注射模弹簧式子母滑块设计方案
2021-08-12陈智明
陈智明
(国光电器股份有限公司,广东广州 510000)
1 引言
在注射模设计中,对于一些有特殊要求的塑件,因为附设在其上面的障碍体[1],常常会用到在滑块上再滑块的结构设计作为解决方案,简称滑块的二次抽芯机构,通常这种机构是由一大一小的两个滑块组成,小滑块依附在大滑块上做脱模动作,在此称之为子母滑块。
滑块上的二次抽芯归纳起来可谓种类繁多,各施各法,个中巧妙,很难一语道尽。但是说到其应用的场合,一般来说,就是抽芯机构的垂直方向有障碍体(倒扣),不能直接一次性抽芯脱模,而需要预先完成抽芯机构上障碍体的抽芯。此外,对于一些包紧力较大的抽芯机构,由于拔脱力过大,一次抽芯不能顺利脱模,需分开区域实施先后抽芯。
所谓滑块上的二次抽芯设计的滑块延迟,实际上是小滑块预先完成第一次抽芯之后,再跟大滑块一起运动完成整个抽芯过程,常用的方法大致可归纳为以下4类:①弹簧延迟;②斜楔延迟;③挡块延迟;④油缸延迟。
若干种的设计方法中,弹簧延迟虽然谈不上是十分完美的方案,但其设计巧妙而且结构简单,制造成本低,被广泛应用。但是,弹簧是有一定的疲劳强度的,在使用到一定的周期后会降低性能,有失效的风险,需要实施定期检查弹簧的使用状况,在必要时进行替换。
2 二次抽芯滑块运动过程
滑块上的二次抽芯实际上是垂直方向与水平方向抽芯延时机构,子滑块先垂直运动,后水平运动的两段式抽芯。