轿车顶盖模具天窗的冲翻方式
2021-08-12李欢欢
李欢欢
(长春一汽模具制造有限公司,吉林长春 130000)
1 引言
随着人们对轿车配置的要求越来越高,要求轿车天窗的配置也占用越来越大的比例。从制件的方面来看,轿车顶盖的造型一致,有天窗的车型是在无天窗车型的顶盖上开出所需要的天窗孔;从冲压模具方面来看,仅仅是在无天窗的基础上增加冲制天窗的机构或者模具。为提高市场竞争力,在满足客户需求的基础上需尽可能的节约工装成本,并且降低制件缺陷,提高客户满意度。
2 传统顶盖的模具结构
轿车顶盖无天窗的成型工艺路线一般为:拉伸→修边→翻边→斜楔翻边。如图1、图2、图3、图4所示。
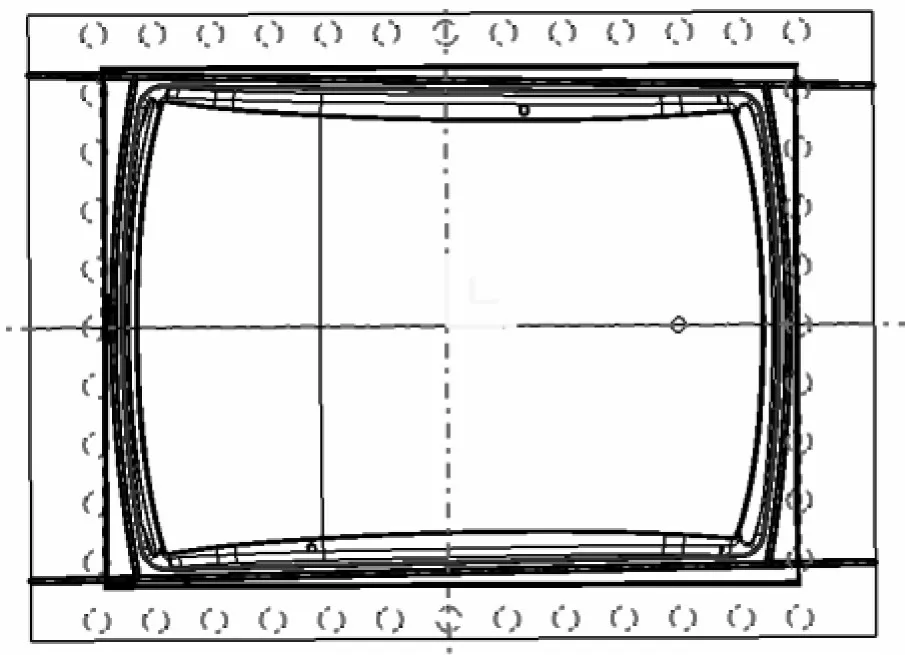
图1 拉伸
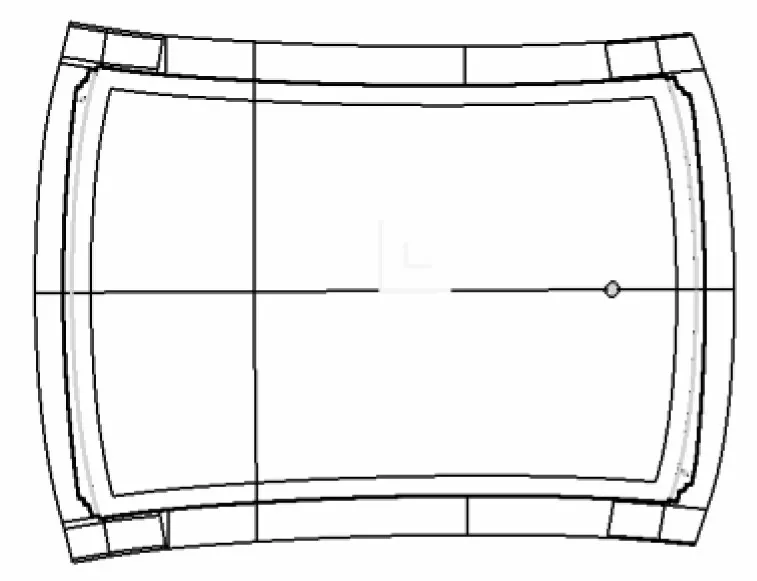
图3 翻边

图4 斜楔翻边
对于有天窗的顶盖需设计并制造新的修边和翻边模具。或者是针对冲窗口工序,通过增加模具的闭合高度来实现制件切换。
缺点:模具整体外形尺寸大,增加其维护成本。在生产过程中,在进行有无天窗两种不同顶盖冲压件切换生产时,需停止生产线进行两副模具的更换安装调整,会造成生产时间长,效率低,不满足自动化冲压设备的要求。
3 顶盖天窗孔的冲翻模具结构
3.1 带切换装置的模具结构
针对传统生产方式的缺陷,对于天窗顶盖来讲,需要增加天窗孔但不增加数量的方案,这样就需要一套切换装置,如图5所示。

图5 带切换装置的模具结构
工作过程:在冲制带天窗版顶盖时,如图所示,通过气缸12产生的进给力,推动切换斜楔2向前运动,直到切换斜楔2与行程限位块13接触,此时切换斜楔2上的楔导板与安装板5上的楔导板3状态由图3变为图4,安装板5上的弹性元件氮气弹簧10被压缩,工作部件整体向下运动,此时的冲制窗口机构处于工作状态,安装板上的工作镶块与下凸模上安装的工作镶块7共同完成冲制天窗口的工作。
