汽车焊装生产线节拍分析及优化
2021-08-20秦志刚张洪亮
秦志刚 张洪亮
(一汽-大众汽车有限公司天津分公司,天津300000)
1 前言
汽车制造业进入标准化流水线作业模式后,生产节拍就成为反映车间生产效率的重要指标[1]。节拍的优化提升也成为提升车间生产效率至关重要的工作。传统的节拍优化一般是在规划设计阶段,通过工艺布局、工装设计、仿真验证来实现[2]。但是设备投产运行后,如果再通过大范围更改工艺和工装来提升节拍,将需要大量的投资。因此,在现有工艺布局和设备的基础上进行节拍优化的研究,提高企业的生产效率和竞争力[3]成为新的重要课题。
当前,随着汽车市场的竞争加剧,各汽车制造企业通过快速推出新产品和降低人工成本来增加竞争力,因此汽车生产的高柔性[4]、高自动化率已成为汽车生产线的普遍特点。焊装车间作为汽车生产四大专业中工艺最复杂的车间,其生产线的高柔性、高自动化率要求更高。而且在智能制造2025的背景下,焊装车间已经越来越多地采用可编程逻辑控制器(Programmable Logic Controller,PLC)[5]、机器人[6]、变频驱动、传感器等智能控制手段。同时焊装车间还集合了点焊、弧焊、涂胶、冲铆、螺柱焊、搬运、输送等工艺[7]。因此焊装生产线节拍优化工作,既要考虑各类智能控制设备的特点,还要考虑各类工艺的原理,结合现场实际综合实施。
2 确认节拍瓶颈工位
通过测定每个工位的节拍,编制节拍平衡图(图1),即可确认瓶颈工位。节拍测定时可采用由“起点到起点”的方式,即从一个工作循环中选定一个明显的特征动作点,作为开始计时点,直到下一个工作循环中此特征动作点再次到来,停止计时,即可测定一个完整的节拍。此节拍将包含设备的动作时间和各动作间互相等待的时间。为了保证连续生产中节拍的稳定性,可以采集一定数量的工作循环节拍,取最小的10个工作循环节拍的平均值,作为此工作的实际节拍。在实际工作中,一般采样100个工作循环节拍,采样的工作可以通过PLC编程实现。
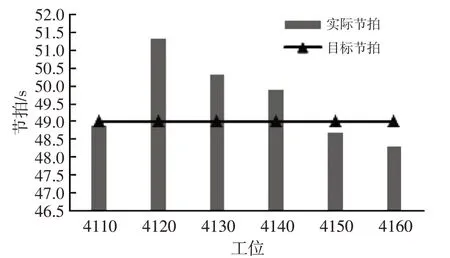
图1 节拍平衡图
3 优化节拍的方法
设备调试完毕,交付投产时,因为设备调试厂家的目标是达到合同约定的节拍即可,再加上设备调试人员能力的参差不齐,所以节拍上往往还有很多可以优化提升的空间。结合工作实践,总结了以下5种节拍优化方法。
3.1 机器人轨迹优化
焊装生产线大量采用机器人,通过机器人来提升节拍是重中之中。常用的方法有以下5种:
a.优化干涉区。多台工业机器人进行协同动作时,工作区域会存在交互工作区,彼此交互的工作区域称为干涉区[8]。在保证机器人无碰撞风险的前提下,尽可能的缩短机器人等待进入干涉区的距离,可减少时间浪费。
b.合并子程序。为了方便控制和调试,工业机器人程序架构是由主程序进行不同动作或工艺的子程序调用,来实现最终功能。调用子程序越多,机器人工作时间越长,通过合并子程序来减少子程序的调用次数,可实现节拍优化。
c.删除多余程序信号。编程人员在设备调试时,为了调试方便或适应多种工况,会加入过多的程序信号。譬如在工作现场,涉及程序调用、运动类型变换、执行工艺动作等时,机器人程序语句中会编写warte bis E23(等待人员请求进入)信号。机器人运行到该语句时,会出现明显的停顿现象。根据现场的实际情况,优化此类程序点,可以显著提升节拍。
d.删除多余过渡点。工业机器人在实际轨迹编程时,为了规避路径上的工装夹具或其他设备等干涉点,会增加一些过渡点,以避免碰撞。机器人在实际运动时,为了经过这些轨迹点,要进行加减速的内部逻辑控制,这会增加机器人的运动时间。通过对具体现场观察与实验,可以删除不必要的过渡点,提升节拍。
e.优化轨迹逼近值。工业机器人在运动时,到达轨迹点有两种形式:精确到达和轨迹逼近。如图2所示,精确到达时,机器人的工具中心点位置(Tool Center Position,TCP)必须精准到达轨迹点坐标,此时机器人会有明显的停顿。轨迹逼近时,TCP不用精确移动到轨迹点坐标,而是沿着轨迹逼近轮廓运行,此时机器人的运动会平滑流畅。根据现场实际,合理设定轨迹逼近值,可以提高节拍。

图2 到达轨迹点的两种形式
3.2 设备参数优化
高自动化率的焊装生产线是由各类自动化设备构成,这些设备运行速度直接影响节拍。设备的最高运行速度参数由设备安全和质量安全两方面决定。
