基于两步法纹理映射的曲面零件激光打标技术研究
2021-08-24彭川来
彭川来
(闽南理工学院,福建石狮 362700)
激光打标是利用高能量密度的激光对工件进行局部照射,使表层材料汽化或发生颜色变化的化学反应,从而留下永久性标记的一种打标方法[1]。经过数十年发展,激光打标机已经广泛应用于各个行业。但随着越来越多产品设计成曲面型,直接用二维激光打标机进行打标经常会出现打标图案深度不均匀,图案变形等问题,要解决这类问题就是解决如何有效的把打标图案贴到的曲面表面的问题。考虑到激光打标机通用性,进行三维打标时候应尽量减少对打标物体的参数定义,而两步纹理映射就是为了避免物体表面的参数化,选择类物体表面的曲面作为中介面,先将图像映射到中介面上,在贴到物体表面的技术。文章基于两步法法纹理映射的技术,探讨在曲面零件进行三维激光打标的方法。
1 两步纹理映射原理
纹理映射就是将纹理空间中的纹理像素映射到屏幕空间中的像素的过程,也就是把一幅图像贴到三维物体的表面上。图1给出了纹理映射的过程。

图1 纹理映射过程
包含两个过程:屏幕空间到纹理空间和纹理空间到景物空间。可用下式来描述:(u,v)=F(x,y,z),若F可逆,则(x,y,z)=F-1(u,v),其中,(u,v)、(x,y,z)分别为纹理空间和物体空间中的点,如果能将这些点参数化并建立两者的数学关系,就可实现纹理映射。对于不规则的物体,其物体空间中的点很难参数化,因此很难直接建立纹理空间和物理空间的映射。
对于一些复杂的物体,其曲面一般是非线性的,难以直接参数化,不能直接对其使用纹理映射,但是可以借助两步法纹理映射技术[2]。两步法纹理映射技术将纹理空间到景物空间的映射分解为两个简单的映射的复合,其核心算法是引入一个中介曲面,将映射分成两个过程:纹理空间到中介曲和中介曲面到景物空间[3]。根据物体表面特征的不同,中介面可以选择任一平面、球面、圆柱面和自由曲面等。选择的中介面是否接近物体表面,直接影响到纹理映射效果。
2 两步纹理映射技术
随着机械加工的不断发展,越来越多的零件被做成曲面流线型的,文章主要讨论两种常见零件曲面的两步纹理映射技术的应用。
2.1 类球面曲面
很多零件为了美观会把表面做出是半球面曲面。在这种类球面进行激光打标,可以采取面积约束的半球面纹理映射[4]。对半球面的S映射原理如图2所示。
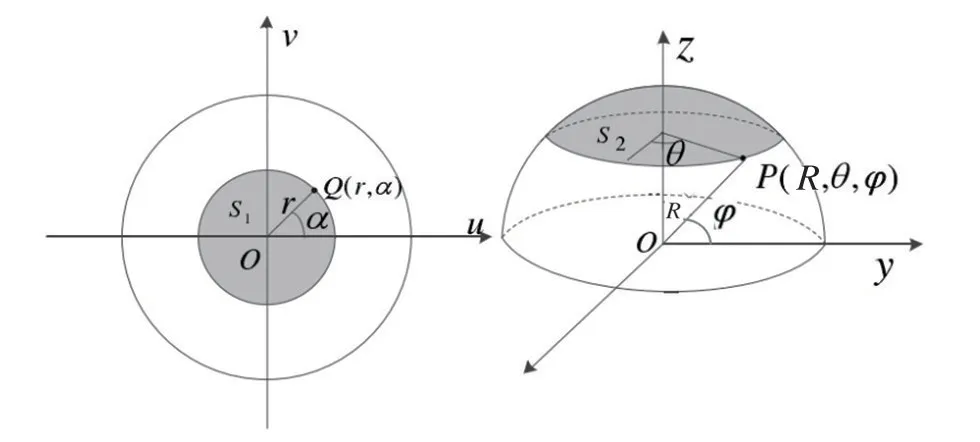
图2 类球面纹理映射图
将圆上的纹理图案映射至半球球冠上,纹理图案上的点用极坐标Q(r,α)表示,面积用s1表示,球冠上的点用P(R,θ,φ)表示,面积用s2表示,令s2=ks1。s1=πr2,s2=2πR(R-Rsinφ),即πr2=2πkR(R-Rsinφ),得r=
用三维坐标Q(u,v)表示,则

假设按照1∶1 进行映射,并取R=1,则纹理坐标可表示为
但实际应用中,一般都是打印在半球面上的正面的某个区域,比如打标区域为1/2~3/4 区域,可取π/12 ≤φ≤π/6,进行限定。
2.2 类圆柱面曲面
对半圆柱曲面的S映射原理如图3所示。

图3 类圆柱面纹理映射图
通过线性变换可将纹理空间与参数空间等同起来,并转换为三维坐标。

因此,纹理坐标可表示为:
实际应用中,一般都是打印在曲面上的正面的某个区域,可对θ进行限定。
3 利用3Dmax建模仿真
3Dmax 是由美国的autodesk 公司生产的一款软件,具有强大的三维建模、逼真的渲染功能和人机交互能力。利用3Dmax进行建模,并调整图4的二维纹理坐标,再将图4 的位图信息导入的软件里面,获得三维纹理信息,再将信息映射到模型表面,实现纹理数据的映射操作[5-6]。通过图5 和图6 的仿真结果看,图形的映射较好,基本没有失真。

图4 进取实践位图

图5 类球面曲面纹理映射仿真图

图6 类圆柱面曲面纹理映射仿真图
4 两步纹理映射技术在激光打标机上的应用
利用类球面曲面和类圆柱面曲面两种模型进行建模,编写激光打标三维效果图自动生成系统,可以根据二维自动生成选定区域的三维图片信息,将三维信息导入激光器的上位机,编辑和控制激光聚焦点在三维曲面的运动轨迹,实现了零件曲面的打标加工。图7给出了二维激光打标机打标曲面效果图,当曲面曲率较大是出现打标深度不均匀,甚至因为聚焦问题无法打出完整图标。图8 给出了基于两步纹理映射技术在激光打标机上打标曲面效果图,打标图案均匀,未出现明显变形。

图7 二维激光打标机打标曲面效果图

图8 基于两步纹理映射技术在激光打标机上打标曲面效果图
5 结语
文章将两步纹理映射技术应用于三维激光打标中,将打标图案通过中介面生成纹理图并转化为三维打标信息,导入激光标记进行打标,避免了对物体表面的参数化,使得三维打标简单易操作,更具通用性。基于两步法纹理映射的曲面零件激光打标技术,对于表面连续或比较规则的物体,具有较好的打标效果。
