柱塞泵配流副滑摩界面摩擦磨损及热力耦合分析
2021-08-18窦振华牛蔺楷赵二辉黄家海
窦振华,牛蔺楷,赵二辉,黄家海
(太原理工大学 机械与运载工程学院,山西 太原 030024)
引言
轴向柱塞泵因工作压力大、效率高和易于变量控制等优点,被广泛应用于工程机械等工况复杂领域。配流副是轴向柱塞泵的关键部位之一,需同时满足支撑、油路分配及密封等多项功能。在高压、高速等工况环境中,由于液压油的黏性耗散以及油泥沉积导致的三体摩擦,使得配流副表面摩擦温升加剧,带来诸如油液变质、密封失效,以及配流盘烧盘等问题[1]。
目前,国内大部分研究集中在预测配流盘及缸体间的油膜厚度变化规律以及分析不同工况对油膜动压润滑特性、黏性剪切特性的影响[2-6],或者在接触面添加润滑涂层[7-8]和添加表面织构[9-10]以改善摩擦性能,对于缸体及配流盘上的温度变化及应力变化鲜有研究。由于配流副相对滑动速度是沿径向变化的,内外径摩擦产热并不均匀,加之不同区域润滑条件和散热程度不同,工作过程中的压力波动使得配流副只有局部接触的摩擦面发生热膨胀,易出现热弹性失稳的现象[11],从而导致温升、摩擦系数波动及磨损机制产生局部性差异。因此,深入研究不同工况下配流副温度场及应力应变场是研究整个轴向柱塞泵配流副摩擦机制和失效形式的基础。
摩擦磨损试验常采用以下方法:标准试验机试验、模拟台架试验、实际使用试验。其中,模拟台架试验及实际使用试验研究成本高且试验周期长,因此对于柱塞泵摩擦副的试验方式常采用标准试验机试验。祝毅[12]利用MMU-10摩擦磨损试验机测试了4种不同加工方式加工的样品,指出摩擦副抛光后具有更好的摩擦性能;姜继海等[13]利用MWF-10摩擦磨损试验机研究了3种不同硬材料与软材料间的摩擦磨损特性,发现粗糙度为0.2 μm时,HMn58-3与20CrMnTi组成的摩擦副磨损量最低,且硬材料粗糙度对试验结果影响更大。
PV值为机械密封设计和使用过程中经常使用的寿命准则及热负荷的近似准数,常被用来评估机械密封使用过程中的耐磨性及耐热性。但相同PV值,不同工况下,密封摩擦过程中发生的热磨损不同,所以单纯地将PV值作为寿命设计准则是不准确的。
