表业螺纹检测技术研究进展
2021-08-24郭晓艳程国飞黄红兵张正刚
郭晓艳 程国飞 黄红兵 张正刚
(1.中山火炬职业技术学院,中山 528436;2.中山市金港源金属有限公司,中山 528436)
螺纹检测是制表行业中的一个重要组成部分。在安装和装配过程中,若螺纹不合格,则会导致表壳与底盖相锁合,在打开时产生咬死或磨出碎屑等现象。因此,螺纹的检测尤为重要。但是,由于螺纹尺寸过小、结构复杂,螺纹检测时,检测结果受人为因素影响较大,易造成错误判断。
1 表业螺纹检测现状
公司生产车间常用的螺纹检测方法有两种:一是单项测量,用带表卡尺测量螺纹大径,因使用方便快捷在生产中大量使用;二是综合测量,用螺纹工作量规测量,即内螺纹(底盖)的作用中径和单一中径都用螺纹塞规(通端、止端)进行检验,外螺纹(壳体)作用中径和单一中径采用螺纹环规(通端、止端)进行检验。若作用中径和单一中径在最大和最小极限尺寸之内,则工件检验合格。
为了保证工作量规的测量精确度,测内螺纹的工作量规的通端和止端还要配有6把校对量规。这种测量方式虽然比较烦琐,但因为其能保证螺纹连接的互换性,且测量过程效率高,所以一直应用广泛。
经过一段时间的检测,车间反馈,虽然卡尺测量在生产现场使用方便,但底盖车削螺纹后大径有毛刺或披锋,或存在如图2所示的不良情况时,所测数值为无效值。使用止环规和通环规检测虽然方便快捷,能快速检出如图1、图2、图3所示的不良品,但实践证明,用这种方法检测图2中的不良情况时容易误判为良品,影响后续工程组装的品质。究其原因,综合测量虽可控制内、外螺纹的可旋入性,但其连接强度和可靠性的控制无法满足要求。因为存在较大的螺距误差、牙型半角误差,圆度、锥度及其他形状误差的零件都可用中径公差来补偿,即通规能通过、止规能止住的内、外螺纹虽然可以彼此旋合,但齿侧面接触的情况并不好,所以连接强度下降,可靠性低[1-2]。

图1 牙坑浅
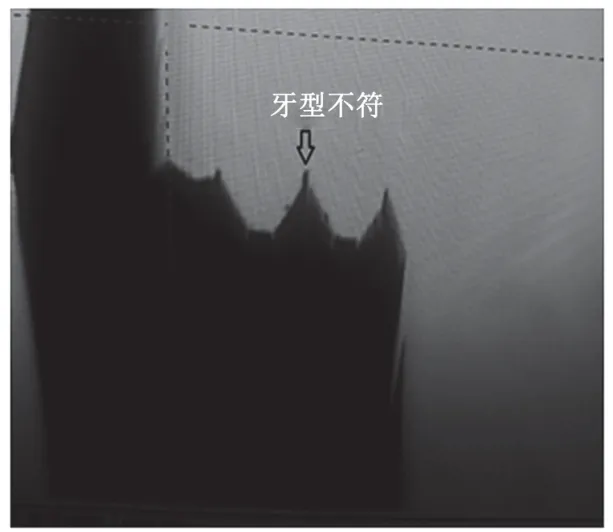
图2 牙型不符
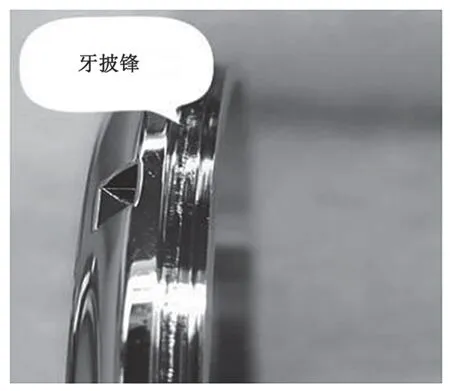
图3 牙披锋
为了解决上述螺纹检测遇到的问题,先采用高倍放大镜(图4)放大已加工的螺纹,再对比标准牙型图片作为检查方法的补充,并以此加入岗位作业卡形成文件。采用标准图谱法完成后续质量检测,基本可以满足目前的检查需要,但检测结果受人工干预较大,在人疲劳时易出现误检,效率将大打折扣。
