机器人自动换模方案研究
2021-08-27冷志斌孔尧魏雪梅吉方靖王金荣江苏亚威机床股份有限公司
文/冷志斌,孔尧,魏雪梅,吉方靖,王金荣·江苏亚威机床股份有限公司
导 语
随着折弯自动化行业的蓬勃发展,高效的换模及模具库位管理已经成为制约产线效率的重要因素。本文结合WILA自动换模系统及机械手,提出了一种新的模具快速精确更换方法。利用WILA的ACT、TIPS功能和折弯分析软件生成的准确的模具工位及编号需求,给到机械手完成模具的更换。
折弯机的主要作用是将金属板材折弯成具有一定形状的工件,通过更换模具和多次折弯得到较为复杂的截面形状,是金属板材加工中不可缺少的设备,被广泛应用于各种金属板材加工行业,如飞机、船舶、汽车、电子设备、仪器仪表和医疗器械等行业。随着这些行业的不断发展,所需的折弯工件日趋复杂且数量庞大,这也对折弯机技术提出了新的需求,即更好的折弯工艺和更高的折弯效率,以应对不断发展的行业需求,同时工件的种类越复杂,所需要的模具种类就越多,如何对众多的模具进行管理就显得尤为重要。因此,折弯机的自动换模技术以及轨迹算法的研究具有重要意义。
目前市面上主流的自动折弯方案是通过机械手和折弯机的组合或者是手动快夹和模具的组合。这种组合方式适用于大批量的生产,模具更换的频次少,模具装夹完成后,机械手夹持金属板件进行加工。但当产品为小批量多批次时,模具更换频繁,人工更换模具的方式耗时耗力,不能满足高效、高质的需求。我们采用的方式是折弯机加机械手加WILA自动换模系统。新增的WILA 自动换模系统以及机械手完成模具的快速更换。
WILA 自动换模系统
核心技术
WILA 自动换模技术主要由两个核心技术组成:ATC(自动换模技术)和TIPS(模具识别与定位系统)。ATC 自动换模技术如图1 所示,模具上带有ATC 接口,可以和满足要求的机械臂进行配合使用,机械臂通过ATC 接口抓取模具进行操作。第二个核心技术是TIPS,即模具识别与定位系统,如图2 所示。TIPS 由多个部分组成,如TIPS 识别标签、带有TIPS 的夹紧系统、控制器以及PC。TIPS 系统通过识别标签对不同的模具进行识别,通过控制器控制夹紧系统对模具的夹持,机械臂通过TIPS 系统知道期望的模具后,通过ATC 接口抓取模具进行操作。