基于此,本研究将PV值作为变量,建立了配流盘回转运动的热力耦合计算模型,利用摩擦磨损试验机上的简化配流副开展试验,并运用ABAQUS有限元软件对此过程仿真计算,通过研究配流盘在滑摩过程中的接触热动力学问题,探究PV值对配流副温升、摩擦系数、应力应变等摩擦特性的影响,以期对配流副摩擦磨损研究提供理论指导。
1 数值模型建立及求解
1.1 配流副磨损
如图1所示,主轴通过花键与驱动轴连接,带动缸体及柱塞旋转,在配流盘油路分配作用下,完成柱塞泵吸、排油;柱塞缸体在高压油和中心弹簧共同作用下将贴合配流盘表面,从而减小配流副泄漏,提高柱塞泵容积效率。
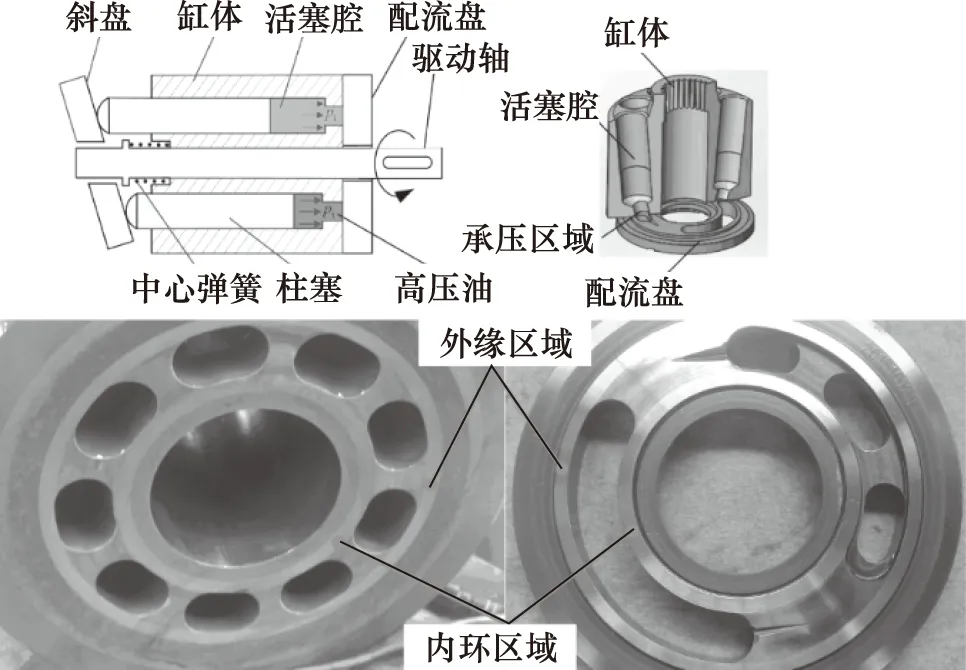
图1 轴向柱塞泵结构图
由工作原理可知,配流盘与柱塞缸体之间是滑动摩擦,润滑状态为边界润滑或者混合润滑,油膜状态由配流孔槽几何形状、接触面周围环境散热情况及缸体压紧力决定。缸体与配流盘通常由软材料与硬材料搭配制成,并且磨损更易发生在软材料上,温度在其中起到了至关重要的作用。
1.2 传热模型建立及求解
本研究主要对软材料制成的缸体进行热力耦合分析。为简化问题,假定以下条件:
(1) 由于配流盘及柱塞缸体均呈轴对称分布,且假定所受压力、温度作用及约束情况也均为轴对称分布,则物体内部温度场和应力应变场将对称于中心轴线,故问题可简化为只与极径r和轴向距离z有关,不随极角θ变化的圆柱坐标系下空间轴对称问题,由摩擦产生的耗能全部转化为摩擦热,且均被配流副吸收,并忽略液压油的对流散热及空间辐射散热的影响;
(2) 配流盘与柱塞缸体材料均认为是常物性参数,除摩擦接触面认为是理想导热外,其余空气和其他机械结构接触表面均认为是绝热边界;
(3) 配流盘与柱塞缸体始终平行滑动,忽略倾覆力矩及液压油膜变形对温度场的影响。
根据傅里叶定律和能量守恒定律建立配流盘空间轴对称非稳态导热方程为:
(1)
热边界条件:
t=0,T(z,r,T)=T0
(2)
(3)
式中,α—— 热扩散率
λ—— 导热系数
ρ—— 密度
c—— 比热容