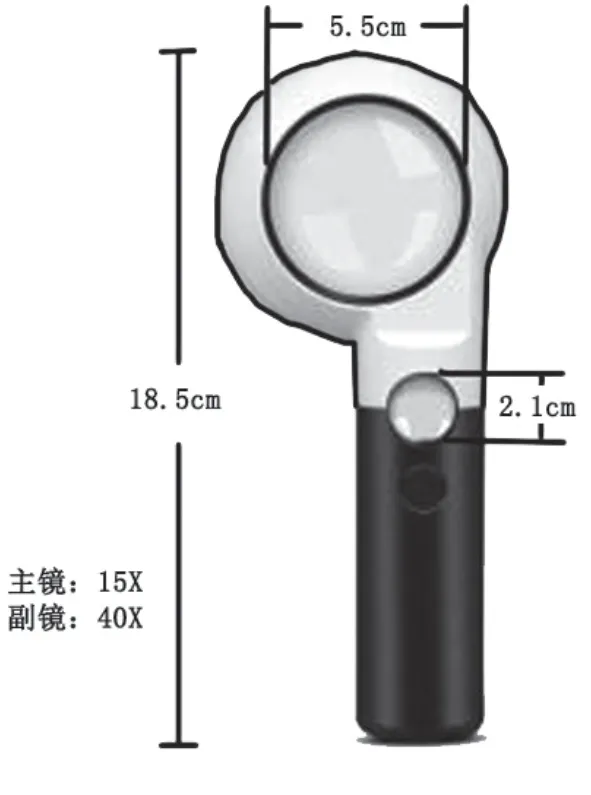
图4 高倍放大镜
2 螺纹非接触式和接触式扫描技术
国内外很多学者研究了螺纹的非接触式和接触式扫描技术。目前,影像测量法和激光三角测量法这两种非接触式测量研究较多。影像测量法的原理是利用万能工具显微镜采集工件投影图像[3],对其进行分析测量。它的优点是一次可测量多个参数,中径测量精度可达微米级别,缺点是只能测量表面质量较高的外螺纹。激光三角测量法是以光学三角测量原理为基础[4],采用激光干涉仪进行测量。但受螺纹本身质量、环境等多方面因素影响,该方法未见实际应用。
接触式测量是利用螺纹综合测量机的扫描探针扫描工件表面轮廓,从而获取螺纹基本参数。该检测方法精度高,速度快,一次可测量多个螺纹参数。对于复杂的内螺纹和小螺纹,它也能够测量。但是,它只能测量螺纹量规,一般不用于工件测量。
3 机器视觉螺纹检测技术
3.1 机器视觉螺纹检测原理和步骤
机器视觉是近年发展起来的一项新技术,实质是用机器来代替人眼检测。通过电荷耦合器件(Charge Coupled Device,CCD)采集图像,再使用计算机分析采集的图像,筛选出合格品。首先,将螺纹工件放在光源充足的待检区。光源的选取直接影响图像清晰度。有研究表明,选用单色激光作为光源可获取清晰图像,能满足检测效果[5]。其次,通过CCD采集螺纹图像进行图像预处理。为降低原始图像的噪点,CCD采集到的图像需经过一系列灰度处理才能提取螺纹边界。最后,由计算机输出信号识别合格件和废品,筛选螺纹工件。
3.2 机器视觉在螺纹检测中的应用
机器视觉技术广泛应用于制造业,实现了自动化无损检测。左建中等人利用CCD作为螺纹几何参数的探测器件,借用模式识别和图像处理技术,实现了对螺纹中径、螺距及牙型角3个重要参数的在线测量[6]。张昊等人通过机器视觉技术和数字图像处理技术并融合机器学习能力,提出了一种基于角点检测算法的更加高效和精确的检测外螺纹参数的非接触式检测方法[7]。卜晨等人研制了机器视觉相应的检测软件。实验结果表明,该软件能实时且高速地检测螺纹。此外,还有诸多学者利用机器视觉对螺纹的缺陷检测进行了研究[8]。
4 结语
采用传统方法检测表业螺纹,不仅过程烦琐、效率低,受人为因素影响较大[9],易引起误判,而且不能实现在线检测。机器视觉作为一项新技术应用于表业螺纹检测,能大大提高检测效率,且精度更高,能实现在线检测,是未来螺纹检测发展的新方向。