a.在设备安全的前提下,提高设备运行速度。由于设计、调试等因素,设备投产时的速度参数,往往并不是最高速。深入研究各类设备的速度控制原理和设备安全保护原理,可以合理提升设备运行速度。如通过控制焊钳极臂的开合速度,提高焊钳运动速度;通过控制辊床、升降机等设备电机的加减速斜坡和适当超频,提高运行速度;通过调整节流阀、加大气管直径、增加缓冲器等方法,提高夹具气缸的运行速度;
b.在质量安全的前提下,提高设备运行速度。焊装车间的许多工艺质量都是跟设备运行速度直接相关的。有经验的现场工作人员,可以在保证质量的前提下,实现设备的提速。如采用大电流、短时间的焊接规范,提高点焊速度;通过调整工件的匹配间隙,实现高速激光焊接下的质量稳定;通过采用先进的冷金属过渡焊(Cold Metal Transfer,CMT)弧焊技术,提高薄板长距离钎焊的速度;自动螺柱焊,在每次送钉结束后,会设置延时焊接启动时间获得良好的引弧效果,设置合适的延时焊接启动时间,可以提高节拍;自动涂胶设备的出胶速度是由机器人的运行速度决定的,通过优化胶条的长度和位置,既可保证涂胶质量,又可提高涂胶速度
3.3 设备动作时序优化
生产线中的设备都是协同工作,每个单体设备都需要与其他设备“交接”工作,这个“交接”要有序,称之为时序。合理的规划生产线各设备的时序可以减少时间浪费。时序优化中最常用的方法就是将串联时序变成并联时序。如图3所示的升降辊床工位,辊床向下一个工位输送前,需要机器人先离开,再打开定位的勾销缸,然后辊床上升。机器人离开和打开勾销缸之间没有干涉点,可以将机器人离开和打开勾销缸同步动作,每个节拍可节约0.6 s。

图3 升降辊床工位时序优化
3.4 工艺优化
焊装车间主要通过点焊、涂胶、活性气体保护电弧焊(Metal Active Gas arc welding,MAG)/惰性气体保护电弧焊(Metal Inert Gas arc welding,MIG)、铆接等工艺保证车身强度和尺寸要求。合理的优化工艺,可以提高节拍。
a.工艺重布。将超节拍工位的工艺,移到节拍富裕的工位,可实现两个工位都达标。常见的工艺重布包括点焊焊点移动,涂胶胶道移动,MAG焊道移动等;
b.减少冗余工艺。将多余的工艺直接减少,可直接提高节拍。如,为满足总装对不同配置车型的安装需求,每台车身都需要焊接所有螺柱。通过精准识别螺柱的作用,结合射频识别(Radio Frequency Identification,RFID)车型识别技术,只在车身上焊接此车型配置必须的螺柱,可有效减少车身螺柱焊个数,提高节拍。
c.工艺变更。部分工艺对零件尺寸、加工质量要求很高,限制了工位节拍的提升,采用替换工艺,可提高节拍。如,MAG焊对工件的匹配和尺寸有较高的要求,为了保证MAG焊的表面质量和强度,就需要降低MAG焊的焊接速度。将MAG焊改成点焊,可在保证车身强度要求的前提下,提高工位节拍。
d.工艺顺序优化。生产中,在一个节拍内一台机器人要完成多个工艺点,如有的点焊机器人要完成8个焊点,有的涂胶机器人要完成10道涂胶。为了在各个工艺点之间过渡,机器人会增加一些过渡轨迹。通过优化这些工艺点的加工顺序,可以减少过渡轨迹,提高节拍。
3.5 设备改进改造
设备安装到现场后,会存在使用效果未达到最优的现象。运用专业知识,深入结合现场,对设备进行不同程度的改造,可提高节拍。如截短送钉类设备送钉管(如螺柱焊,冲铆等),可节约送钉时间;将接触器控制的电机,改为变频控制,可提升电机速度;实施低成本自动化改进,减少人员上下件和零件转运的时间等。
4 结束语
在智能制造的背景下,汽车焊装生产线越来越向无人化、智能化发展。设备和工艺的复杂性也越来越高,通过深入研究专业知识、结合丰富的现场经验,在现有设备的基础上进行节拍优化的工作,对提高生产效率的作用越来越大。研究分析了识别节拍瓶颈的方法,并从机器人轨迹优化、设备参数优化、设备动作时序优化,工艺优化,设备改进改造等5大方向对节拍优化方法进行了详细的分析和归纳总结。但不同的汽车焊装生产线所采用的工艺不同、设备不同、工位布局也不同,因此对不同种类的工艺、设备、工位布局的独特节拍优化方法进行收集,归纳总结成方法论和案例集进行推广和实践,需要持续进行,助力我国汽车工业提升制造效率。
