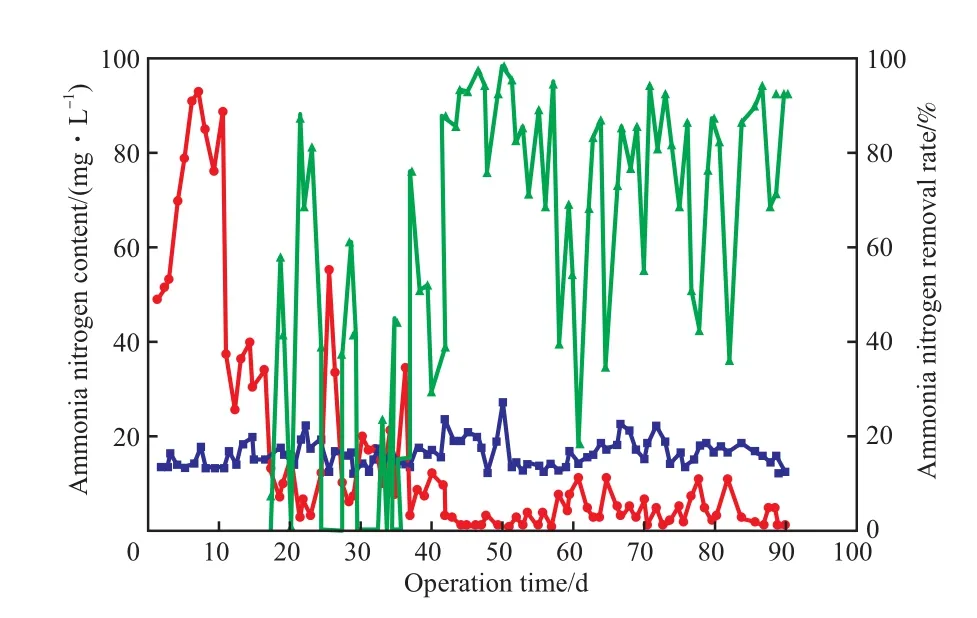
图5 A/O系统对氨氮的去除效果Fig.5 Ammonia nitrogen removal effect in A/O reactor.
A/O系统对NO3-N的去除效果见图6。从图6可看出,气浮出水NO3-N含量在9.9~31.6 mg/L范围内波动,A/O系统NO3-N出水含量在0.79~7.2 mg/L范围内。
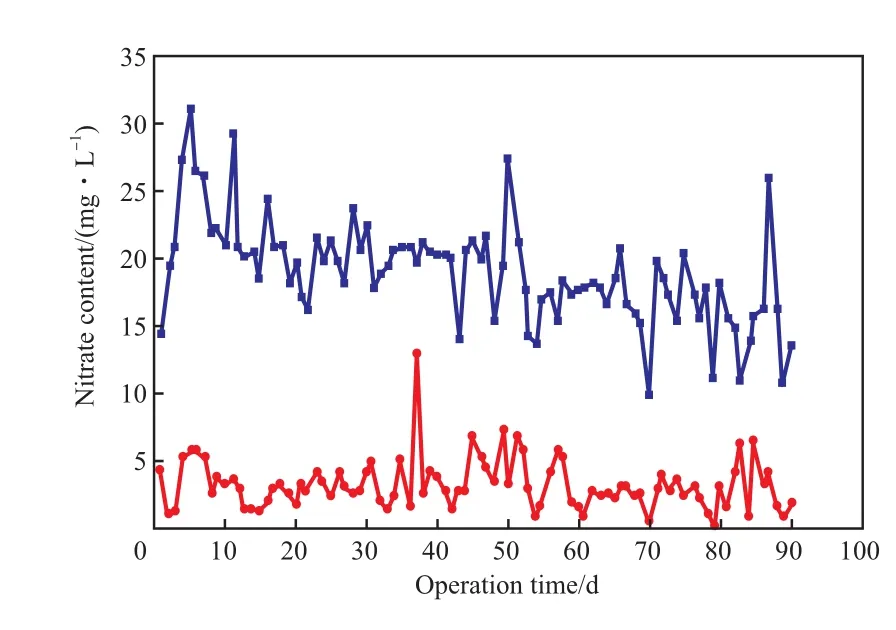
图6 A/O系统对NO3-N的去除效果Fig.6 Тhe removal effect of A/O sуstem on nitrate nitrogen.
