发动机缸体主油道螺纹堵塞自动拧紧设计研究
2021-08-04黄海银佳和黎可富
黄海 银佳和 黎可富
摘 要:对发动机缸体主油道螺纹堵塞全自动拧紧进行研究,设计堵塞自动上料、堵自动涂胶、胶有无视觉检测、缸体自动顶升夹紧、机器人加持拧紧枪等自动化结构,实现小螺纹堵塞的全自动拧紧,提升生产线的生产效率,降低人力成本。该设计同时使用机器人、视觉识别、自动涂胶、震料盘技术,可同时实现涂胶、涂胶识别、取料、拧紧等复杂动作。
关键词:缸体主油道螺纹堵塞 自动化 涂胶 视觉 拧紧
Design and Research on Automatic Tightening of Thread Blockage in Engine Cylinder Block
Huang Hai Yin Jiahe Li Kefu
Abstract:The article does researches on the automatic tightening of the thread blockage of the main oil passage of the engine cylinder, and designs automatic blockage automatic feeding, blockage automatic glue application, visual inspection of glue presence, automatic cylinder block lifting and clamping, robot holding tightening gun and other automatic structures, so as to realize the fully automatic tightening of small thread blockages, and improve the production efficiency of the production line, and reduce labor costs. The design uses robots, visual recognition, automatic glue application, and vibrating material pan technology at the same time, which can simultaneously realize complex actions such as glue application, glue recognition, reclaiming, and tightening.
Key words:cylinder block main oil passage thread blockage, automation, gluing, vision, tightening