T—— 温度
T0—— 初始时刻温度
t—— 时间
q0——t时刻接触面热流密度
依据假设(1),摩擦产生的耗能全部转化为摩擦热,并作为热流密度qT全部流入配流副上、下摩擦面,利用试验测得的摩擦系数计算得:
(4)
式中,μ—— 摩擦系数
n—— 转速
R1,R2—— 内、外环半径
p—— 压力
由于对摩接触面材料属性不同,导致摩擦热在端面分配比例也有差异。上下摩擦面之间通过摩擦所产热量可按比例Kp分布:
(5)
式中,下标p代表配流盘;下标c代表缸体。
所以上摩擦面所分配的热流密度为:
(6)
式中,A为接触面面积。
1.3 热应力模型
配流盘中任意单元的应力应变关系为:
σ=D(ε-ε0)
即:
(7)
式中,εz,εr,εθ,γzr分别为轴向正应变、径向正应变、环向正应变及剪应变,并有:
εz0=εr0=εθ0=βT
(8)
其中,βT为由于物体内部存在温差,引起的热膨胀量。
弹性矩阵D为:
(9)
(10)
式中,β—— 材料的膨胀系数
E—— 弹性模量
υ—— 泊松系数
2 试验及仿真方案
2.1 试验方案
试验采用MMU-10H摩擦磨损试验机模拟配流副滑摩工况,试验机实物如图2所示。摩擦上试样采用柱塞泵缸体常用材料CuPb15Sn5,下试样选用配流盘常用材料42CrMo。下试样加工遵循柱塞泵配流副加工工艺,将42CrMo胚料粗磨后热处理。首先选用调质工艺,将胚料加热至940 ℃,保温90 min后淬火,然后设定640 ℃回火温度进行高温回火,保温180 min后冷却至室温;随后进行渗氮处理,渗氮时将试样加热到520 ℃,保温8~12 h后温度增至600 ℃ 再保温6~10 h;冷却后对试样精磨,去除渗氮表层化合物并使粗糙度达到0.4 μm。上试样直接加工,加工后表面粗糙度为0.2 μm,试样材料参数见表1,试样成品如图3所示。
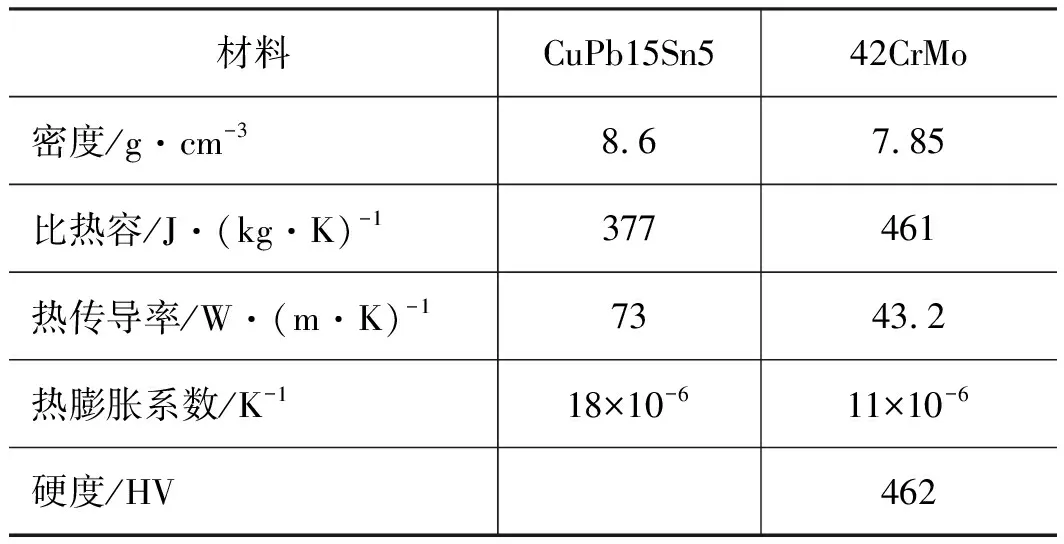
表1 材料特性参数
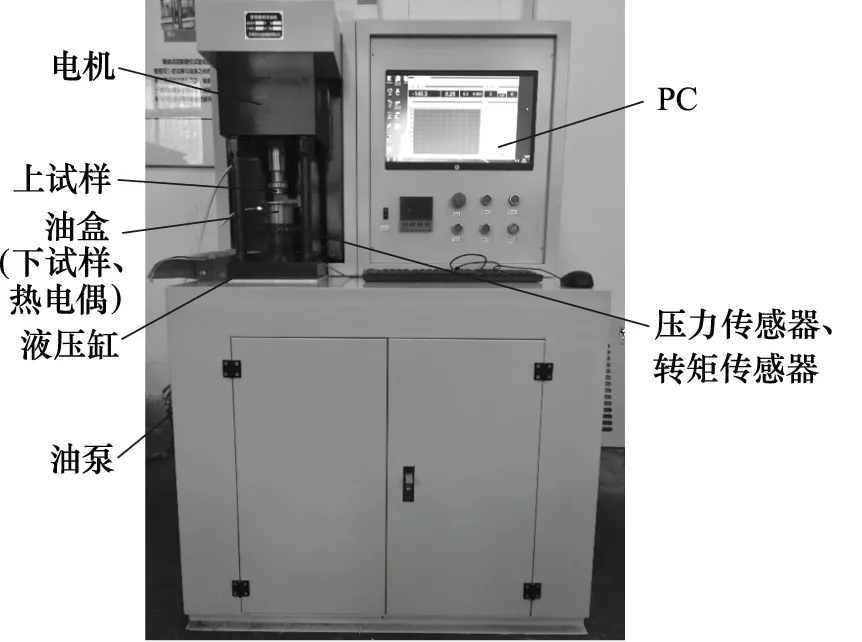
图2 盘-环端面摩擦磨损试验机原理图