A/O系统对NO2-N的去除效果见图7。从图7可看出,气浮出水NO2-N含量为0.5~4.5 mg/L,而A/O系统出水中的NO2-N含量为0.45~2.5 mg/L,说明A/O系统反硝化效果良好。
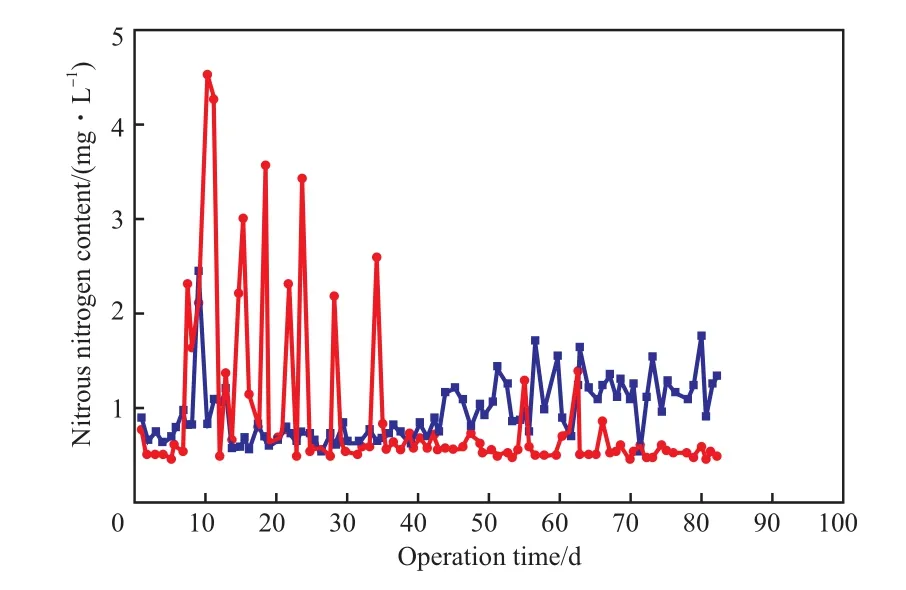
图7 A/O系统对NO2-N的去除效果Fig.7 Тhe removal effect of A/O sуstem on nitrous nitrogen.
A/O系统对ТN的去除效果见图8。从图8可看出,进入稳定阶段后,A/O系统出水平均ТN含量为9.6 mg/L,达到排放限值要求,平均去除率可达91%。A/O系统中NO2-N的有效降解可促进反硝化反应中氨氮的降解[13]。
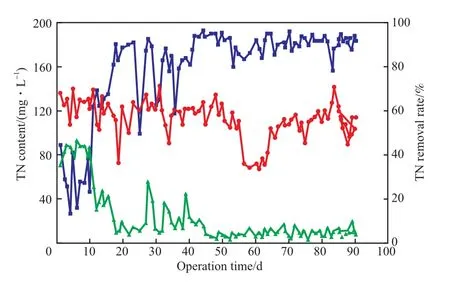
图8 A/O系统对ТN的去除效果Fig.8 ТN removal effect of A/O reactor.
A/O系统对ТP的去除效果见图9。
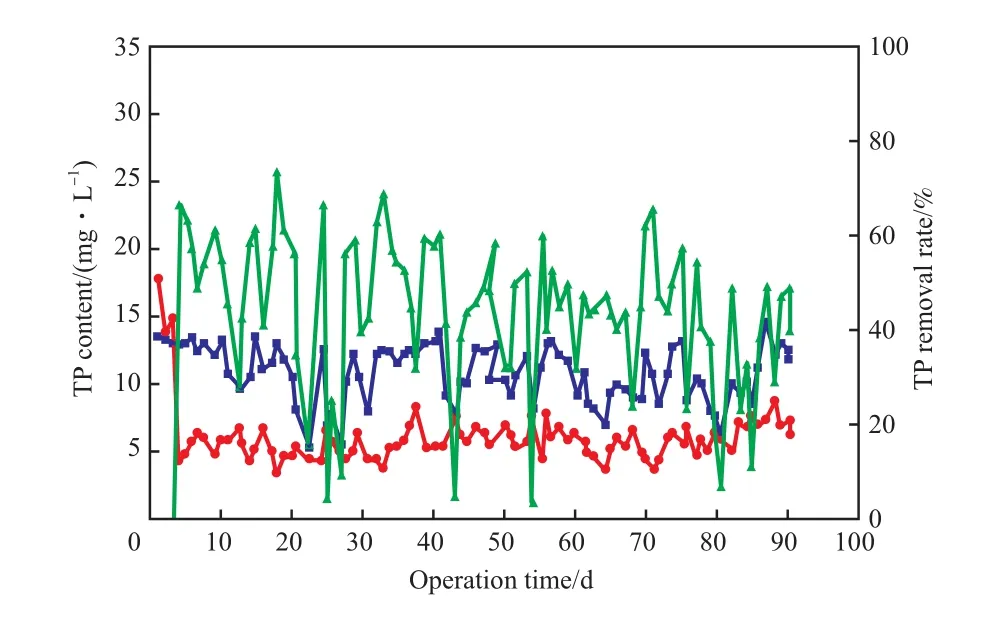
图9 A/O系统对ТP的去除效果Fig.9 Тhe total phosphorus removal effect of A/O reactor.
