小批量塑件的模具技术在汽车中的应用
2021-08-12徐以国王伟国向良明
徐以国,王伟国,向良明
(泛亚汽车技术中心有限公司,上海 201201)
1 引言
随着全球经济发展放缓,继2018年我国汽车行业的首次负增长以来,我国汽车的产销数量连续两年下滑[1]。尽管车企通过自身调节产能、终端促销去库存等措施,销量下滑有收窄趋势,但整体销量仍处于低迷状态。同时,购车的主体也从70、80后逐步转移到90后以至00后中,消费者对个性化和多样化的需求越来越高[2]。面对这一趋势,传统的大批量策略已经无法满足消费者的个性化需求,为消费者进行小批量个性化定制汽车产品将为企业带来新的机遇与竞争优势[3]。
模具作为塑件的母体,是一切创新的根源,好的模具是保证好的质量的前提,同时模具也是投资的大头、整车开发成本中重要的组成部分。常规的模具策略一般以满足数十万量纲为前提(例如PP注射模要求满足50万次量纲[4]),要求模具寿命较高,稳定性较好,但模具投资较大,开发周期长,面对小批量生产时无法满足项目开发进度,同时也会造成成本与资源的浪费。如何在保证塑件质量的同时,控制小批量个性化定制过程中的模具投资成本以及模具开发时间,是提升竞争力有效的途径。本文以汽车内饰为例,探讨小批量塑件的模具技术在汽车中的应用。
2 面向小批量塑件的模具开发技术
随着车企车型策略的调整,部分高配及限量定制版车型只有几千辆的需求,如果采用常规模具成型,则是大大的过设计和浪费。因此需要根据项目规划,若是小批量车型,则需要构建小批量塑件的模具技术规范。结合具体的塑件寿命需求,打破常规模具设计方法,将模具的结构大幅简化,避免以往模具一刀切的概念,助力开发成本的大幅降低。
2.1 大中塑件型腔、型芯分块式加工
一般型腔型芯有整体式和组合式两种类型。整体式型腔和型芯由模具钢整体加工而成,如图1所示,整体式结构简单、无拼接位置、强度大、刚性好,不易发生变形,适用于形状简单的中小型产品。组合式型腔和型芯通常采用镶嵌的方式进行组合,镶件可单独加工,提高模具整体的加工速度。镶件组合式能够改善模具的加工工艺性,节省优质钢材。镶件可以使用与动模/定模不同的钢材,可以解决因产品复杂,模具整体无法加工的难题,提高模具可加工性。针对成型过程中容易磨损的部分,可以做成镶件进行组合,以便于后期产品成型过程中可及时更换。此外,采用组合式模具还可以实现较容易的控制温度,减少热处理变形等等。图2所示为组合式模具型芯,镶件组合式适用于形状复杂的塑件。

图1 整体式
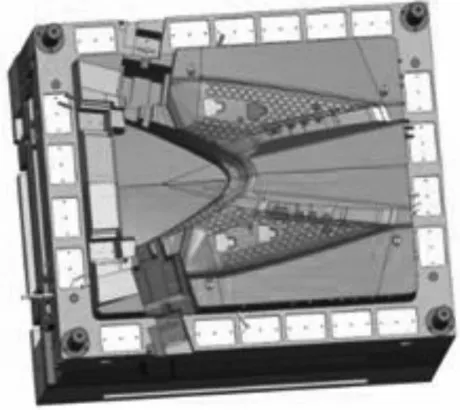
图2 组合式
在大中型塑件小批量模具设计中,型腔型芯宜设计为组合式结构,采用分块式加工,以便达到缩短周期的目的。此外,小批量塑件通常无软模对塑件进行验证生产,实际生产过程中易出现设计或工程更改。采用镶件组合式模具在有工程更改的情况下可以及时更换镶块,避免模具型腔、型芯的整体报废或更换,大大的节省了后期因工程变更导致的模具修模费用。但如果会在塑件表面留下镶拼线的痕迹,那么在塑件模具设计时,需要和塑件设计师沟通,确认是否会影响塑件的外观质量。
2.2 斜顶、滑块简单化
针对塑件的倒扣位置,在大批量生产时需要设计能够自动顶出的斜顶机构,如图3所示,以降低塑件的成型周期。小批量生产时为了简化模具结构,可以用直顶(见图4)代替斜顶,避免了复杂的斜顶结构设计。产品成型后直接由顶杆顶出,倒扣位置的直顶随着塑件一起运动,由工人对倒扣位置采取手工脱模取件的方式进行。通过直顶代替斜顶,简化模具的结构,降低模具开发的成本。

