中低速磁浮车辆总装及运输方案研究
2021-08-27姚生军
姚生军
(北京京投轨道交通技术研究院有限公司,北京 100070)
中低速磁浮车辆的下部结构与轮轨车辆的下部结构差异很大。例如中低速磁浮车辆的悬浮架数量多,均布整个车辆地板下方;车下悬挂设备多,并且多数安装于悬浮架中央的空档位置;悬浮架与车体的连接点多,悬浮架环抱轨道。从中低速磁浮样车生产、总装、吊装、运输的经验来看,中低速磁浮车辆的总装和运输工艺性较差,造成总装和运输工作量大,成本高,周期长,无法适应批量化生产的要求,因此需要研究新的中低速磁浮车辆总装及运输方案。
1 中低速磁浮车辆的结构特点
1.1 车辆总体结构
中低速磁浮车辆结构主要由车体及悬浮架两部分组成,其他附属装置均安装于车体及悬浮架上。车辆顶部安装空调机组,车辆下部吊挂设备。每辆车一般有4~5台悬浮架均匀分布于车体下方,环抱轨道,并通过空气弹簧支承车体,纵向拉杆、防过充钢丝绳、空气管路、油管及电缆连接于车体与悬浮架之间,连接点很多,总装及分解工作量较大。中低速磁浮车辆断面布置如图1所示。
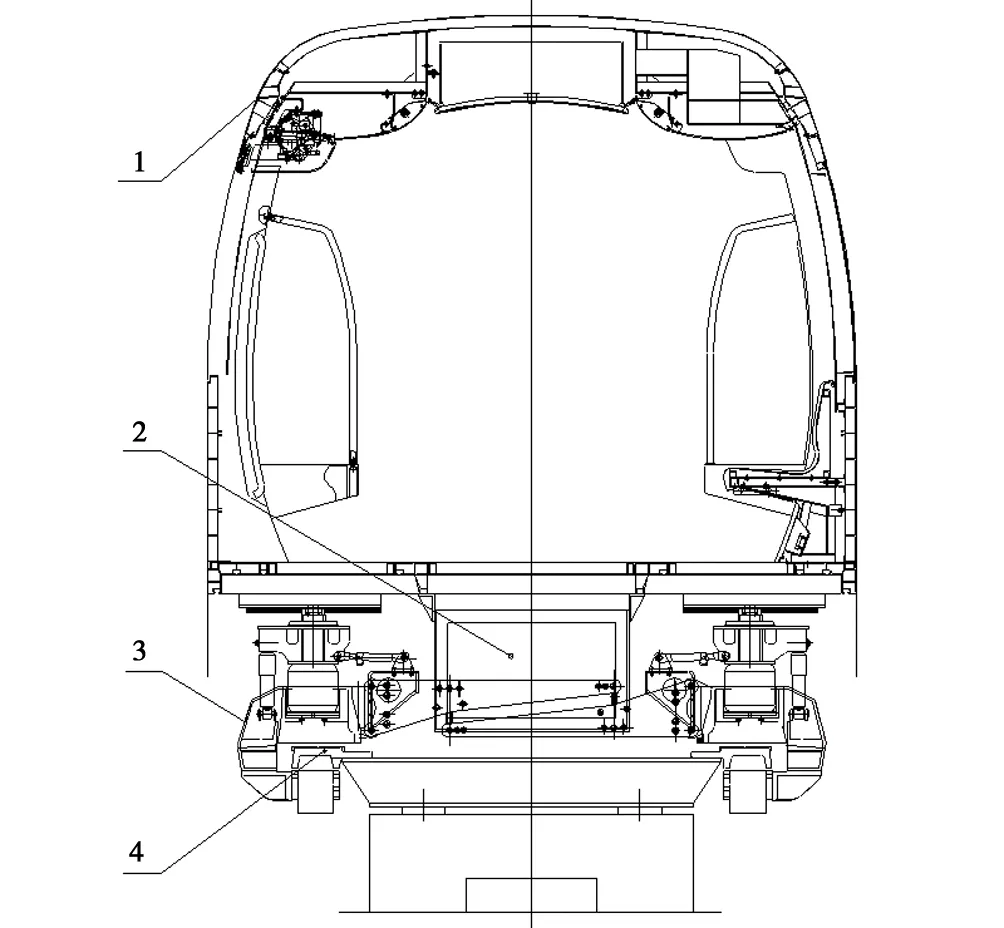
1.车体; 2.车下设备; 3.悬浮架; 4.轨道。
1.2 车体结构
中低速磁浮车车体结构为铝合金型材与铝蜂窝板复合而成的筒形整体承载结构。窗口及门口尺寸大,车体垂向刚度及扭转刚度较弱,吊装点及顶车点均在车体底架的侧梁上。
1.3 悬浮架
中低速磁浮车每辆车安装4~5台悬浮架,每台悬浮架分为左右2个模块,通过防侧滚梁组成可以自由解耦的口字形结构。两侧托臂与电磁铁形成环抱轨道结构,两侧模块组装和分解都比较费时费力。车体下吊挂的主要设备悬挂于车体下部中央位置,并位于悬浮架的空档位置。悬浮架中每个模块都安装有直线电机和整体电磁铁,并安装了增压缸、空气弹簧、横向拉杆及座、纵向拉杆座、电磁铁限位块、液压支承轮、支承滑块、制动器等附属装置。
2 中低速磁浮车辆样车的总装及运输方式
2.1 中低速磁浮车辆总装及运输的定义
中低速磁浮车辆的总装是指在总装车间完成车体内装饰、设备、管线、车下设备箱等附属装置的安装后,车辆上部结构与悬浮架进行组装落成的过程。这个过程中包括悬浮架在磁浮线路上的安装和车辆上部结构吊装坐落在悬浮架上并进行连接。
中低速磁浮车辆的运输包括车辆进行总装前悬浮架及车体在厂内的运输,以及车辆总装调试完成后向厂外的运输。
2.2 样车悬浮架向厂内磁浮线路上的运输及安装
