锂电设备张力波动研究
2021-08-05陈哲王昆
陈 哲 王 昆
惠州市赢合科技股份有限公司 广东 惠州 516025
1 张力控制的定义
张力控制是指能够持久维持基材(极片)在设备上输送,卷绕等工艺时所需张力的能力。在极片卷绕中,合理的张力能避免带材因部分金属延伸不均而造成波浪,并保证极片平整,同时还能减少单位轧制应力和带材的宽展。另外,保持带材所受张力的稳定,可避免因张力过大而导致极片产生塑性变形,张力太小而使卷材出现松弛的现象而影响绕卷的质量。因此,卷绕过程控制好张力对卷绕的顺利进行,产品质量的保证具有关键的作用。
2 张力控制研究的目的
a)控制整个系统的稳定运行,即设备在启动、停止、加速、减速和恒速运行过程中保证整个系统的张力稳定,保证绕卷的质量。
b)随着极片(铝箔,铜箔)的厚度越来越薄,设备在启停,加减速阶段以及卷绕设备的机械精度、材料的几何缺陷工艺、工艺条件等因素的影响下均会产生张力波动,如果张力波动过大,则会更加容易导致极片发生塑形变形或者被拉断的状况,影响收卷的质量。
3 张力产生机理
设薄膜张力为T,薄膜从放卷端放卷的线速度V1,经对辊拖动后薄膜运行线速度为V2,料轴与对辊之间薄膜原长为L,如图1.1所示。在放卷过程中,如果V2〉V1,薄膜内应力增大,将被拉伸;如果V2〈V1,薄膜内应力减小,产生收缩。只有V2=V1,薄膜内应力不发生改变,保持平稳状态。
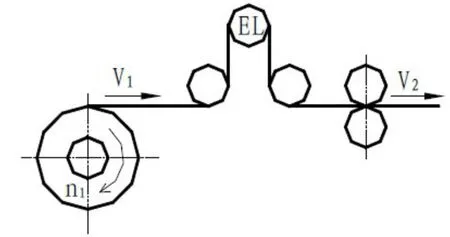
图1.1 放卷系统简图
根据胡克定律有
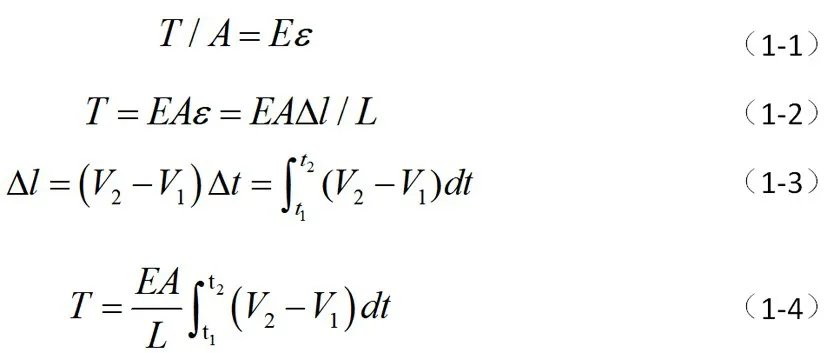
式中:E为弹性模量,ε为变形量,A为极片横截面截面积,t1为薄膜从放卷端放出的时刻,t2为薄膜到达对辊的时刻。
张力产生原因是由于放卷端与对辊之间存在速度差(V2―V1),使薄膜发生弹性形变而产生对应的张力。若在放卷过程中,(V2―V1)的差值越来越大,则对应的的张力T会越来越大,则会导致极片的张力持续增大而导致极片断裂。若(V2―V1)的差值越来越小,则对应的张力会越来越小,从而导致薄膜堆积发生皱褶,影响后续工序。因此,要保证放卷过程的张力恒定,需控制(V2―V1)的差值恒定(此过程假设极片的整个放卷过程中截面不发生形变或者形变量极小)。
4 加减速放卷数学建模
由于分切机在执行换卷,取卷以及启停等操作时,设备在启停阶段的存在加减速过程,此过程将会产生张力波动,对卷绕过程造成影响,需要对加减速阶段的张力进行研究,动态力矩平衡方程为:

转动过程中的转矩为:

对Jk关于时间t求导,得

式中,J1为料卷转动惯量,随时间t变化,J1=J0+Jk,Jk为卷材转动惯量,J0为料轴转动惯量且为常数。
当料卷卷径很大时,在启动的加减速阶段卷径变化很小,可近似认为dD1/dt=0,设牵引辊在启动进给阶段的进给加速度为a1,则有dJk/dt=0


式(3―4)代入式(2―14)中,可得
式(3―5)表明加减速阶段张力同样受到放卷速度V1、卷径D1、磁粉输出转矩Md、料轴转动惯量J0、料轴直径d0、薄膜密度ρ、摩擦系数Bf等因素影响,此外还与加速度a1有关。
5 结束语
本文论述了卷对卷设备加减速过程的张力形成及张力波动的有关因素,对实际工程中张力的控制具有一定的参考价值。