1 引言
汽車工业的高速发展推动了自动装配技术的不断提高,汽车装备的高自动化、高柔性、高智能是汽车装备制造业和汽车工业发展的方向。[1]
发动机缸体油道需同时为凸轮轴润滑、VVT正时系统控制、曲轴孔轴瓦旋转润滑等部件提供机油,以保证发动机的正常运作,所以其主油道较为复杂,为保证有效贯通,需加工较多工艺孔,这些工艺孔需使用螺纹堵塞或者闷盖进行密封,避免发动机泄露。这些螺纹堵塞孔一般直径小、长度短,数量多,且有密封胶要求,故主油道堵塞的拧紧动作包含取料、工件夹紧、涂胶、涂胶检测、拧紧,目前大多数主机厂采用手动拧紧的方式,以国内某大型主机厂为例,发动机缸体有4颗堵塞,堵塞类型有两种,拧紧过程需更换拧紧头,82秒节拍要求下,员工需完成4次取料、涂胶、拧紧和1次更换拧紧头的动作,工作强度大,人机工程差,易产生较大疲劳感,后期往往会出现跟不上节拍的情况。
随着机器人设备、自动夹具、视觉系统的高速发展,传统的人工拧紧方式会被逐渐淘汰,自动涂胶、拧紧、视觉检测设备会集成化应用到小零件的拧紧过程,提升工厂自动化水平和生产效率。
2 总体概念设计
2.1 产品要求输入
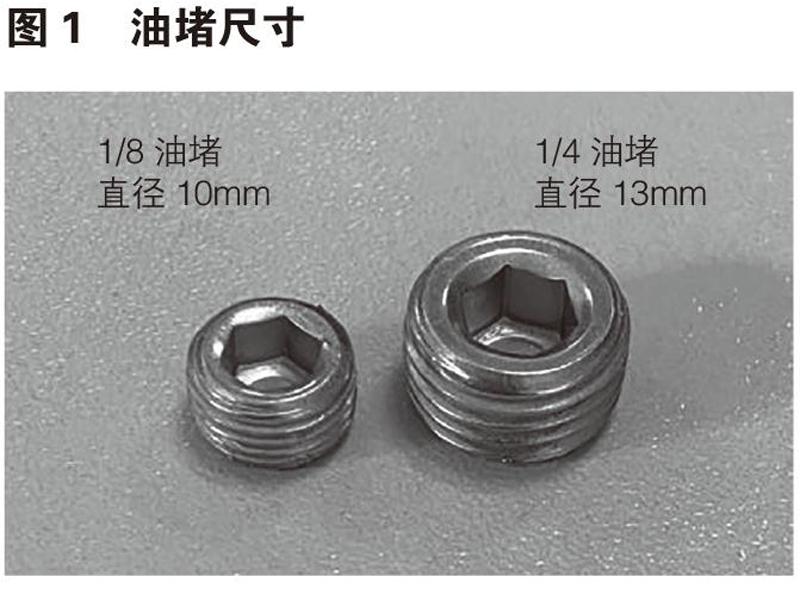
设计概念需围绕产品要求,以实现产品的堵塞拧紧要求为最终目的,以某公司的某款产品举例(如图1),需了解以下产品要求:
(1)堵塞类型:1/4和1/8锥螺纹,考虑节拍的情况下,需增加两套拧紧机构,减少换套筒的时间;
(2)堵塞尺寸:直径<13mm,长度<7mm,整段是螺纹,尺寸短小,底部为内六角孔,夹持方案可以考虑磁式拧紧头取料,避免螺纹损伤;
(3)扭矩要求:<20NM,采用小扭矩拧紧轴;
(4)密封要求:乐泰胶,采用自动化滴胶机构和视觉检测机构保证涂胶量。
2.2 自动化需求
为提升生产效率,保证拧紧质量,在控制整体投入成本的前提下,将人工拧紧改为全自动拧紧。
2.3 概念设计输出
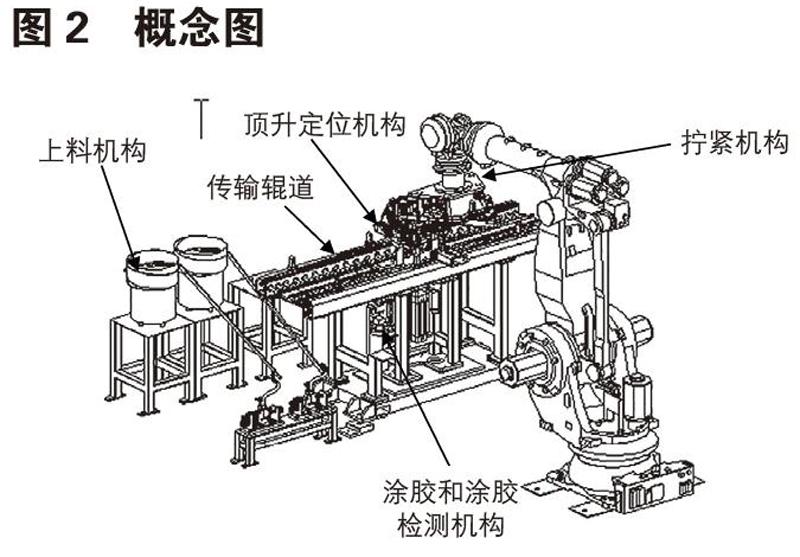
根据产品要求以及自动化需求,发动机缸体堵塞自动拧紧设计分为自动上料、拧紧机构、顶升定位机构、传输辊道、涂胶和涂胶检测模块,如图2。
3 详细设计及选型
3.1 上料机构
为实现快速自动取料,保证取料成功率,每一颗油堵的姿态、位置均需固定。对于密封管螺纹小尺寸油堵,现在应用较多的方案主要有:
(1)震动排序机+吹气管路传输+分料器,快速稳定,吹气系统成本较高;
(2)震动排序机+重力管路传输+分料器,快速稳定,成本低;
(3)固定位置包装+3D视觉吸附取料,结构简单易实现,但吸附装置容易磨损,成功率相对较低。
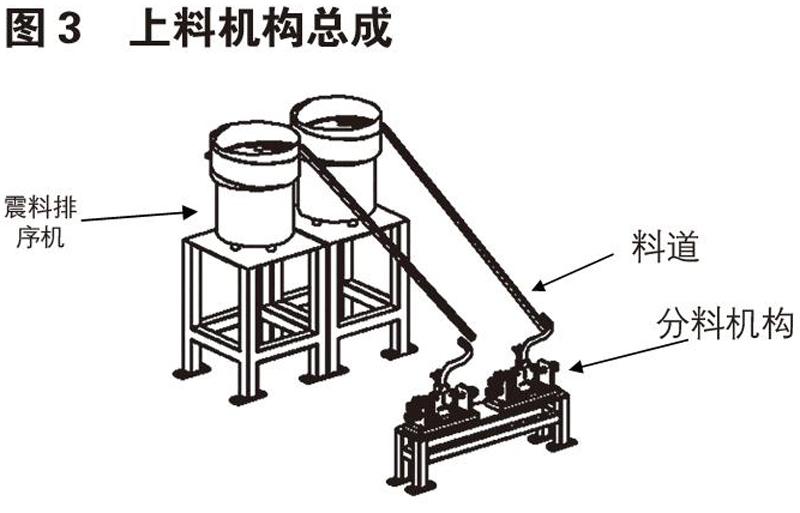