第一段运动是母滑块水平运动带动子滑块垂直运动:利用母滑块与子滑块的斜导轨作用,当母滑块水平方向运动时,子滑块保持垂直方向的运动把水平方向的障碍抽芯脱出后,子滑块垂直距离由H降低到H1,母滑块水平行走距离为L1;第二段远动是子母滑块同步水平运动:子滑块停留在母滑块上,垂直距离H1不变,然后依附在母滑块上一起继续向水平方向整体运动,水平行走距离为L2,至此,子母滑块抽芯全部脱出垂直方向的障碍。所以说参与这二段运动的滑块的延迟动作的位置必须界限清晰,才能安全可靠,不然就会拉伤产品,甚至毁坏模具,如图1所示。
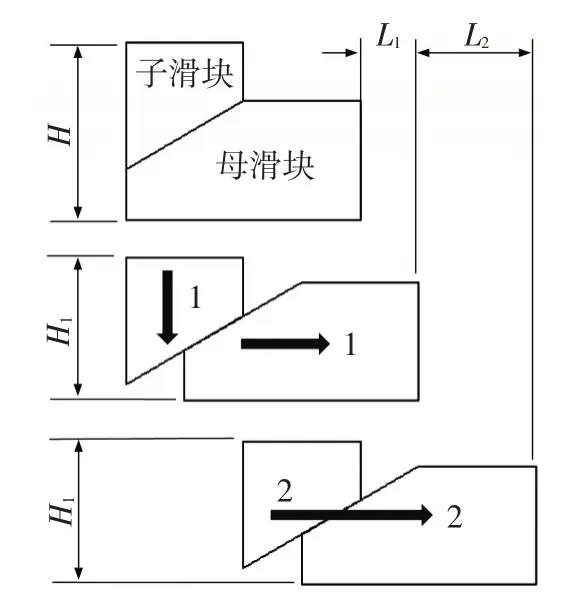
图1 子母滑块运动过程位置简图
3 塑件障碍体分析
如图2所示,这个塑件的长边中段存在一个区域的障碍体,具体情况如图2中的截面图,在同一个侧凹空间存在两个方向的障碍体:水平障碍体与垂直障碍体。
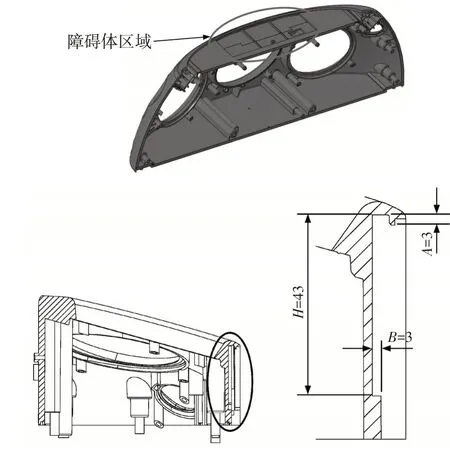
图2 塑件障碍体
很显然,诸如此类的塑件所要求的侧凹结构,要想通过一次性的抽芯机构来完成障碍体的脱模是不可能达到目的的,必须另辟蹊径,采用一些可行的措施才能解决。也就是要利用子母滑块来设计具体的抽芯机构。
4 子母滑块结构介绍
子母滑块的组件分解如图3所示。子滑块1、子滑块拉杆2和子滑块弹簧3组合为子滑块组;母滑块4与母滑块座5由螺钉固定组合为一体,作为母滑块组。实际上是组成了子母滑块的两大组合件来完成整个二次抽芯过程。子滑块组通过子滑块拉杆2连接在母滑块相对应的导向孔里,由子滑块弹簧3提供滑出动力,让子滑块组沿着母滑块的导轨斜向滑运动,如图4所示。
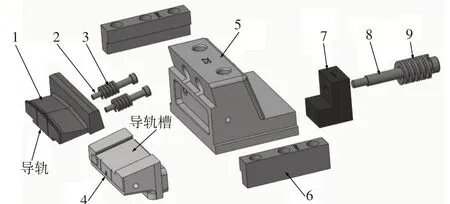
图3 滑块组件分解详图
