毛竹销(钉)的高速旋转摩擦焊接性能研究
2021-08-16李素瑕张海洋程良松鞠泽辉卢晓宁
李素瑕,张海洋,程良松,鞠泽辉,卢晓宁*
(1.南京林业大学 材料科学与工程学院,江苏 南京 210037;2.中南林业科技大学 家具与艺术设计学院,湖南 长沙 410004)
木材摩擦焊接是一种高效、环保的无胶胶合技术,它分为线性振动摩擦焊接和木榫旋转摩擦焊接2大类。其中木榫旋转摩擦焊接因其机械强度高、操作简便、加工成本低等优点具有较强的推广优势,在我国已受到了越来越多人的关注。其原理是:高速旋转的木榫在外力作用下快速插入到已经预钻好孔的木质基材内(基材孔径小于榫径),由于摩擦生热导致木材中以木质素和半纤维素为主的的聚合物发生软化、熔融和流动,当到达预定的深度立即停止摩擦运动,此后熔融的聚合物迅速冷却、固化,并与纤维素形成胶质缠结网络,从而在木榫与孔壁之间形成良好的焊接胶合界面,通常只需要3~5 s即可完成[1-7]。它不需要借助任何石化胶粘剂,真正意义上实现了木材与木材的无胶胶合。A.Pizzi等通过研究证明了木榫旋转摩擦焊接技术可以通过合理的焊接工艺获得与PVAc(聚醋酸乙烯酯乳液)胶合相当甚至更高的接合强度,指出该技术可以广泛应用于家具装配、室内装修、建筑结构、木质工艺品的制作等领域[1-8]。
中国是“世界竹业大国”,竹林面积是世界竹林总面积的1/3,其中毛竹林面积占中国竹林总面积的74%[9]。竹材也是一种天然可再生的高分子材料,竹材的化学成分与木材类似,主要由纤维素、半纤维素和木质素等组成,毛竹中大约含有22%~28%的木质素、20%~26%的半纤维素、40%~60%的纤维素[9-10]。根据木材摩擦焊接原理,竹材也完全可以实现有效的摩擦焊接。张海洋等[11-12]研究了展平毛竹的线性振动摩擦焊接性能,指出通过合理的焊接工艺,可以获得大约6.2~7.2 MPa的平均焊接强度;J.B.Hu等[13]利用线性振动摩擦技术将竹材与木材进行层积复合,其焊接带的平均拉伸强度值达到了相关家具工业标准和木材工业标准。到目前为止,竹材的旋转摩擦焊接工艺还没有开展研究,竹材具有较高的强重比和优良的力学性能,毛竹销钉跟木榫一样,也常用于木家具、竹制品或其他木质工艺品的装配,因此,将竹销钉代替木榫进行旋转摩擦焊接应用到家具、室内、木结构建筑或其他木制品的装配中具有一定的现实意义。
国内外大量研究结果显示,木榫与基材孔的相对直径比(或直径差)是优化焊接强度的关键参数[1-7]。孔径较小、榫径较大时,能够增大孔壁侧向压力,木榫可为界面层提供更多的焊接材料。A.Pizzi等[1]、F.Kanazawa等[6]和G.Rodriguez等[7]证明了木榫直径与预钻孔径比为10/8时(即榫径/孔径=1.25)能获得最高的焊接拉伸强度。竹材虽然也是木质纤维素材料,但其物理、化学性能与木材还是有较大的区别。为了获得较好的竹销钉与木材的焊接效果,有必要寻找竹销直径与基材孔径的最佳比值,以及探索竹材旋转摩擦焊接胶合机理。通过重点分析竹销钉与榉木基材在不同榫径与孔径比值下的焊接强度、温度变化和物理化学反应机理,探索最佳的焊接效果和最优的榫径与孔径比。同时将竹销钉的旋转焊接强度与木荷榫、榉木榫的焊接强度,以及PVAc胶接强度进行对比。
1 材料与方法
1.1 材料准备