图3 硬模斜顶设计

图4 小批量塑件的模具斜顶设计
2.3 简化冷却水路设计
为了简化模具结构,加快小批量塑件的模具生产制造周期,建议小批量塑件的模具水路一般设计为直通水路+水井方式,如图5所示。大批量生产时,为了缩短产品生产周期,水路排布的设计通常较为复杂,会结合使用多种水路形式,如图6所示,包括采用皮铜等价格昂贵的材料达到快速冷却目的。
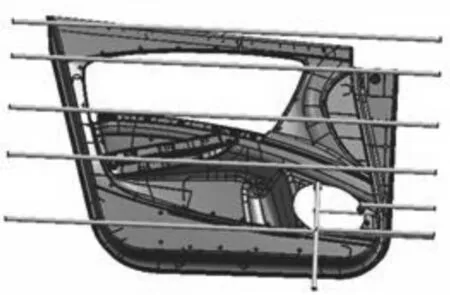
图5 小批量塑件的模具冷却水路
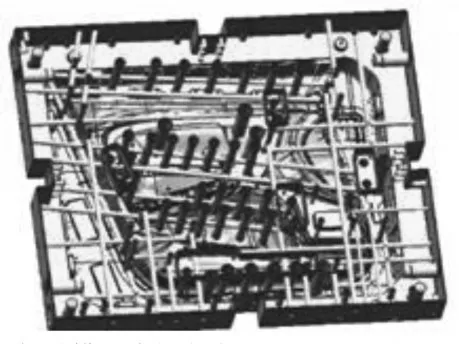
图6 硬模冷却水路
简化水路的设计要求如下:水嘴用普通φ12mm快换水嘴,不沉入模板;水路到产品表面的距离为1.5D~2.0D(D为水路直径值,不小于8mm);水路与水路之间的距离为3~5D;水路建议全部直通水,减少内部串接。小模具可以串接为一进一出;大模具,串接长度不大于2m。
2.4 表面处理简单化
为了避免模具寿命周期内分型面压塌、成型表面磨损等问题,常规注射模通常会对模具钢材进行热处理以提高其表面硬度,减少模具的磨损,延长模具使用寿命。模具钢材的热处理根据加热冷却方式等的不同,可以分为普通热处理以及化学热处理两类[5]。普通热处理主要为退火、回火、淬火、退火等工艺,使得钢材的组织成分发生一定的转变;化学热处理主要为钢材的表面处理,如渗碳、渗氮、碳氮共渗等等,改变模具钢表面的化学成分,使其达到需要的性能要求。
小批量生产时,由于模具使用次数在几千次以内,模具型腔表面无需像大批量模具一样进行热处理(调质、淬火、渗碳、发黑),即可满足模具使用的寿命等要求。常规模具加工工序通常包括粗加工、半精加工(表面处理)、淬火热处理加硬、精加工、配模、抛光、蚀纹、氮化、后处理等工序。与之相比,小批量塑件的模具可以省去淬火、氮化等工序,同时因为模具硬度不如常规模具高,模具的抛光、蚀纹等加工变得更容易。通过简化模具的表面处理工艺,能够节省20%~30%的模具加工成本以及10~15天的模具加工周期。
2.5 标准化借用
标准化是行业发展趋势,能逐渐提升模具标准化、数字化,进一步提升创新能力。标准化借用的主要意图是尽可能选用通用结构来实现,避免不必要的加工及采购成本,可以实现快速高效开发模具,并做到成本最优。但是由于产品千变万化,模具塑件完全标准化比较困难,所以通常是把与产品无关的模具塑件标准化,模具标准化主要体现在模架和常用结构配件上[6~7]。模架的标准化对模具制造,特别是对生产批量小,品种较多,生产急用的塑件生产,其优越性更为明显。模具标准化借用对缩短设计和制造周期、降低模具成本有积极作用,同时使用通用模架等标准化塑件的模具能够大大地减轻工人的劳动强度。
为了保证模具质量,对模具标准件有如下要求:所有重复使用的标准件不得低于批量产品模具标准的要求,为了保证安全生产,吊环参照大批量产品模具标准执行,不得简化,油缸系统组件尽量考虑共用。
2.6 热流道模块化
热流道模块化开发的核心理念是用相同的零部件,通过不同形式的组合,实现多样化的热流道设计。热流道模块化能够增加零部件的共享,提升塑件通用性,提升塑件在生产和装配环节的标准化程度,从而加速新产品上市速度,提升运营效率并降低成本。如图7所示,采用传统的整体式热流道时,流道板位置开框较大,模具整体承压面积较少;分流板为非标件,整体结构需要依据热嘴位置调整;新项目开发或模具进胶位置变更,流道板均不可重新使用,需重新定制;大块分流的流道加工时间较长,可能存在一定的误差及流道壁光洁度缺陷;所有新项目开发均需重新评估温度平衡状况,存在一定的误差。

图7 传统热流道-整体式
采用模块化热流道后,分流板整体尺寸缩减,模具开框相对较少,模具承压面积较大。模块式分流板可配合一定范围内热嘴位置的变动调整,模具进胶位置变更,新项目开发,均可在旧模具中挪用该部件重新利用。标准化生产,小尺寸部件加工,流道加工难度相对较低,可控性较高,可确保流道壁光洁度,可回收度高。通过热流道模块化开发能有效的保证资源重复利用,同时降低模具及塑件的开发成本。图8所示为模块化热流道的两种互换状态。

图8 模块化热流道
3 应用效果分析
基于上述小批量塑件的模具开发策略,针对部分高配及限量版车型只有几千辆这一需求,泛亚将其应用到了某小批量高端车型的开发中,从模具设计、加工、冷却系统构建、表面处理、标准化沿用及热流道选用等方面进行了模具设计的优化。通过打破原始塑件模具“一刀切”的做法,根据具体产品的需求制定具体的模具开发技术策略及技术规范,实现模具成本下降35%~50%,模具开发周期缩短1~2个月,提升了小批量塑件的竞争力,具有非常大的经济效益。
4 结论
通过模具型腔型芯分块式加工、斜顶滑块结构简化、冷却系统构建、表面处理简单化、标准化借用以及热流道模块化选用,对小批量塑件的模具结构进一步优化。通过近两年的实践证明,采用该小批量塑件的模具策略能够大大缩短产品的开发周期,降低塑件及模具开发成本,通过大幅助力开发降本来实现价值突破,对汽车内饰价值乃至整车价值突破有着较为深远的意义。