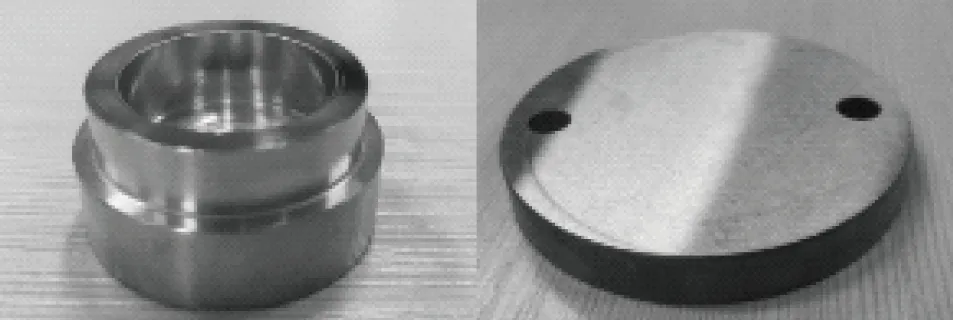
图3 上试样及下试样示意图
试验采用控制变量法,所有试验在固定时间(总时长为3600 s)以及固定PV值(压力×线速度为1.8, 3 MPa·m·s-1)的预定工况下进行,试验分组如表2所示。使用热电偶全程记录试样温度变化,并采用润滑油泵对试样润滑,试验过程中随时调整流量,保证试验全程为浸油润滑,试验中采用常用抗磨液压油L-HM 46(ρ=870 kg/m3,γ=46 mm2/s)。在试验前后,利用丙酮超声清洗去除试样表面氧化物及杂质,之后用酒精对试样进一步的清洗。试验前后,使用精度为0.0001 g的分析天平对试样重量进行测试,以确定磨损质量。试验后利用VHX-600超景深三维显微系统对上试样表面形貌观察。
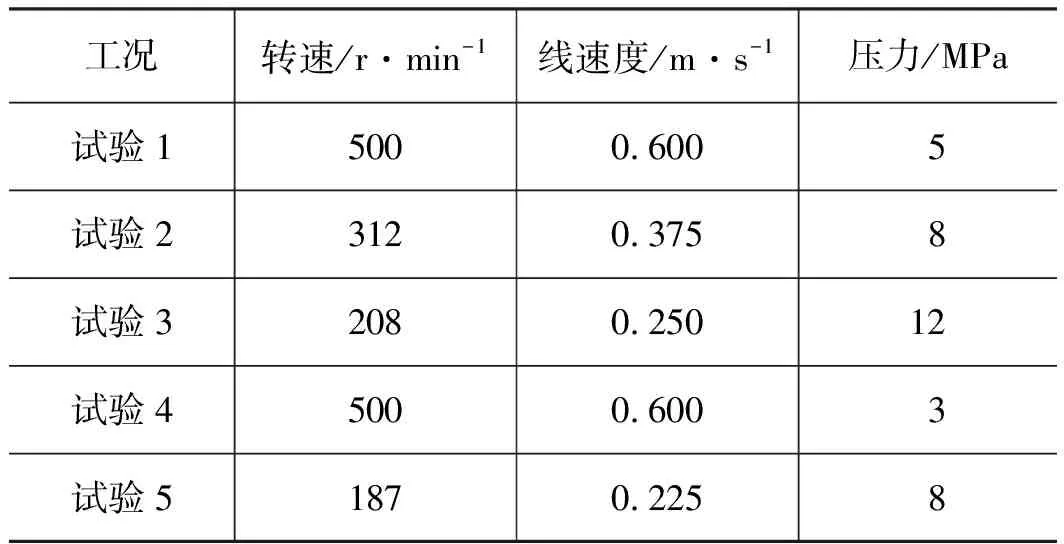
表2 试验工况
2.2 仿真方案
本研究采用ABAQUS/Explicit对摩擦副热力耦合数值模型进行模拟,选取上试样为可变形实体,下试样视为刚体,仿真工况同试验工况,选取上试样接触面中间任一单元作为检测节点。切向行为选取罚函数作为计算摩擦公式的算法,法向行为选取“硬”接触模式,考虑外部环境与试样在摩擦过程中的辐射散热。在网格划分中,为保证摩擦接触面附近温度场及应力场计算分析结果的准确性,对上试样接触面附近的网格进行加密处理,最终网格划分如图4所示。
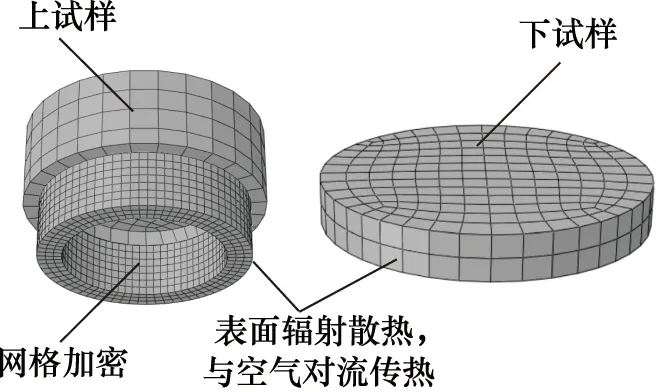
图4 模型网格划分
3 磨损机制分析
3.1 摩擦系数与温度变化
不同工况下42CrMo与CuPb15Sn5配对副的摩擦系数曲线,如图5所示,端面温度曲线如图6所示。可以看出,5组数据最初摩擦系数均约为0.08,但随时间推移,逐渐开始了偏差。