在压制无天窗版顶盖时,气源气阀转换给气使气缸回程,带动切换斜楔2向反方向运动,直到切换斜楔2接触回程限位块9,气缸停止运动,切换斜楔2和安装板5上的楔导板状态由图4回到为图3状态,此时安装板上的弹性元件氮气弹簧10行程释放向上顶起天窗口工作部件,使安装板5上的楔导板与切换斜楔2上的平导板4贴合,从而使整套冲制天窗口的工作部件向上返回到非工作位置,同时需拆下凸模上的冲制窗口的工作部件,此时模具在工作状态下上模安装板上的工作部件处于非工作状态,完成无天窗口顶盖的冲制。
该模具结构中需依靠上打杆或氮气弹簧保证压料板对制件有足够的压料力,由柔性限位元件、侧销对压料板限位,切换机构通过气缸在上底板上前后滑动,安装板与上底板1之间有限位导向合件进行导向限位,通过氮气弹簧10来保证窗口冲制的工作部件与制件之间的距离。在顶盖修边、翻边模具中均增加该切换装置,就可以在不增加模具数量的前提下实现冲制有窗口和无窗口顶盖模具的切换。
优点:利用该切换装置可以在不增加模具数量的情况下实现有天窗和无天窗顶盖的生产。有效降低前期研发费用及模具制造成本,减少生产不用款型顶盖的切换时间,提高了生产节拍。
缺点:由于普通顶盖无天窗结构是,形状封闭,成形应力未得到释放,相对制件回弹量小,但带有天窗结构的顶盖,在冲窗口后,顶盖的整体封闭形状消失,在天窗的4个角部会产生外观变形。另外频繁的进行机构切换容易导致顶盖天窗切换机构损坏或者易卡,从而造成模具的无法使用。增加该装置后模具的运动也变得复杂,不利于调试生产和后期维修。
3.2 带下压料天窗冲翻结构模具
对于以上两种顶盖模具结构的缺陷,另外的一种结构方案为在无天窗顶盖的生产模具后增加一副带下压料天窗冲翻结构的模具,其既弥补了传统生产模具的缺陷,无需增加模具的闭合高度,较少模具的数量,又弥补了带切换装置的模具结构中修边以后再整形翻边产生的外观变形。但其难点在于,冲翻窗口后,翻边退料行程问题。
(1)基础冲翻孔模具结构及力的计算。
冲翻孔模具结构如图6所示,模具主要工作部件由冲孔翻孔凸模3、压料板4、翻孔凹模7、冲孔凹模8、弹簧10等着组成。冲孔、翻孔凸模3与冲孔凹模8完成冲孔后与翻边凹模7完成翻边。