1.1.1 竹销或木榫准备 毛竹(Phyllostachyspubescens)销钉的产地为江西婺源,由江西顺天竹制品厂提供,气干密度约为0.68 g/cm3。竹钉表面光滑,尺寸分别为Φ10×100 mm2(60个)和Φ9×100 mm2(10个)。为了便于竹销顺利插入基材内部,将竹销两端倒角45°,干燥至含水率3%~5%待焊接。木荷榫因其价格低、强度高,是目前家具工业最常用木榫之一。榉木榫是经研究发现具有最高旋转摩擦焊接强度的木榫之一。因此将二者的焊接强度作为竹销钉焊接强度的对照组。木荷(Schimasuperba)圆榫和榉木(Fagussylvatica)圆榫的数量均为10个,其尺寸和形状与竹销钉一致。木荷榫的气干密度约为0.68 g/cm3,榉木榫气干密度约0.72 g/cm3,焊接前均干燥至含水率3%~5%。
1.1.2 基材准备 榉木基材为市场购买的进口欧洲红榉木,气干密度约0.72 g/cm3,锯解成尺寸为50×50×20 mm3(长×宽×厚)的基材块(共90个),含水率为10%~12%。
1.2 试件制备
1.2.1 焊接试件的制备 焊接试件分为竹销与榉木基材焊接,木荷榫与榉木基材焊接,榉木榫与榉木基材焊接3种。如图1所示,利用台钻将高速旋转的竹销钉或木榫插入已经预钻好孔的榉木基材中,待竹销或木榫插入到基材底部立即停止旋转,整个制作过程只需要3~5 s即可完成。焊接设备为西湖牌台铣钻床,型号ZXJ7016。竹销或木榫的旋转速度都控制在1 500 r/min。因榉木基材的材质较硬,插入阻力较大,手动插入速度较慢,为200~300 mm/min。基材中的预钻孔有2种:一种是恒定孔径,直径分别为10、9、8、7 mm和6 mm;另一种是渐变孔径,孔径从Φ8 mm至Φ6 mm从上至下逐渐变小。将80个焊接好的试件在环境温度为20~25℃,相对湿度为60%~80%的室内环境放置14 d达到平衡含水率后再进行力学测试。
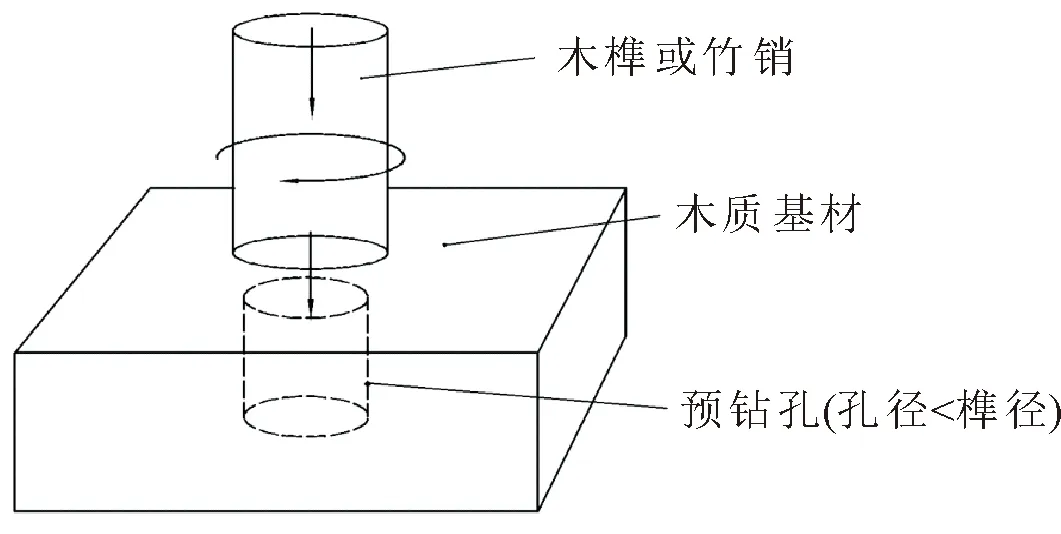
图1 木榫或竹销的旋转焊接示意图
1.2.2 胶接试件的制备 将涂胶后的毛竹竹销(Φ10 mm)插入已涂胶的榉木基材孔(Φ10 mm)中,放置在环境温度为20℃~25℃,相对湿度为60%~80%的室内,7 d后待胶层完全固化进行力学测试。共制作了10个涂胶试件,作为焊接强度的对照组。胶种为家具工业最常用的聚醋酸乙烯酯乳液PVAc,俗称乳白胶,pH值为6.7,固体含量为48.2%,粘度为0.63 Pa· s。总涂胶量为150~200 g/cm2。
1.3 试验方法
1.3.1 力学性能检测 采用万能力学试验机对所有焊接试件和涂胶试件进行拉伸抗拔力测试,力学机型号为UTM5105,最大试验力10 kN,测试标准参照GB/T 14018-2009《木材握钉力试验方法》,测试时下方竹销钉固定不动,以2 mm/min的加载速度向上拉拔木质基材,直至基材完全拔出时停止测试,即可测出最大的抗拉拔力。再按照下式计算拉伸抗拔强度[7]:
(1)
式中,σk——拉伸抗拔强度(MPa);Fmax——拉伸抗拔力(N);S——焊接带面积(mm2);R——预钻孔顶部半径(mm);r——预钻孔底部半径(mm)(当预钻孔为恒定孔径时,r=R);h——预钻孔的深度,等同于基材的厚度(mm)。