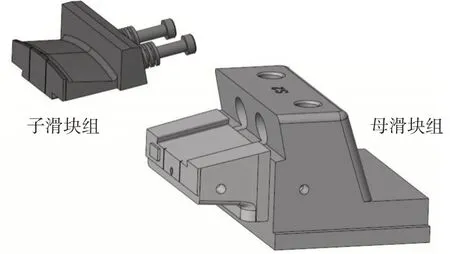
图4 子滑块组与母滑块组
5 子母滑块开模顺序
如图5所示,合模状态下子母滑块机构所在的位置,在侧凹区域显然是存在水平障碍和垂直障碍,这两个不同方向的障碍体是无法一次抽芯完成的。
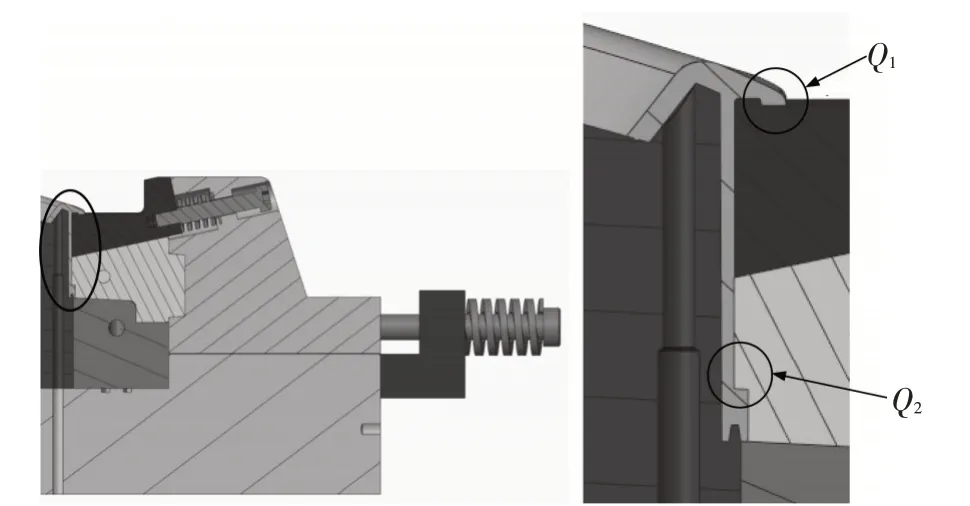
图5 合模状态下的子母滑块
型腔在注射成型完成后开模时,母滑块组在斜导柱驱动下向外运动,子滑块组在拉杆上的弹簧力作用下向前弹出,但由于子滑块的前端被模芯的限位止动不能向前,实际上只有母滑块向右的水平运动,而子滑块只能在母滑块的燕尾导轨作用下沿着前端的限位作垂直方向的运动,先把水平障碍Q1脱开。当母滑块向外水平滑动距离到L1时,子滑块向下垂直滑动直到子滑块拉杆被母滑块的限位止动(子滑块与母滑块拉开的最大距离为M),子滑块再也不能向下垂直滑动了,如图6所示。注意,此时子滑块垂直向下的滑动距离必须保证A1>A+(2~3mm),才能保证塑件的抽芯安全。
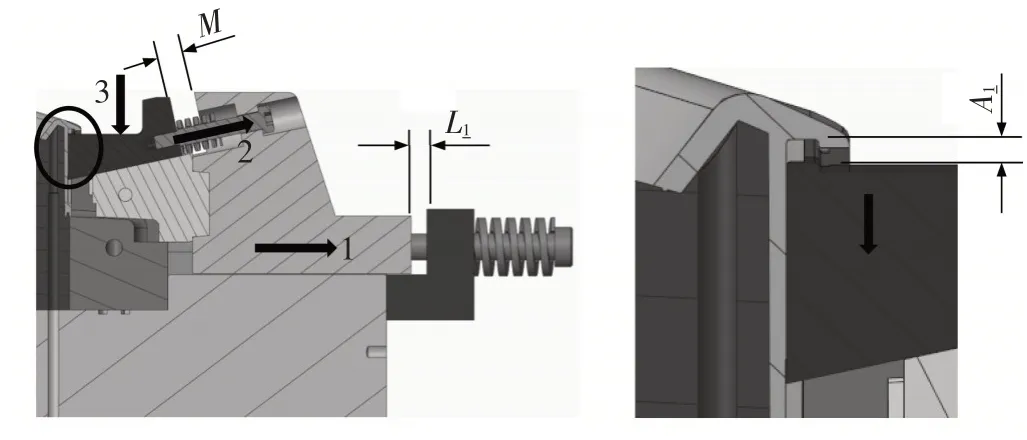
图6 开模时子母滑块滑动距离为L1状态图
此时子滑块就只能跟着母滑块一起向外水平运动,与此同时,母滑块也完成了垂直方向的障碍Q2的脱模。直至向外水平滑动距离到L2时,由母滑块挡块限位制动而终止,完成整个塑件侧凹的脱模过程。如图7所示。
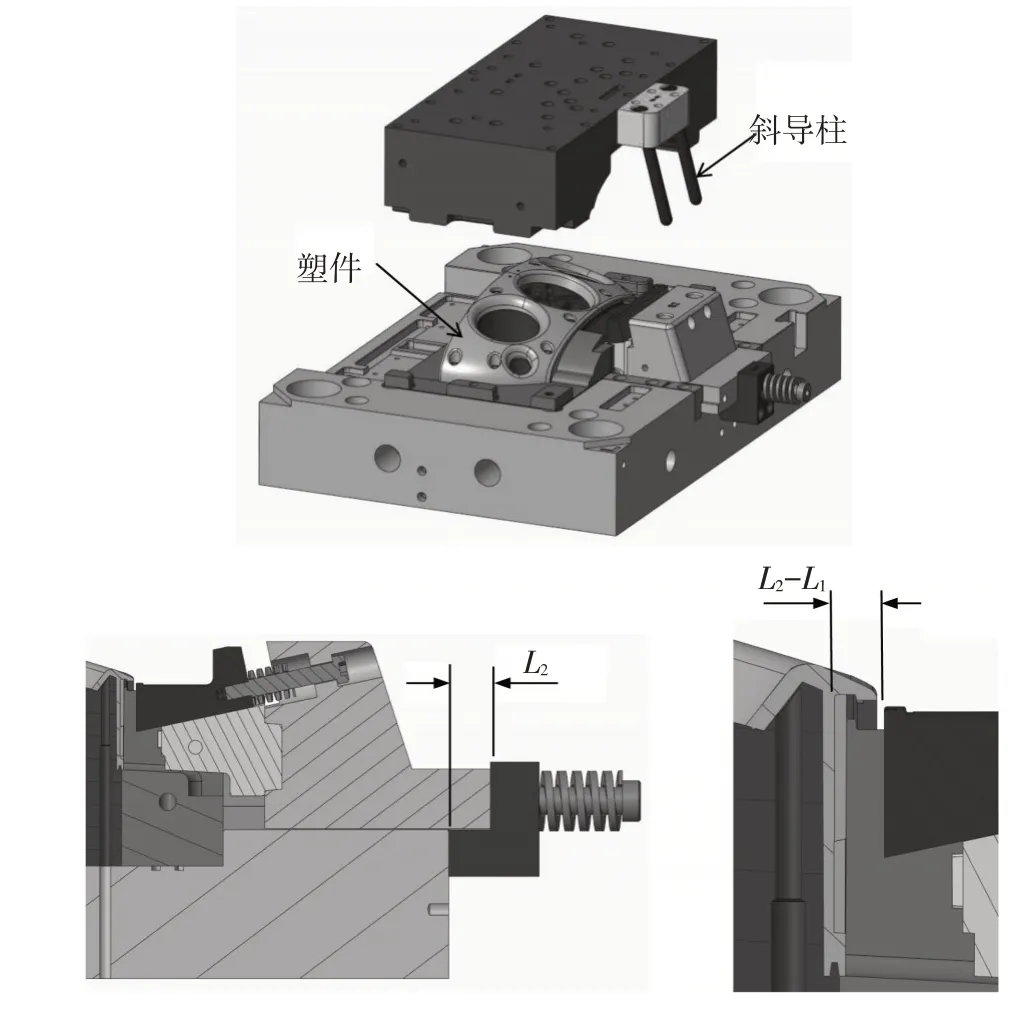
图7 模具完全打开状态的子母滑块位置(已隐去部分部件)
6 子母滑块合模顺序