图1 ATC 技术

图2 TIPS 技术
通信流程
WILA 设备数据采集采用的是PC 机作为中间的传输系统,与机械臂和WILA 工具进行数据沟通,通信采用三种数据:数字I/0、数值寄存器以及位置寄存器。
通信流程如图3 所示,机器人向PC 机发送开始信号,PC 机采集WILA 设备的信息,如果设备准备就绪(供电、线缆、温度、电压等都无问题),PC 机向机器人反馈一个OK 的信号(记录在数值寄存器内);如果有问题发生,将人工干预对其进行处理;如果没有问题机器人将继续发送一个位置检测信号,PC 机向折弯机发送检测信号,获取数据完成之后,告诉机器人开始发送数据,发送数据完成之后,再继续发送一个数据发送完成信号,由机器人进行读取。
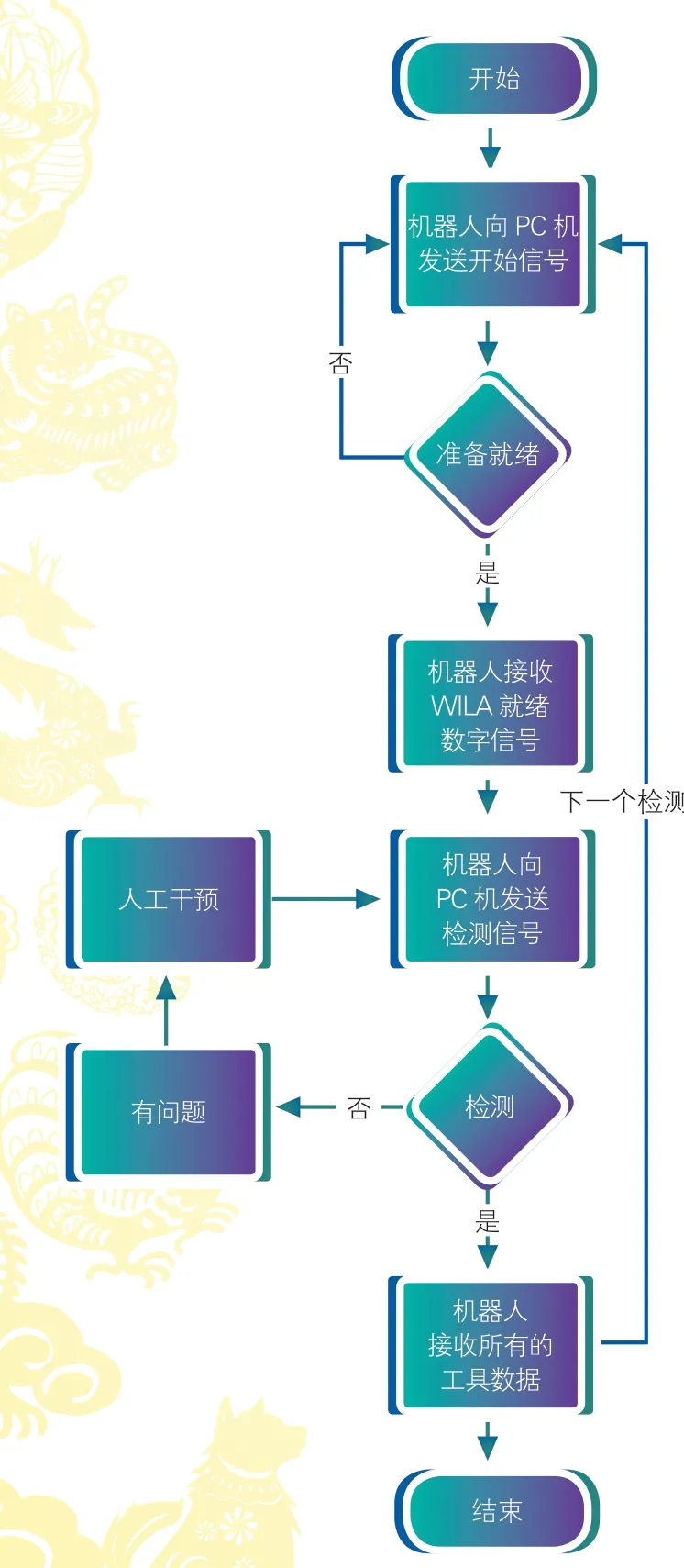
图3 通信流程
自动换模操作
坐标系的选择
折弯机与模具库坐标系原点的选择均位于设备左侧如图4、图5所示的位置,坐标系依据右手法则。
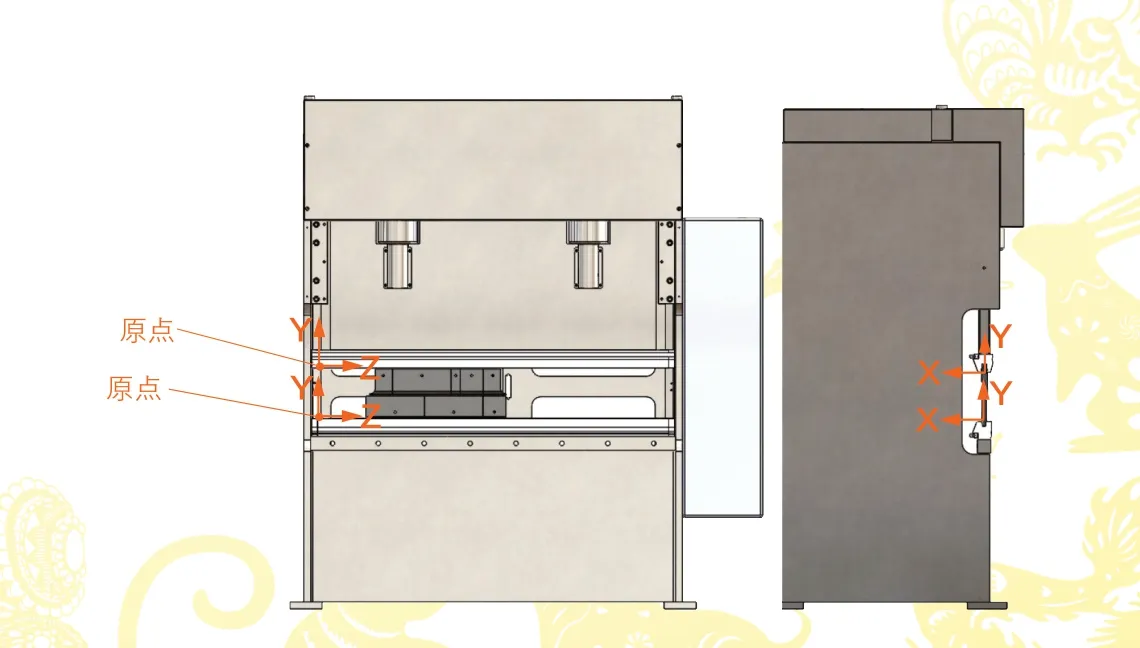
图4 折弯机坐标系