1.3.2 焊接温度监测 采用快速响应K型热电偶,每隔0.01 s采集孔深为5、10 mm和15 mm处的竹销与榉木焊接界面温度。具体做法如图2:在基材侧面钻3个直径2 mm的通孔直达基材孔壁,将3根热电偶采集线分别放入孔内,并使其温度感应头大约伸出孔壁0.1~0.2 mm,以便其直接采集竹销在旋转摩擦过程中摩擦界面的温度变化,为了防止感应头在竹销旋转的过程中与竹销发生缠结,可采用高粘性胶纸带将热电偶采集线固定在基材表面。

图2 焊接区域的温度采集示意图
1.3.3 扫描电子显微镜(SEM)观测 试件为已进行拉伸抗拔力测试且焊接强度较高的竹销焊接区域,样品尺寸为10 mm(长)×2 mm(宽)×2 mm(厚),烘干至绝干状态,在其表面金属化处理后抽真空,采用Hitachi TM-3000扫描电子显微镜进行观测。
1.3.4 傅里叶红外光谱(FTIR)分析 将已进行拉伸抗拔测试过且焊接强度较高的竹销焊接部位和竹销未焊接部位即原竹(control)进行刮粉采样,采用VERTEX 80红外光谱仪对该2组样品进行FTIR测试,样品量为1 mg,测试范围为4 000~400 cm-1,测试所得的数据采用Origin Pro 10.1软件进行处理。
2 结果与分析
2.1 焊接强度分析
由表1可知,对于竹销钉旋转摩擦焊接来说,随着榫径/孔径比值的增大,焊接强度基本呈现先升高后下降的趋势,其中10/8(1.25)的榫径/孔径比值获得的焊接强度最高,达到了5.54 MPa。但是,对比木榫旋转焊接(Control 1和Control 2)和PVAc胶接效果,发现4种不同的榫径与孔径比值获得的竹销钉焊接强度虽高于其PVAc涂胶强度,却低于木荷榫与榉木,榉木榫与榉木的焊接强。可见本试验中的竹销钉与榉木的旋转焊接效果不如木榫焊接。

表1 竹销钉焊接、木榫焊接与竹销钉胶接的拉伸抗拔强度对比(基于每组10个试件的平均值)
因此,为了提高竹销钉与榉木的旋转摩擦焊接强度,将榉木基材中的预钻孔由原来的恒定孔径改为渐变孔径,孔的顶部为8 mm、底部为6 mm,由上到下逐渐变小,竹销钉的直径也采用10 mm和9 mm 2种,以对比2种不同榫径与渐变孔径比值下的竹销钉焊接强度,试验结果见表2。由表2可知,当采用渐变孔径后,榫径为10 mm与孔径为8~6 mm的E组竹销钉的焊接强度得到了明显提高,其平均拉伸强度提升至6.42 MPa,比恒定孔组中具有最好焊接效果的B组的强度(5.54 MPa)高出15.9%,也高于木荷榫的焊接强度(6.12 MPa)。

表2 渐变孔径的竹销钉与榉木基材拉伸抗拔强度
通过观察焊接溢出物、竹销焊接后的形状特征(图3),以及结合2.2温度-时间变化曲线来分析(图4),可以从中发现各组焊接强度存在差异的原因。