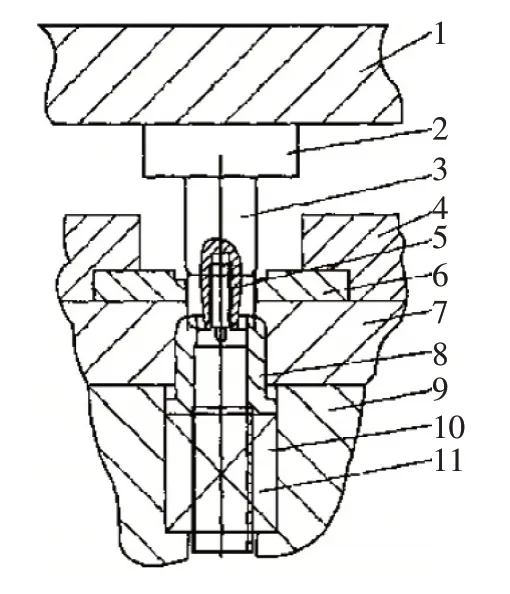
图6 冲翻孔模具结构
冲翻孔模具的工作过程:当上模在极限位置时,模具处于待工作状态,可以将板料放在翻边凸模凹模7上。模具工作时,上模随着压床滑块下行,首先压料板4压住板料,并随着压床滑块的继续下行,冲孔翻孔凸模3接触板料并冲孔,接着随着压床滑块的继续下行,冲孔翻孔凸模3的翻边部分接触板料并把冲孔凹模8向下推,压缩弹簧10,同时翻孔,直至翻孔结束,上模达到下极限位置,最后压床滑块开始向上运动,冲孔翻孔凸模3退出工序件。
冲孔力的计算:
冲孔的冲裁力的计算公式如下:

式中P0——冲裁力,N
τ——材料抗剪强度,MPa
L——材料厚度,mm
翻边力的计算:
冲孔后翻边力的计算公式如下:

式中P——翻孔力,N
σs——屈服点,MPa
d——翻孔直径,mm
D0——翻边孔直径,mm
压料板压料力的计算如表1所示。
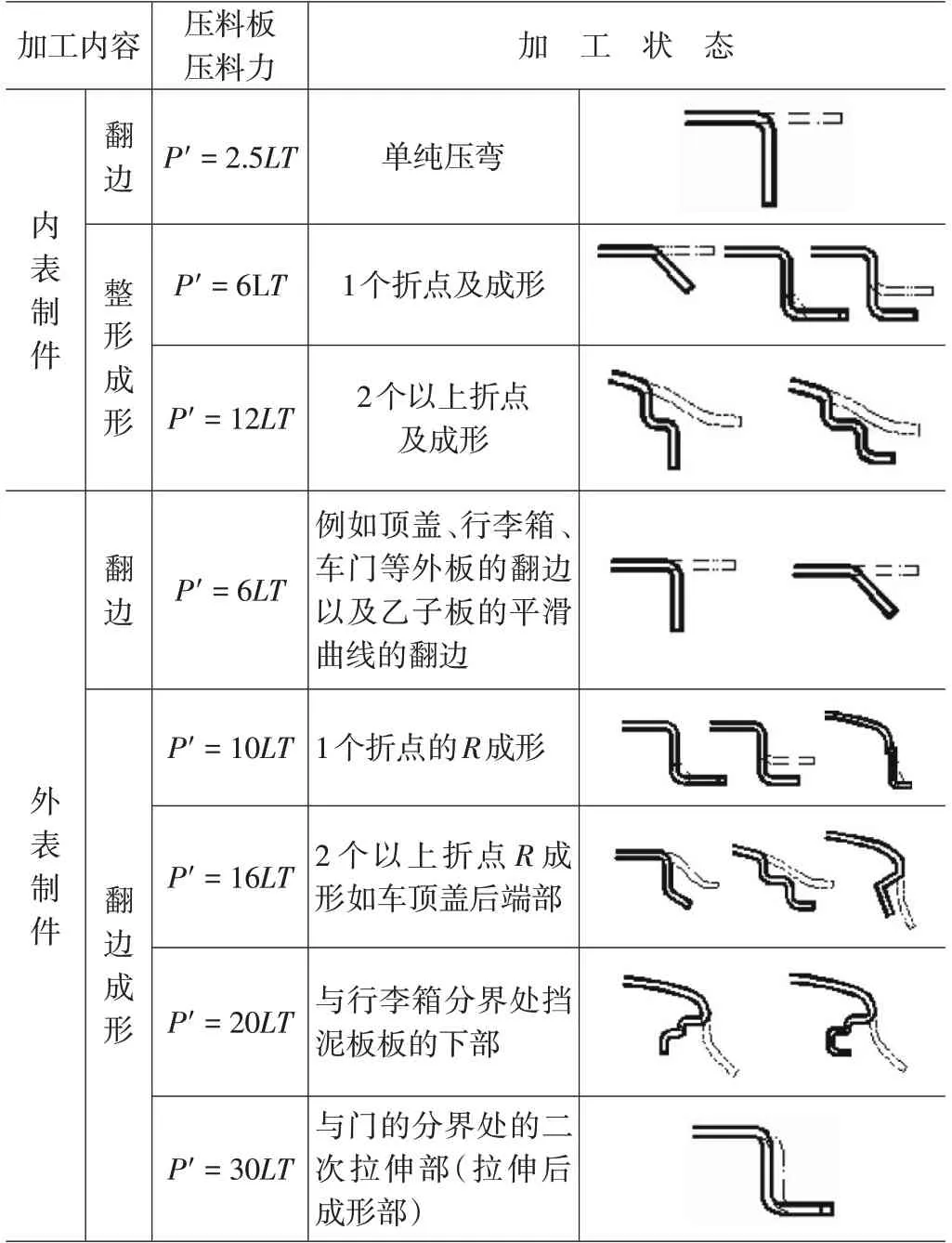
表1 压料板压料力的计算
翻边退料行程的计算:
式中S——翻边退料行程
Ps——压料板行程
面对这些变化,在教学中教师如何应对?其实教师是跟孩子一起学习语文的。上学期开学初聆听教材分析,专家讲得很细致,可我的心里却完全没底,有一种初上讲台的感觉。最近仔细阅读了《低年级语文这样教》一书,边阅读边回想起自己上课的情景,一些疑惑有了答案,一些教法有了创新,一些实践有了依据。这本书给了我许多帮助和启发。
L——翻边高度
α——余量,min10mm
(2)带下压料的天窗冲翻孔模具结构。
在冲翻孔模具基本结构的基础上,设计轿车顶盖窗口的冲翻模具结构。由于轿车顶盖为大型覆盖件,为了解决传统传统顶盖的模具结构缺点,满足自动化生产要求,就需要设计一套与无天窗生产模具闭合高度相同的模具。又顶盖天窗口为封闭式修边翻边,就必须考虑其退料问题。按冲翻孔模具基本结构中的退料行程计算S=Ps+L+α,其退料行程太大,不能满足自动化生产需求,考虑增加气动刮料方式,解决退料行程过大问题。