综合优缺点,方案二为最优方案(如图3):排序机需让油堵出来时保持固定姿态,通过仿形料道重力下落至分料器,由于是重力传输,料道长期有多颗油堵,分料器需将油堵进行分隔,保证取料处仅有一颗油堵,并且需要将油堵进行顶紧,保证拧紧套筒认冒。
分料机构主要由挡料机构1、挡料机构2、压紧机构、接料机构组成,挡料机构1/2将单颗油堵实现分隔,压紧机构压紧,如图4。
挡料气缸选型FESTO AND-12-15-A-P-A,气缸直径12mm,行程15mm,压紧气缸选型FESTO AND-12-25-A-P-A,行程25mm。工作原理:挡料机构2气缸伸出,挡料机构1气缸缩回,油堵下落,挡料机构1和2间隙设计为一颗油堵直径的宽度,挡料机构1气缸伸出将上方油堵隔開,挡料机构2打开,油堵下落,压紧机构伸出压紧油堵至取料口出,等待机器人来取料。以上动作逻辑,通过到位传感器(接近开关)与PLC延时控制实现,传感器选择巴鲁夫M8接近开关(BES M08EE-PSC20B-S04G-003)。
3.2 拧紧机构
在82s的生产线节拍范围内,需完成1/4和1/8油堵的的自动取料、涂胶、视觉识别、拧紧等动作,且油堵拧紧有较为严格的扭矩要求,所以拧紧机构要求具备以下功能:
(1)快速移动,定位精度高;
(2)可完成复杂动作;
(3)扭矩控制。
参考发动机装配线中使用的螺栓自动拧紧技术,使用机器人带动拧紧轴实现拧紧动作,快速准确,并能实现扭矩监控,如图5。
3.2.1 拧紧部件
拧紧部件包含拧紧轴、夹持部件。拧紧轴根据扭矩要求,选用扭矩范围为20KN的atlas QMX42-2ROT。因为需要拧紧的是内六角密封螺栓,所以拧紧头设计为外六角头,为方便在快速移动过程中螺栓不掉落,拧紧头需带有磁性,将6颗圆柱磁铁均布拧紧头一周,磁铁选用标准件(MISUMI HXN2-5),见图6。
夹持部件包括拧紧轴夹持部件和延长杆支撑。缸体表面结构复杂,需使用延长杆避开干涉位置,为保证延长杆高精度直线运动,增加直线衬套(misumi),衬套可以参考misumi推荐的配合公差设计支撑套和延长杆。
3.2.2 机器人
机器人需完成取料、拧紧动作,油堵无预拧步骤,需直接带着油堵前进至螺纹孔处进行拧紧,重复定位精度要求较高。目前各大机器人厂家提供的定位精度均为空载100%倍率下的工况精度,为了保证负载情况下拧紧的精度,选择精度为±0.06mm的6轴机器人KUKA KR210 R2700 extra。
在做拧紧轴与机器人配套设计的时候,需要注意:
(1)拧紧轴固定在机器人第六轴,线缆长度需满足机器人第六轴到达的最大位置,线缆为避免旋转干涉,需沿机器人本体走线,经测量机器人各轴长度合计5.7m,线缆一端接拧紧轴,另一端接拧紧控制器,控制器一般安装在防护网外,以便维护和调整,所以线缆长度需大于10m。