由图3可以看出,随着榫径/孔径比值的增大,焊接熔融物质的颜色由浅变深,溢出的量也由少变多,竹销钉焊接部位的直径尖削度逐渐增大,这都说明竹销钉在基材孔中的摩擦阻力越来越大,摩擦时间越来越长,销钉的磨损量逐渐增多。其原因是竹销和榉木的密度都较大,材性也较硬,当销钉与孔采用过盈配合时,过盈量≥2 mm时,竹销插入榉木基材孔的摩擦阻力会明显增大,增大的摩擦阻力一方面延长摩擦时间,加剧竹销的磨削和损耗,导致竹销钉尖削化程度增大,降低了销钉焊接部位的胶合面积;另一方面过大的摩擦力还会迅速提高摩擦界面的温度,延长高温的持续时间(图4-B,C,D),熔融物质容易发生碳化,因此焊接强度不升反降。当过盈量<2 mm时,又因摩擦力不足和竹销钉的下行速度过快、摩擦时间过短,导致摩擦产生的熔融材料不足(图3-A),胞间物质的熔融时间和高温反应时间不长(图4-A)等不利于产生良好焊接效果的情况出现。由图3可知,当改用渐变孔径时,焊接熔融物的颜色较浅,溢出的量较少,几乎全都保留在了焊接界面,竹销钉焊接部位的尖削度明显没有C、D组大,与B组相当,略大于A组(A组的尖削度几乎为零)。由此可知,E、F组的焊接强度高于其他组的原因有二:一是渐变的孔径与直径逐渐削尖的竹销钉在基材孔的各个深度能够始终保持较为理想的摩擦力,致使熔融物质能够保留在焊接界面,焊接温度不会过高也不过低,摩擦时间不会过长或过短,有利于产生良好的焊接接头。二是因竹销钉的直径尖削度较小,可以形成较大的有效胶合面积,进一步提高了抗拔力。
2.2 焊接温度监测结果分析
焊接温度与焊接时间也是影响旋转摩擦焊接效果的重要因素之一[1-7,14-17]。A.Pizzi等认为,焊接高温的维持时间越长,则在焊接界面处燃烧木材并产生较低强度焊接接头的几率就会越大[1,15]。为了进一步了解竹销钉在各种榫径与孔径比下的焊接强度产生差异的原因,有必要监测各种比值下的焊接界面温度随时间的变化情况,监测结果见图4和表3。
从图4、表3来看,由于各组的销钉与孔的比值不同,销钉与孔壁比之间的摩擦力不同,致使各组在焊接过程中的温度变化曲线有所不同,这些不同点主要集中在以下3点:1)各组到达峰值温度的速率不同;2)各组峰值温度大小不同;3)各组超过150℃(木质素熔融温度)的高温持续时间不同。它们是影响焊接效果的关键因素,可以进一步解释A~F各组焊接强度存在差异的原因。
由图4-A可知,当榫孔直径比为10/9(1.11)时,约在1 s之内,位于孔深5、10 mm和15 mm的3个温度监测点几乎同步且迅速升至峰值温度(分别为354、280.3、304.1℃,表3),但是,3个测量点的超过150℃的高温持续时间大约为1~1.5 s。这验证了2.1 所分析的该组试件强度较低的原因。

图3 A~F各组焊接熔融物质溢出量和竹销焊接部位的形状(A~D为恒定孔径,E、F为渐变孔径)

图4 竹销钉与榉木基材旋转焊接温度-时间变化
由图4-B温度曲线可知,当榫径与孔径比为10/8(1.25)时,在5、10 mm和15 mm处的3个监测点几乎都同时到达最高温度值,依次是,236.2℃、327.9℃和165.0℃(表4-B),并且在孔的上部和中部大约维持了较长2.5 s的高温时间。由此可知,由于较大的过盈量,能够使得孔壁的上、中部(0~15 mm深)获得较大的摩擦力,达到较高的摩擦温度和较长的摩擦时间,可促使竹销与基材的胞间质成分(主要是木质素)在熔融的过程中发生较为充分的理化反应,摩擦出较多的流动熔融材料,从而能产生较厚的焊接胶层(图3(c)-B),获得较好的焊接效果,但在孔的下部(15~20 mm深),由于前阶段竹销钉的磨损较大,竹销直径损失较大,其与孔壁的摩擦力显得不够,导致焊接温度较低,达到木质素熔融的温度的时间非常短,从而降低了整体的焊接强度。因此该组的焊接效果比A组好,但不甚理想。