悬浮架组装调试完后解体,分为左右2个模块(每个模块都包括电机、电磁铁)、防侧滚梁,用汽车运输至厂内磁浮线路安装位置;然后用吊车分别将悬浮架2个模块吊到轨道上方,通过调整模块与轨道之间的角度使悬浮架模块落在轨道上,安装防滚梁并调整好各悬浮架及其之间的位置关系;最后相继安装悬浮架上的相关附属装置,如横向拉杆、增压缸、油管、电磁铁限位块、制动器、悬浮传感器等。
2.3 样车车体向厂内磁浮线路上的运输及吊装
首先将车体下方占据吊装点位置的设备拆除,留出吊具的位置,用吊具将车体吊放在特制的可在铁轨上拖动行走的支架小车上,将车体推到总装车间外;然后用2台吊车将车体吊到长大平板汽车上进行固定,运到厂内磁浮线路侧的车辆安装场地;再用2台吊车将车体吊到已安装好悬浮架的线路上方,落下车体使之与悬浮架相连;最后安装车下设备及其他零部件、接线、连接车体与悬浮架等。
2.4 样车向厂外运输
磁浮车辆样车向厂外运输可采用铁路和汽车2种方式。汽车运输机动性强,时间短,手续简单,可实现门到门运输,但有超宽、超高问题,有一定的安全风险。铁路运输时间长,手续麻烦,安全性高,但仍需要用平板汽车将车辆周转至磁浮车辆段,操作起来麻烦。因此,综合分析,汽车运输优于铁路运输,所以下文均以汽车运输方式进行阐述。
2.4.1 样车车体的运输
将车体与悬浮架分开运输,车体采用特种低平板车装运,但不得超出公路限高,因此空调机组需拆除单独运输。车下大量的吊挂设备、部件以及个别管路等也需要拆除,运输时车体吊装方法与厂内总装时相同。
2.4.2 样车悬浮架及零散设备的运输
悬浮架需在磁浮轨道上进行拆解,过程与安装相反。将悬浮架模块和拆下的零散设备装箱并进行防护,最后再装上汽车向厂外运输。
2.5 中低速磁浮车样车在厂外的总装
磁浮车体、悬浮架及相关设备零件等到达目的地后,采用与厂内磁浮线路上相同的方式进行总装。
2.6 磁浮车辆样车总装及运输流程
图2为磁浮车辆样车的总装及运输流程。

图2 中低速磁浮车辆样车的总装及运输流程图
2.7 样车的总装及运输存在的问题
中低速磁浮车辆样车的总装方案决定了吊装和运输方式,运输时拆除设备多,总装时间长,安全性不高,工作效率很低,因此不适应批量化生产需要,必须研究新的中低速磁浮车辆总装方案来解决以上问题。
3 中低速磁浮车辆批量化的总装及运输方式
中低速磁浮车辆总装及运输的原则是减少总装及运输费用,缩短总装周期,提高吊装和运输的安全性。
3.1 批量化生产时的吊装和运输方式的探究