(2)需增加拧紧轴线缆的线管包,线管包的作用主要是防止线缆拉扯导致的异常磨损。
3.3 顶升定位机构
3.3.1 顶升定位机构组成
顶升定位机构组成包括顶升和定位机构。顶升机构实现在工件传输到位后,将工件顶升至一定高度,避开拧紧过程与辊道的干涉,定位机构利用一面两销的方式实现工件的精准定位,保证重复定位精度。
顶升机构主要部件包括:直线轴承、导向杆、顶升气缸、安装板等。
定位机构主要部件包括:定位面、菱形销、圆柱销以及落位传感器等。
3.3.2 精度分析
顶升定位机构是油堵拧紧的关键机构,它与机器人的定位精度匹配程度决定着拧紧成功率的高低。机器人的位置可以根据定位机构的安装后的实际位置,调整运动程序进行匹配,所以只需要考虑顶升定位机构的重复定位精度,影响重复定位精度主要有运动部件和定位部件,这套机构影响重复定位精度的位置为导向杆与直线轴承配合副、定位销与定位孔间隙,导向杆与直线轴承的配合H7/g6,定位销与定位孔的配合参考CNC(加工中心)定位尺寸,计算公式如下:
a)重复定位精度=导向杆与轴承配合极限间隙+定位孔与定位销配合极限间隙
b)导向杆尺寸=φ50(-0.034,-0.009,),轴承孔尺寸=φ50(-0.014,0),过渡配合,极限间隙为0.034mm
c)定位孔尺寸=13(0,+0.018),定位销尺寸12.9(-0.027,0),极限间隙为0.045mm。
所以顶升机构的重复定位精度=0.034+0.045=0.079mm,料头与油堵的间隙为0-0.2mm,所以顶升机构的定位精度可以满足重复定位要求。
3.4 传输辊道
传输辊道由对中机构、挡料机构、自动辊道、到位传感器、导向、支撑总成等几部分组成,实现工件准确到位功能,如图8。
工作逻辑为:挡料器升起,入口放行工件进入到挡料位置挡停,对中机构将工件对中,对中机构松开, PLC延时(2s)发送对中到位信号给顶升机构、拧紧机构进行顶升拧紧,拧紧结束后,顶升机构下降到位信号发送给挡料机构,松开挡停,辊道旋转,工件离开顶升工位,开始下一个循环。
3.5 涂胶&检测机构
采用全自动可控滴胶量的滴胶系统完成滴胶,使用彩色2000万像素的相机(可根据实际现场识别环境选用)进行滴胶效果检测,相机需配备镜头和可调节光源便于适应不同的检测环境。
4 结语
高精度的6轴机器人结合视觉系统以及定位机构可替代复杂动作的人工操作,在自动化机构的设计过程中需充分考虑定位精度、成本、场地大小的因素。
参考文献:
[1]戴维,发动机装配过程螺栓拧紧监控策略设计及应用.汽车制造技术.2018年第12期.
[2]王力爽.发动机缸体10轴自动拧紧机设计研究.装配应用与研究.2020年第18期.
[3]龙海清,王阿素.自动涂胶系统在发动机缸体生产中的应用.2014年第1期.