图4-C和图4-D的温度曲线基本相似,即在焊接的初始阶段(0~5 mm深),2组到达峰值温度的时间延长,超过了2 s,高温的持续时间也更长,其中C组的高温持续时间达到了3 s,D组超过了4 s,同时各组的峰值温度也都超过了300℃。但在焊接的中、后阶段(10~20 mm孔深处)高温的持续时间明显缩短,峰值温度也明显下降,尤其是D组15 mm深处的峰值温度降至107.1℃,此时已达不到木质素熔融的温度,所有焊接整体效果不佳。
由图4-E可知,对于采用榫径/孔径为10 mm/8~6 mm渐变孔径配合的E组试件,其能在5,10 mm和15 mm 3个深度都能达到较高的峰值温度(分别是292.5℃、251.1℃和178.6℃)和保持较长的高温时间(分别是约3、2 s和1 s)。由此可知,该组试件的焊接界面在孔深上、中、下3个部位都能达到理想的摩擦力、摩擦温度和反应时间,这有利于竹材与木材中的胞间质能在较长的时间里和在高温下充分软化、熔融、流动,和包覆竹材或木材纤维,发生较长时间的物理化学反应,最终取得理想的焊接效果。
由图4-F可知,F组的温度变化曲线与A组有些相似,但由于F组是渐变孔,随着孔深的增加,销钉与孔壁的摩擦力越来越大,因而在孔的中部、下部能够达到285℃以上的焊接温度和持续较长的高温时间(大约2 s),从而形成比A组更好的焊接效果。但由于竹销在孔深的上部摩擦不够,因而其强度不如E组,与B组相当。

表3 孔深分别为5,10,15 mm处的焊接峰值温度
2.2 焊接界面扫描电镜(SEM)观察
通过对力学拉伸破坏后的焊接试件进行仔细观察,如图5(a),发现大多数从基材孔中拔出来的竹销钉的焊接带表面露出了原竹的浅色沟槽,许多深色的焊接竹纤维从焊接界面被撕裂和撕扯下来粘附在榉木基材孔壁上。扫描电镜观察结果显示(图5(b)、图5(c)、图5(d)),竹销在经过旋转摩擦后,其表层的焊接竹纤维几乎全部被掀起并横向缠绕在竹销表面,这些横向缠绕的竹纤维和包覆、填充其间的胞间层熔融物质,形成了犹如“钢筋水泥土”般结构的致密、连续和坚固的焊接界面。
2.3 焊接界面红外光谱 (FTIR)分析
波数1 740 cm-1附近的吸收峰属于半纤维素中的乙酰基和其他羧酸中羰基(C=O)吸收波段[18-22],由图6(a)可以看出,竹销焊接区域上的物质在1 740 cm-1的吸收峰大于非焊接区域(即原竹)的吸收峰。这说明了在竹销旋转摩擦焊接过程中,1 740 cm-1周围发生了半纤维素的C=O伸缩振动。可见,由于摩擦产生的高温会导致竹材中的半纤维素发生降解,这种竹材降解的过程与其他的竹材或木材热解过程在半纤维素的降解有类似之处[11,18]。
木质素苯环上发生的结构变化可由波数1 605、1 512、1 460、1 426、1 327、1 244 cm-1和1 618 cm-1等特征峰来描述。波数1 605 cm-1处是木质素芳香骨架结构的振动,1 512 cm-1为木质素芳香核振动的吸收峰,1 426 cm-1为木质素芳香环上C-H平面弯曲振动的吸收峰,1 327 cm-1为木质素紫丁香振动的吸收峰[18-21],1 244 cm-1为C-O木质素酚醚键的特征吸收峰[11,18-24]。