如图8所示,子母滑块合模顺序:合模时,应该是开模动作的逆向运动。斜导柱先推动母滑块组与子滑块组一起向前,当子滑块限位面与模芯限位面啮合时,子滑块组就完全复位并停止向前运动,母滑块组继续向前运动,同时带动子滑块组沿着限位面向上滑动复位,直至母滑块回复到原位,子母滑块同时停止运动,完成整个合模过程。
7 子母滑块设计的关键点
7.1 滑块空间距离要足够
侧凹障碍体所处在的空间距离(H)要足够,不但要满足子母滑块的抽芯行程不受干涉,而且还要保证子母滑块零件的足够强度。如图9所示,在满足设计强度的前提下,母滑块的D尺寸要保证子滑块S安全滑动的距离超过障碍体A,亦即要满足D>A+安全距离。图9中的尺寸为本案例所选用的设计参数,仅供参考。
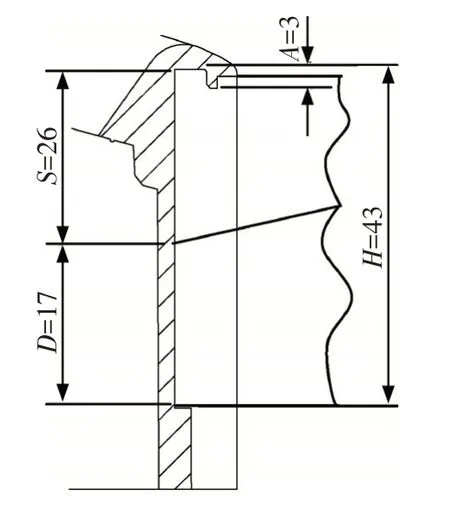
图9 侧凹障碍体尺寸示意图
7.2 限位平面
开模时在子母滑块组的第一段运动中,子滑块之所以能够确保在固定位置上下垂直滑动,其关键点是在子滑块与模芯之间有一处啮合的限位平面结构,是子母滑块组在开模与合模过程中的安全保障,如图10所示。开模时,子滑块通过限位拉杆上的弹簧的弹力,在母滑块水平后退时,子滑块就被保持压贴在这个限位平面上,而且子滑块还能在这个平面上垂直向下滑动,直到子滑块上的限位拉杆被母滑块拉动而分开。图11所示为开模过程中子母滑块在限位平面的运动顺序。
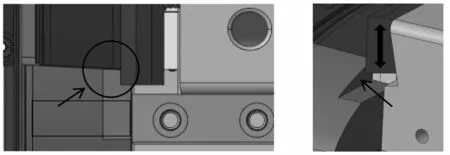
图10 子滑块与模芯啮合限位平面
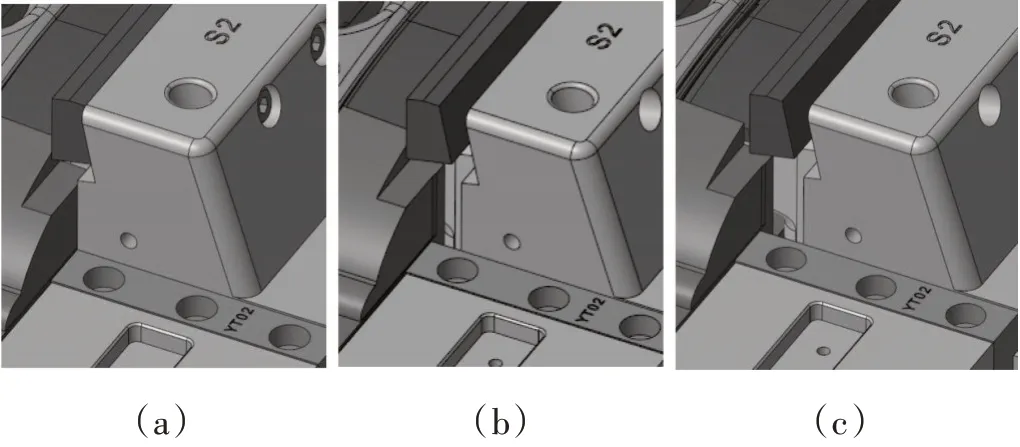
图11 开模时子滑块与模芯限位面的运动分解