为提高运输和总装的效率,降低成本,就必须研究新的吊装和运输方式。通过分析和研究车辆与轨道的结构,确认采用悬浮架整体吊装上线组装及磁浮车辆整体运输的方式,不仅减少了车辆拆分工作,这大大提高了厂内车辆组装效率、车辆运输效率和厂外上线安装的效率。
悬浮架采用整体吊装上线方式,方法是采用专用吊具将悬浮架整体起吊并沿磁浮轨道平移安装到磁浮线路上,而不需要将落成后的悬浮架先分解再安装到磁浮线路上,这样就节省了悬浮架的拆分、组装过程,大大提高了工效。
磁浮车辆整体运输是车体和悬浮架总成后,车辆调试完毕,不需将车体和悬浮架进行分离而是一起运输。此种方式需要制造专用运输车辆。当需要运输磁浮车辆时,将专用运输车上的轨道对正磁浮车辆所在的线路轨道,并采取一定的方法牵引磁浮车辆到专用运输车上,再将磁浮车辆与专用运输车进行捆绑固定,就可将磁浮车辆运输到目的地。到达目的地后,将专用运输车轨道对正目的地的磁浮轨道,实现磁浮车辆从专用运输车到目的地轨道的转移。这种运输方式是最省时省力的运输方式,磁浮车辆批量化生产时推荐采用这种方式运输。
3.2 批量化生产磁浮车辆总装及运输流程
图3为批量化生产磁浮车辆的总装及运输流程。

图3 中低速磁浮车辆批量化生产的总装及运输流程图
4 中低速磁浮车辆批量化生产的总装及运输专用装备
4.1 磁浮车辆车体及悬浮架的专用吊具
厂内总装时需要吊装车体与悬浮架进行落成总装,由于磁浮车辆车下设备较多,车辆吊具需进行优化设计,保证在吊装磁浮车车体时不需拆卸任何车下设备,吊具下部也不需设计成常规吊具的整体托梁结构,以免与车下设备干涉而难以装拆。中低速磁浮车批量化生产时的吊具可设计成门式吊具,下部横梁做成可转动的短臂取代整体托梁结构。
悬浮架采用整体吊装方式时,由于两侧模块通过防侧滚梁连接,两侧互不约束,必须采用专用吊具使两侧模块组装后保持相对位置和尺寸,以顺利通过专用吊具使悬浮架从线路轨道端部整体滑入磁浮轨道并置于预定位置。
4.2 磁浮车辆专用运输车
磁浮车辆专用运输车是磁浮车辆运输的核心装备,可以实现从车辆厂向用户车辆段的直接门对门运输,省去所有的车辆拆卸分解和再装配过程。专用运输车上的轨道可调整与线路轨道高度相适应,并且在运输过程中保证符合沿线公路的限界。图4为中低速磁浮车专用运输车的侧视图与剖视图。

(a) 侧视图
5 结论
新的磁浮车辆总装及运输方案解决了批量化磁浮车辆总装及运输过程中的难题,可大大缩短周期,降低成本,并大幅度提高了工作效率,可以满足磁浮车辆批量化生产的要求。