试验1~3是PV为1.8 MPa·m/s的3组对照试验,其中,试验1的初始阶段出现了较大的摩擦系数波动,最高达到0.15,随后在950 s降低至0.09左右,并一直保持至试验结束;试验2及试验3的摩擦系数均未波动,在试验初始阶段,2种工况的摩擦系数几乎相同,在200~400 s,试验3比试验2的摩擦系数低0.01左右,直至试验进行至800 s后,试验3依旧保持在0.08左右,而试验2出现了略微下降,约为0.07,说明在试验开始时,2种工况的润滑条件相似,但随着试验的进行,2组试验的端面温度出现偏差,试验3温度达到49.2 ℃,试验2为44.6 ℃,温度越高,润滑油黏度越低,并且后者的较高转速更有利于动压润滑油膜的形成,从而使得试验2的摩擦系数较低。通过对前3组试验0~200 s的摩擦系数曲线及温度曲线局部放大可以发现,尽管曲线差别较小,但还是可以明显看出压力越高,摩擦系数及温升越大。
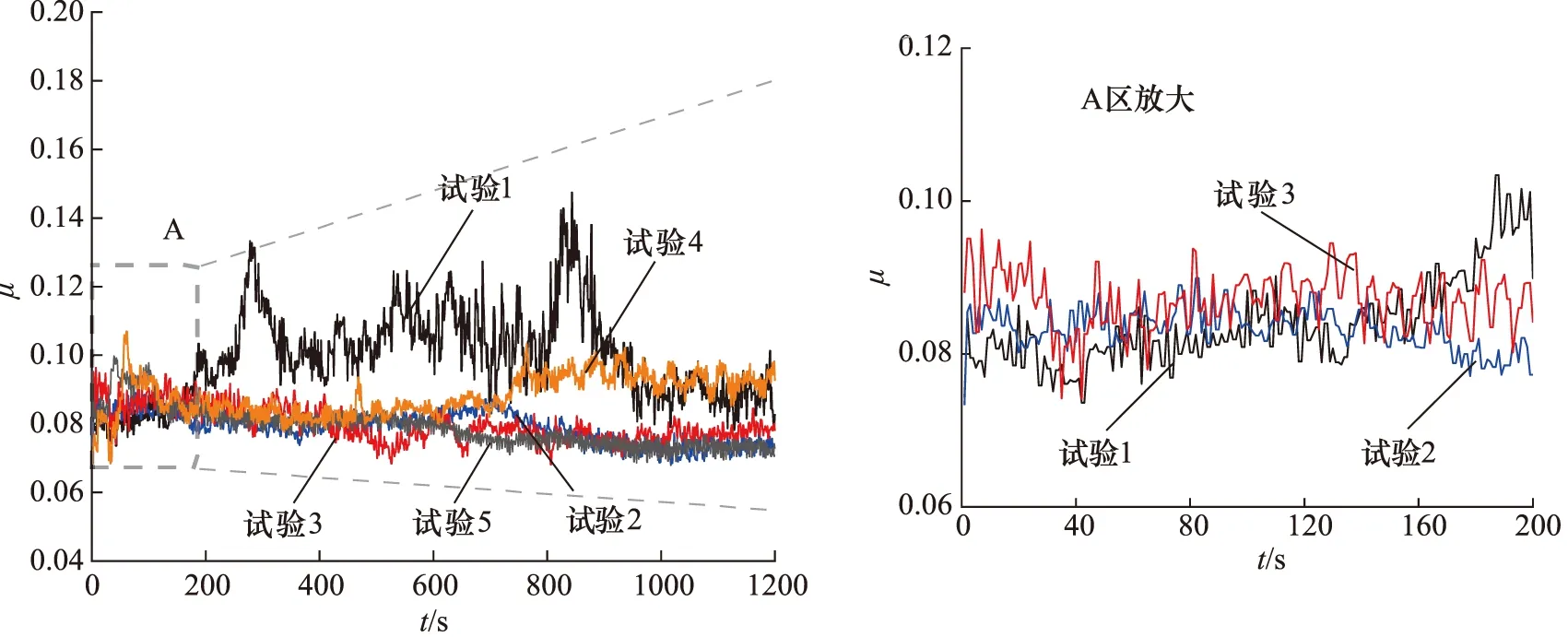
图5 不同工况下摩擦系数曲线
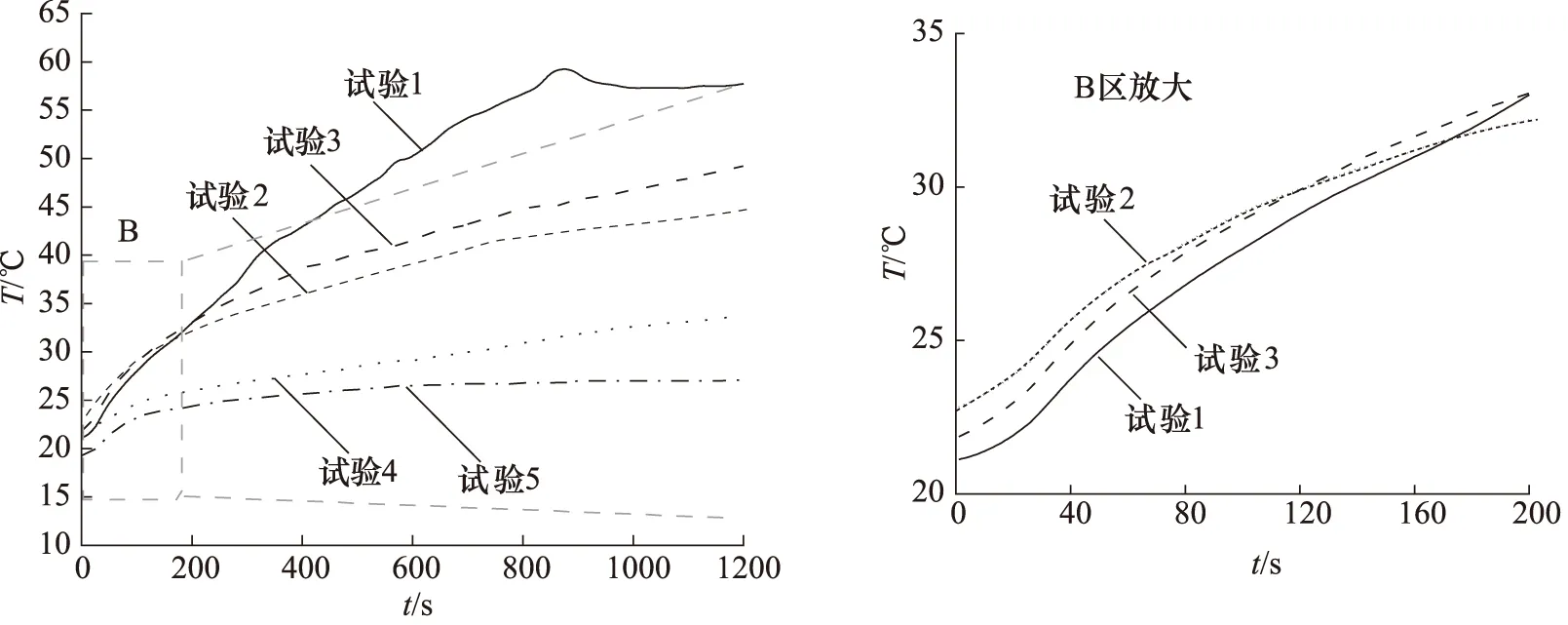
图6 不同工况下端面温度曲线
试验4及试验5是PV是1.8 MPa·m/s的2组对照试验。其中,试验4的摩擦系数在0~200 s时,与其他试验一致,约为0.08,随后出现小幅上升,直至试验结束时与试验1几乎重合,约为0.9;试验5的摩擦系数在第100秒时出现了波动,随后一直下降,由0.08下降至0.07。PV为1.8 MPa·m/s的2组试验的温度曲线与PV为3 MPa·m/s的3组试验有较大差别,试验4的初始温度为22.1 ℃,试验结束时温度为33.7 ℃,温升为11.6 ℃,试验5从开始的19.4 ℃增加到27.1 ℃,增加了7.7 ℃。通过对比发现低PV值的温升远远低于高PV值,润滑油黏度在相同试验时间会更高,因此摩擦系数会更低。
图7为5组试验上试样重量变化对比,可以看出试验磨损率与摩擦系数的变化趋势一致。其中,试验1的磨损率最高,为0.20175 g,试验2的磨损率是试验1磨损率的11.77%,试验3的磨损率是试验1磨损率的45.23%,试验4是试验1磨损率的32.44%,试验5是试验1磨损率的9.99%。

图7 试样磨损量
3.2 接触面表面形貌