图5 模具库坐标系
抓取点反馈数据
在抓取过程中,折弯机与模具库上模具我们以BIU 模具为例,折弯机与模具库下模具我们以OZU模具为例。
折弯机上夹具:针对折弯机上夹具,参考坐标系原点相对于夹具底部平面距离37mm,相对于前端参考平面10mm,相对于左侧平面0mm,如图6 所示。折弯模具抓取点反馈回来的数据为(ID,X,Y,Z),其中BIU-012 模具X 值为-8.5mm,Y 值为-33.5mm,如图6 中的left horn 的Z 值为TIPS 检测到的值加8.8mm。若为right horn 则TIPS 检测到的值减8.8mm,若无horn 则Z 值为TIPS 检测到的值。

图6 折弯机上夹具
折弯机下夹具:针对折弯机下夹具,参考坐标系原点相对于夹具底部平面距离20.5mm,相对于前端参考平面6.5mm,相对于左侧平面0mm,如图7所示。折弯模具抓取点反馈回来的数据为(ID,X,Y,Z),其 中OZU 模 具X 值 为0,Y 值 为30mm,Z 值 为TIPS 检测到的值。

图7 折弯机下夹具
模具库上夹具:针对模具库上夹具,夹具参考坐标系原点位于左侧,坐标原点相对于底部平面的距离为37mm,相对于前参考平面的距离为10mm,相对与左侧平面0mm,如图8 所示。折弯模具抓取点反馈回来的数据为(ID,X,Y,Z),其中BIU-012 模具X 值为-8.5mm,Y 值为-33.5mm,图8 中的left horn 的Z 值为TIPS 检测到的值加8.8mm。若为right horn 则TIPS 检测到的值减8.8mm,若无horn 则Z 值为TIPS 检测到的值。

图8 模具库上夹具
模具库下夹具:针对模具库下夹具,夹具参考坐标系原点位于左侧,坐标原点相对于底部平面的距离为22.5mm,相对于前参考平面的距离为6.5mm,相对于左侧平面的距离为0mm,如图9 所示。折弯模具抓取点反馈回来的数据为(ID,X,Y,Z),其中OZU 模具X 值为0,Y 值为30mm,Z 值为TIPS 检测到的值。

图9 模具库下夹具
自动换模轨迹计算
模具取放规则
根据优先不干涉的原则,机器人先从折弯机上将不需要的模具取出,放入模具库;然后将需要移动的模具在折弯机上进行移位;最后从模具库取出需要的模具放置在折弯机上。每次执行完以后必须和PC 机进行位置信息确认,保证模具放置精准。
模具需求信息采样
在PC 机上安装折弯工件分析软件,得出模具需求信息,如图10 所示。工控机通过WILA 设备问询系统得到当前4 段模具库实际状态,通过数据比对,根据模具取放规则,自动计算出全部模具ID 放置位置。

图10 分析软件得出的模具需求
简要描述轨迹算法
折弯模具的位置信息如图11 所示,(x.offset,y.offset, z.offset)位置数据为折弯模具换模抓手抓取点,相对于图11 预定好参考坐标系的距离值。我们系统中总共有4 个柔性夹具,分别为折弯机上夹具、折弯机下夹具、模具库上夹具、模具库下夹具。
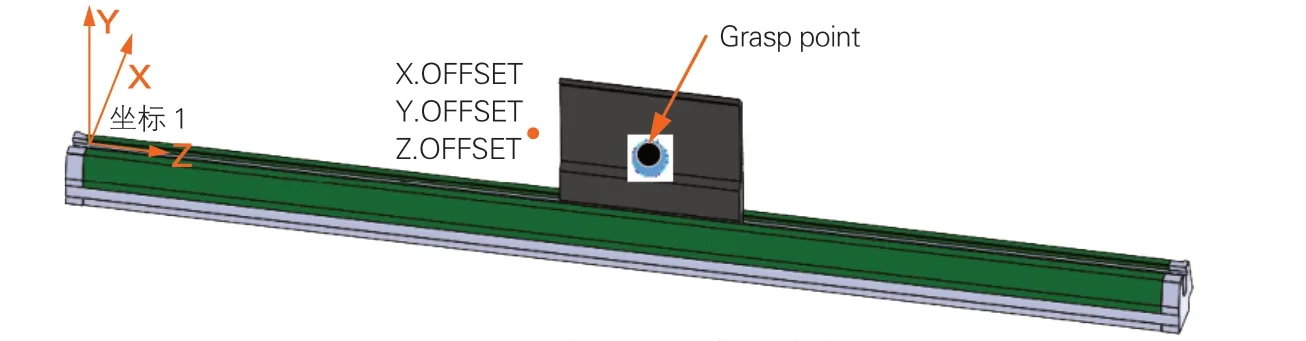
图11 折弯模具的位置信息
结束语
随着行业的不断发展,原来的人工换模必然会慢慢转向先进高效的自动换模技术,本文所采用的自动换模技术,采用ATC 和TIPS 技术实现了模具的精准识别和快速更换,时间和人力成本大大降低。有效提升机器人在折弯产业自动化领域应用方面的技术水平,助力钣金制造行业的产业升级。