由图6(a)可见,竹销焊接界面物质在1 605、1 512、1 426、1 460、1 244 cm-1和1 618 cm-1的吸收峰相较于竹销的非焊接区域都有增强,这说明了竹销焊接区域上的木质素的含量有所提高,其原因可能是竹销中半纤维素的降解使得半纤维素的含量减少,而木质素的相对含量得到提高。1 618 cm-1为木质素芳香核伸缩振动或者C=O伸缩振动的吸收峰,由于摩擦高温而导致该吸收峰出现,说明木质素芳香环的数量增多,其原因可能是摩擦焊接升温过程中的木质素发生了缩合反应[24]。

图5 竹销钉焊接界面表面SEM
纤维素的特征吸收峰为1 426、1 370、1 160 cm-1和1 057 cm-1。波数1 426 cm-1为纤维素中—CH2—弯曲振动吸收峰,1 370 cm-1为纤维素—CH3弯曲振动吸收峰,1 163 cm-1则是纤维素中吡喃糖C—O—C对称伸缩振动吸收峰,1 057 cm-1为纤维素中环状C—O—C不对称伸缩振动或C—O伸缩振动吸收峰[11,18-23]。由图6-(a)可知,相对原竹,焊接区域在1 426、1 370、1 163 cm-1和1 057 cm-1的吸收峰变化不显著,说明纤维素的降解十分有限[11,18-23]。
3 420 cm-1为羟基O-H的伸缩振动,2 940 cm-1和2 860 cm-1分别为亚甲基(—CH2—)和甲基(—CH3—)基团中的C-H伸缩振动,由图6(b)可以看出,竹销在摩擦焊接之后3 420、2 940 cm-1和2 860 cm-1处的特征吸收峰增强了,这也进一步验证了半纤维素的降解[11]。
3 结论与讨论
将竹销钉代替木榫用于木材的旋转摩擦焊接是可行的,能够获得比白乳胶(PVAc)胶接更高的胶合强度。基材树种的密度和硬度,以及榫径与孔径比是影响焊接效果的关键因素。由于榉木基材密度较大,材质较硬,当采用恒定孔径的预钻孔进行焊接时,竹销钉的焊接强度不如木荷榫和榉木榫的旋转焊接强度。通过改变预钻孔的形状,即改为渐变孔径后,竹销钉的焊接强度得到了明显的提高,达到了6.42 MPa。可见,将竹销代替木榫应用于木材旋转摩擦焊接,对于密度较大的树种基材,最好采用渐变直径的预钻孔以达到良好的焊接效果,榫径与孔径的比值以10/8~6为佳。
焊接温度监测结果表面,竹销旋转摩擦焊接界面能够在2 s内达到300℃以上的峰值高温,且维持了约2~3 s的高温时间,随后随着竹销停止旋转摩擦,温度逐渐下降,这与木榫摩擦焊接温度曲线相似。但不同的榫径与孔径比条件下,不同孔深的升温速率、峰值温度和高温持续的时间不同,它们是产生强度差异的主要原因。

图6 竹销非焊接界面与焊接界面的FTIR图谱
通过肉眼和SEM电镜扫描观测可以发现,由于摩擦产生的高温促使竹材和木材的胞间层物质熔化和流动,将竹材纤维充分包裹,形成了犹如“钢筋水泥土”结构般的致密、连续和坚固的焊接界面。
FTIR分析结果显示,摩擦产生的高温会导致竹销中半纤维素发生一定程度的降解,从而提高了木质素的相对含量,摩擦产生的高温促使木质素发生缩合反应,增加了木质素芳香环的数量,提高了胶合强度。
基材树种、销钉的旋转速率、基材的纹理方向等是影响焊接强度的重要因素,后期可以通过尝试改变这些参数(如使用中、低密度的基材、提高旋转速率、改变纹理方向等)以探索更高的竹-木旋转摩擦焊接强度。