同理,合模过程中这个限位平面在子母滑块的运动中所起的作用也是极其重要的。合模时子滑块在弹簧的压力被保持在离母滑块的限位距离(M)上,随着母滑块向左水平滑动,子滑块的限位平面首先碰擦在模芯的啮合平面上,做向上垂直滑动(而不会继续向前运动碰坏其它模具零件)。直到母滑块水平滑动回归原位,同时子滑块也停止向上滑动而固定在原位。
由此可见,这个限位的啮合平面结构不但是保证开模时子滑块从垂直滑动转换到水平运动的过程中不损坏塑件的重要部件,同时也是保证合模时子滑块从水平运动转换为垂直滑动而安全归位的重要部件。
这种所谓弹簧式二次抽芯机构在一定程度上是可以当作为一组横置的斜顶机构,相对于注射模的结构,用相对运动的概念来比较的话,如果把母滑块看作模具的模芯,把子滑块看作斜顶时,就会有等同于母滑块不动作,只是子滑块在母滑块的导轨上做斜向顶出的动作,退出倒扣所造成的障碍,从而使得塑件能够得以顺利抽芯。
8 结束语
弹簧式子母滑块就只是众多的二次抽芯滑块机构中的一种而已,本人只是试图用简单的图文解析来文中所述的抽芯原理。诚然,一个抽芯机构的可行性必须要全面考虑其在整个生产周期中的可靠性,也就是要保证子母滑块在开模与合模的整个过程中的各个零部件运动与配合的可靠性、行程定位的准确性。
从这整套子母滑块的组成部件来看,主要是分为两大部分:子滑块组和母滑块组,运动界限清晰,零件数量比较少。
该弹簧式二次抽芯机构的特点:子滑块是分为两段是的运动,由斜导柱驱动母滑块水平滑动,带动子滑块先后做垂直和水平两段运动,通过限位平面的啮合,巧妙地把子滑块的垂直滑动和水平运动安全而又顺畅的转换,模具开合自如,机构简洁而又安全,方便制造,利于保养维护。