图8为5组试验后的实物图,图9为5组试验的表面形貌图,由于上下试样硬度差距较大,因此主要分析摩擦表面破坏更严重的上试样表面。试验1上试样表面被完全破坏,摩擦边缘由于高温而导致材料强度降低,压出向外卷的毛边,通过显微镜放大后如图9a所示,试样表面出现了金属层大片剥落,并伴随有裂纹及犁沟产生,部分区域的压痕表明试样表面出现塑性变形;与之对应的下试样表面微突峰被磨平,并有大片铜颗粒聚集形成片状铜质转移膜,如图9b所示。试验2磨损程度较轻,表面仅分布少量较浅的磨痕,且没有出现毛边,由图9c、图9d所示的表面形貌图可以看出,上试样表面粗糙峰结构清晰,部分区域出现了直径较小的点状剥落;下试样表面较为光洁。试验3表面存在磨痕但未被完全压溃,侧边出现了轻微的卷边,如图9e、图9f所示,上试样表面存在大量犁沟,少量粗糙峰被磨平,出现了轻微的塑性变形,除此之外还有轻微被氧化迹象;下试样表面有明显的犁削现象,并有少量粗糙峰被磨平,局部有点状铜质转移膜,但相比于试验1,整体磨损程度较轻。
试验4表面有明显的磨痕,由图9g、图9h可以看到,试样表面存在少量较深犁沟且有塑性变形出现;下试样表面存在少量的铜质转移膜,但痕迹较浅且未连成片。图8e为试验5上试样磨损图,表面较为光滑,侧边轮廓完整,图9i为试验5上试样的表面形貌图,表面粗糙峰保存完好,未出现明显的磨损痕迹;下试样表面有轻微的磨痕,但未发现铜质黏附物,如图9j所示。PV值由3 MPa·m/s降低至1.8 MPa·m/s后,整体磨损程度得到了改善。
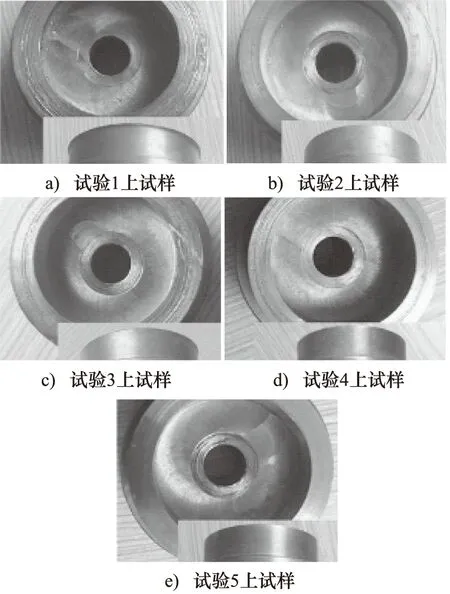
图8 试样实物图
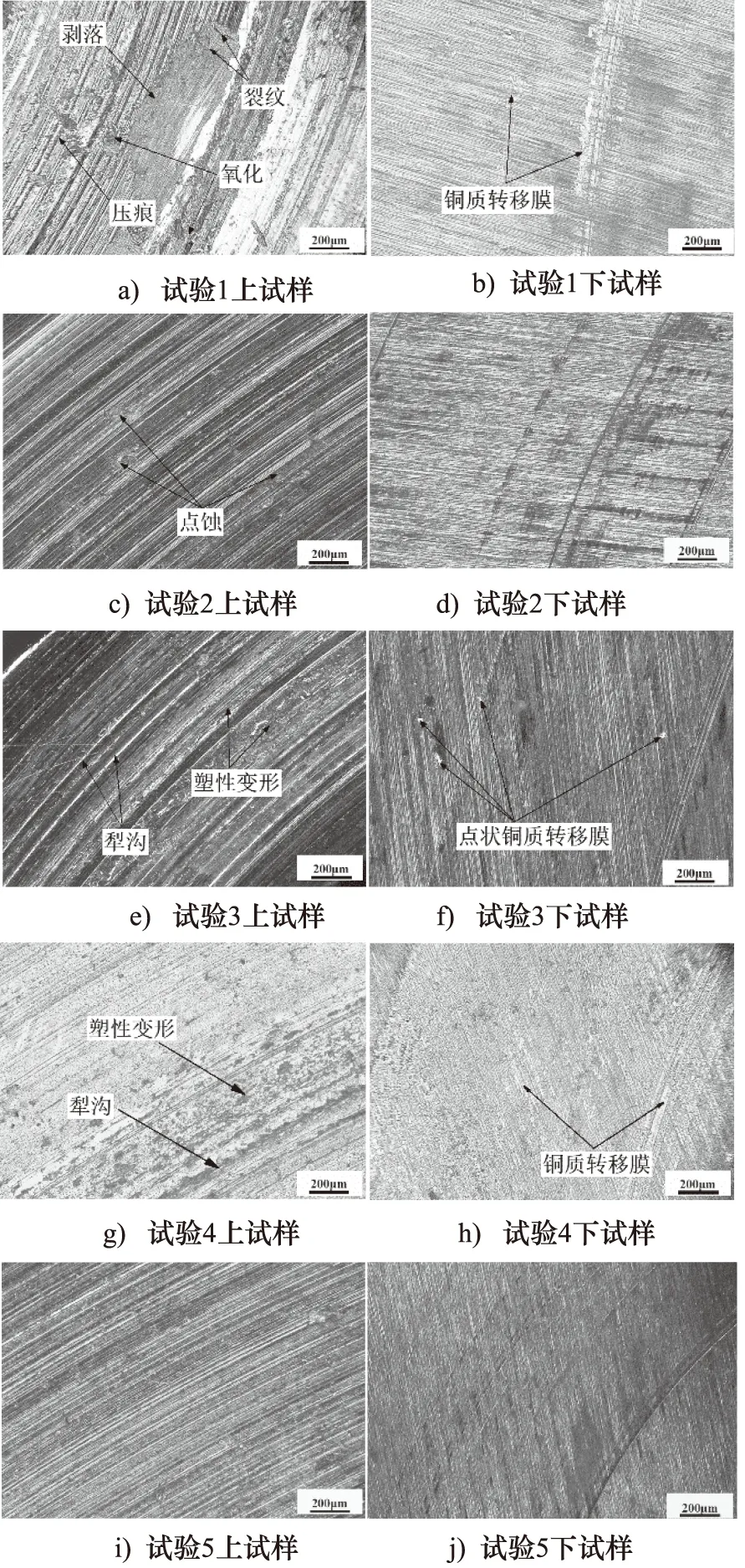
图9 试样表面形貌
3.3 磨损机制
在摩擦的初始阶段,接触面之间还未形成完整的流体动压油膜,摩擦主要表现为接触面粗糙峰之间的直接摩擦,此时的磨损机制主要为由于剪切力被剥落下来的微凸峰在摩擦接触面之间形成三体磨粒磨损,工程中将此阶段称之为磨合阶段。这一阶段,粗糙峰的存在使得实际接触区域的压力远远大于给定压力,因此压力载荷将显著的影响接触面磨损程度[14]。当磨合阶段结束后,接触表面粗糙峰被磨平,加之硬试样表面形成光滑的转移膜,此时接触面间的润滑效果将由转速主导,虽然高转速有助于流体动压油膜的形成,但过高的转速会导致油膜破裂,增加摩擦面的接触面积。