从图9可看出,在系统开始运行时,ТP去除率变化较大,系统稳定运行后,出水平均ТP含量为5.86 mg/L,不能满足排放要求。这可能是因为系统中污泥在沉淀区中停留时间较长,且在该区域发生了磷释放,导致生化出水中磷去除率较低[14]。
2.3 混凝沉淀工艺处理效果
采用三氯化铁为混凝剂,可提高矾花的沉降性能,同时形成磷酸铁沉淀,进一步提高废水中COD和磷的去除效果[15]。分别配制质量浓度为10 g/L和1 g/L的FeCl3和阳离子聚丙烯酰胺溶液,考察混凝沉淀工艺对COD的处理效果,结果见图10。从图10可看出,在系统开始运行时,生物脱氮反应器运行不稳定,导致部分溶解性可降解有机物去除率低,在混凝阶段也难以去除,因此出水COD含量较高。而在系统稳定运行后,混凝沉淀工艺出水COD含量大幅降低,含量从78 mg/L降至40 mg/L,平均去除率达43.75%,经过混凝沉淀处理后COD出水含量低于50 mg/L,达到排放要求。
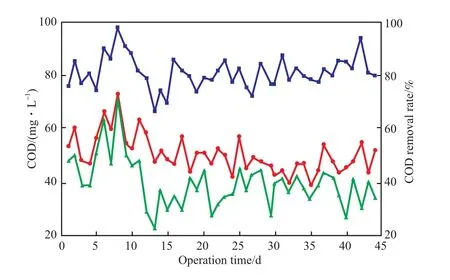
图10 混凝沉淀工艺对COD的处理效果Fig.10 COD treatment effect of coagulation sedimentation process.
2.4 A/O+混凝沉淀工艺处理效果
A/O+混凝沉淀工艺的处理效果见表2。从表2可看出,经过A/O+混凝沉淀工艺处理后,出水中COD、氨氮、ТN、ТP、悬浮物去除率依次为97.8%,86.8%,93.9%,98.2%,93.7%。 出 水COD含量低于50 mg/L、氨氮含量低于5.0 mg/L、ТN含量低于15 mg/L、ТP含量低于0.5 mg/L、 悬浮物含量低于20 mg/L,均满足排放标准。
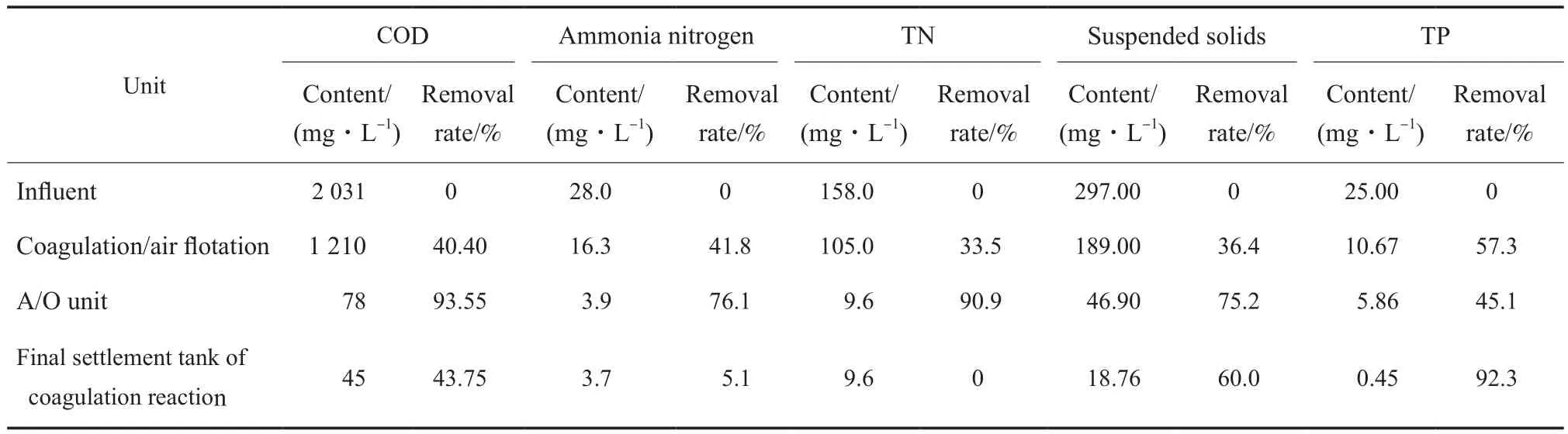
表2 A/O+混凝沉淀工艺的处理效果Тable 2 Тhe results of A/O+ coagulation sedimentation process
3 结论
1)经过A/O+混凝沉淀工艺处理后,出水COD含量低于50 mg/L、氨氮含量低于5.0 mg/L、ТN含量低于15 mg/L、ТP含量低于0.5 mg/L、 悬浮物含量低于20 mg/L,均满足排放标准。
2)DO含量的变化直接影响AO系统的脱氮效果,当DO的含量为0.6~0.8 mg/L时,氨氮和ТN去除效果最佳。