式中P'——压料力,t
L——翻边处的全部长度,mm
带下压料的天窗冲翻孔结构如图7所示。

图7 冲翻孔模具结构
(3)模具工作过程。
当上底板在极限位置时,模具处于打开状态,下压料板6下的氮气弹簧8处于释放状态,下压料板型面与凸模2型面相合,此时将无天窗口的顶盖工序件放上。模具工作时,上模随着压床滑块下行,首先上压料板11先压住料,然后小压料板4与修边凸模5接触压料,翻边修边凹模3接触板料并修边,接着随着压床滑块继续 下行,翻边修边凹模3继续向下完成翻边。上模达到极限位置后压床滑块开始向上运动,翻边修边凹模3退出工序件后,上压料板3与小压料板4脱开工序件,此时下压料板6上升至工作前状态,气缸7开始工作,继续向上顶下压料板6此时刮料片9进行刮料,最后机械手取出制件及废料,顶盖冲翻天窗口工作完成。
该模具重点在于压料翻边,小压料板4和压料板11先于修边翻边凹模3接触板料,进行压料,然后修边翻边凹模3先修边在翻边,修边翻边完成后,下模氮缸8先顶起设定高度,待小压料板4和压料板11脱离凸模2和修边凸模5一定高度后,气缸7开始工作,刮料完成后,气缸7回到氮缸8位置,等待下一个工序件,此处要求气缸7的力小于氮缸8总力。
4 结论
综上所述通过对顶盖制件及模具结构的研究分析,对于轿车模具顶盖天窗冲翻模具结构有两种:一种是带切换装置的模具结构,另一种为带下压料的天窗冲翻结构。该两种方式与传统顶盖的模具结构相比,都可以有效降低前期的研发费用及模具制造成本,也能释放冲压车间的存放空间,减少生产不同款型板件生产的切换时间,提高生产节拍和生产效率,实现有天窗型和无天窗型两种不同形式顶盖外板的生产,无需停线更换模具和增加模具的闭合高度。带下压料的天窗冲翻结构与带切换装置的模具结构相比,虽然其是在无天窗顶盖模具后增加一副带有下压料的天窗冲翻结构模具,但其结构可以在一定程度上改善天窗四角变形问题,制件质量提升,模具结构也相对简单,能够节省工装成本。