因此由图6所示,在0~200 s,压力较低的试验1的温升较其他2组试验更为平缓;在200~1200 s,试验1的温度上升速度加快,最高时达到60 ℃,内部热应力快速上升并且在边缘处聚集,表面在磨合阶段造成的微小缺陷被热应力扩大,使得磨损机制由前期的磨粒磨损转化为黏着磨损,温度过高导致的润滑油黏度下降也促使了润滑油膜质量下降及裂纹的扩展。
当PV值降低后可以发现,试验4及试验5的温升幅度降低,有助于提升润滑性能,但由于试验4转速达到了500 r/min,其磨损程度依旧比试验2及试验3更高,试验5仅存在轻微的刮擦磨损,表面没有明显磨痕。
3.4 热力耦合分析
通过试验发现,配流副滑膜过程中产生的热应力易导致严重的摩擦磨损破坏,尤其是相同PV值工况下,试样的磨损有很大区别。为了更清晰地探究配流副滑膜过程中的热应力和摩擦磨损机理,因此在试验基础上开展了仿真分析工作。
上试样端面模拟温度曲线与试验温度曲线对比如图10a~图10c,仿真温度分布云图为图11b、图11d、图11f ,时长为滑摩过程前200 s。通过该表可以发现,试验温度略低于仿真温度,主要是因为仿真模型进行了一定程度的简化,忽略了实际试验中油液对流换热、设备夹具导热等因素,但两者误差较小,可以认为仿真过程较大的还原了试验过程。
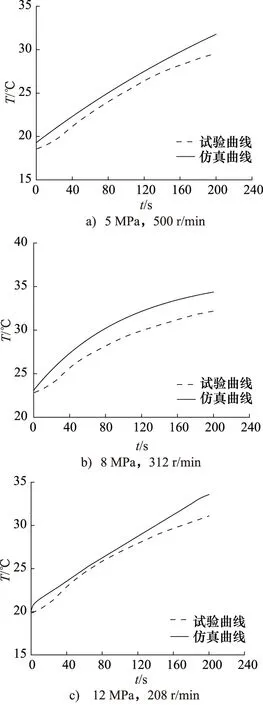
图10 试验与仿真温度曲线对比
图11a、图11c、图11e为3种工况上试样接触面压力分布图,均出现了局部应力集中的现象,且整体分布为内径处压力明显低于外径。这是因为在两接触面摩擦过程中,个别较高粗糙峰的接触以及材料的不均匀性,总会在个别区域出现“热斑”[15],这些区域的热应力比其他区域高,使得其热变形也会较高,导致端面接触不均匀,“热斑”处的变形会越来越严重,直至产生塑性变形或者损伤。
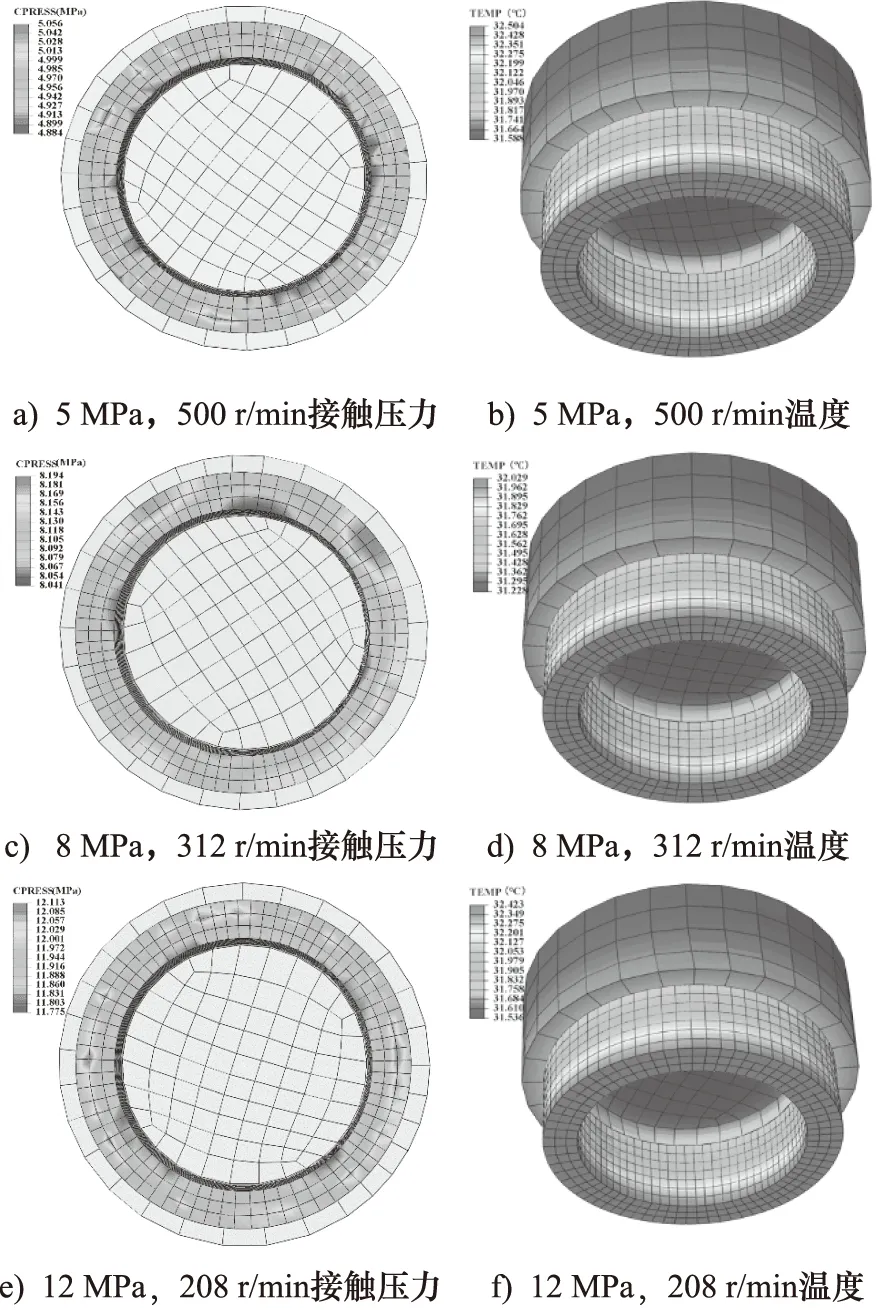
图11 200 s后上试样端面压力及温度云图
为了分析温度对于应变的影响,除了等PV值的3种试验工况,还增加了静止施压工况,由于接触面没有相对滑动,温度会一直保持环境温度直至结束。如图12所示,在仅静止施压时,其塑性应变快速上升至5×10-5后保持不变;5 MPa,500 r/min的等效塑性应变最初为5×10-5,第90秒时开始上升,第200秒达到了2×10-4;8 MPa,312 r/min的等效塑性应变最初为1.26×10-4,第110秒时开始上升,第200秒达到了2.29×10-4;12 MPa,208 r/min的等效塑性应变最初为2.28×10-4,第130秒时开始上升,第200秒达到了3.43×10-4。可以发现,除静止施压工况外,其他3种试验工况均出现塑性应变值稳定一定时间后还会上升,这是由于摩擦热导致的热塑性变形。压力越高,其初始塑性应变越大,但速度越高,接触面产生热塑性变形的时间点就越早,这是由于转速升高导致摩擦面温度升高,进而导致材料强度降低,因此更易达到材料产生塑性应变的应力极限。
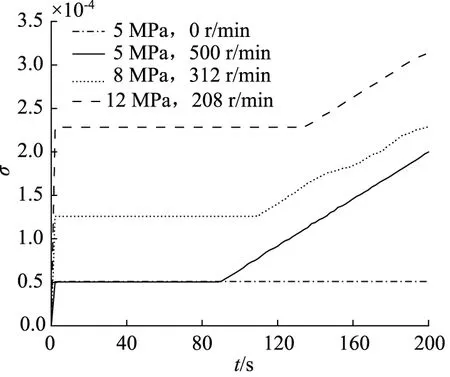
图12 不同工况下等效塑性应变曲线
4 结论
配流副是轴向柱塞泵中的重要摩擦副,针对配流副滑摩过程中的摩擦磨损问题,建立了配流副轴对称非稳态热传导方程,利用ABAQUS有限元软件进行了配流副热力耦合分析,并利用端面摩擦磨损试验机进行试验验证,结论如下:
(1) 在滑摩初期,实际接触面积较小,且摩擦表面温度较低,增加压力会增大接触面温度及摩擦系数,此时的磨损机制主要为磨粒磨损;随着配流副持续滑摩,摩擦表面粗糙峰被磨平,实际接触面积增大,加之摩擦表面温度升高,材料强度降低,压力影响逐渐降低,高转速成为了摩擦面温度及摩擦系数增大的主要因素,此时的磨损机制主要为黏着磨损;
(2) 在配流副滑摩过程中,转速及压力对摩擦温升及摩擦磨损特性的影响具有显著非线性特征;摩擦温升和磨损均随PV值增大而加剧,但当PV值保持一定时,转速对温升和磨损特性的影响明显大于压力造成的影响。
