智能化采制化技术发展趋向及应用探析
2021-07-27钮星星
钮星星
(山西焦煤汾西矿业集团贺西煤矿,山西 柳林 033300)
选煤厂是煤炭洗选的主要场所,经过煤炭洗选可去除原煤中大量的煤泥、杂质等,将劣质煤炭转换成发热量高、环境污染低的优质煤炭[1]。煤质检测是控制煤炭产品之上、提升经济效益的重要环节,将先进的、可靠的煤质检测技术应用到选煤厂中,可在一定程度上改善选煤厂检测手段滞后从而影响生产质量局面[2-3]。
1 选煤厂采制化技术分析
选煤厂采制化系统应用主要体现两个方面[4-5]:
1.1 洗选生产阶段
在洗选生产阶段涉及到采制样技术的主要环节包括精煤、洗混煤的制样、分析以及快速沉浮试验等。选煤厂生产阶段采制样技术主要存在下述问题:
1)误差大、自动化程度低。采用人工采样时误差大,甚至会影响后续重选环节参数指定。选煤厂内采用的机械化采样技术只能采样,缺乏对应的关联设备。在采样、制样过程中缺少弃样返回设备。样品采集后多是通过人工运输,子样采集量低,不能有效代表试样本身特征。部分选煤厂虽然采用机械化采样、制样,但是设备运行可靠性、自动化程度较低,仍需要现场作业人员深度参与。
2)制样环节影响因素多。采用人工制样时样品会受到多因素影响,从而造成制样成品不能有效代表取样产品特征;同时在样品制备过程中噪音、粉尘产生量大,对现场作业人员也会带来一定的健康威胁。
3)试验管理困难。化验、快速沉浮试验结果主要通过工作人员整理,数据处理认真程度以及专业技术能力会直接影响化验以及沉浮试验结果。选煤厂生产一般集中在晚上,操作人员长期重复劳动会消耗大量的精力,有时会给试验结果造成影响。目前采用的强化管理措施虽然可在一定程度上提升试验结果可靠性,但是也存在管理困难问题。
1.2 销售煤样检查
煤样采样、制备等环节系统运行可靠性不足,煤样缺乏必要的密封保护,人为因素会直接影响样品成质量。在煤样后续分选过程中通过强化管理来减少人为因素影响,难以实现自动化操作。
采制化系统存在自动化程度低、系统可靠性不足以及人员因素影响较大问题,而通过采用智能化采制化技术可提升煤样取样、制备以及化验各个环节精度,为选煤厂高效生产创造良好条件,是选煤厂煤样采制化主要发展方向。
2 智能化采制化技术分析
2.1 技术特征
智能化采制化系统硬件结构主要包括有采样设备、制样室、煤样间、控制台以及传送系统等构成。通过远程集中控制系统作业人员无需接触煤样即可完成煤样取样、制备化验及分析,从而解决人员因素对化验、试验结果影响。常见的智能化采制样系统结构组成见下页图1。
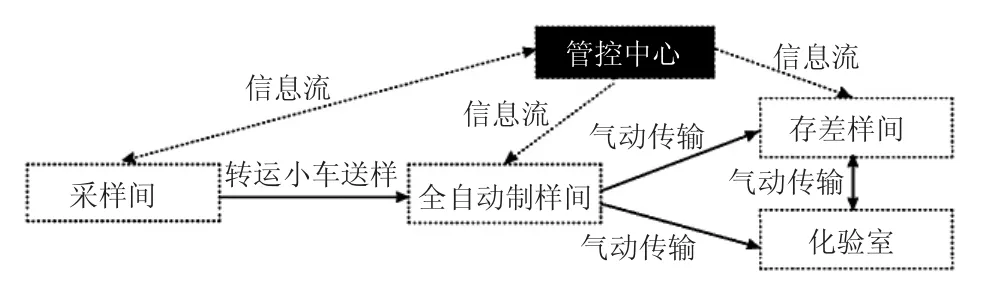
图1 智能化采制样系统结构
2.2 煤样采样
煤样采样由于相对简单,采样技术也相对成熟,选煤厂内使用有各类型的机械化采样设备,如汽车门式采样等、带式输送机中部采样机等,下页图2为在兴隆庄煤矿采用的智能化煤样采样设备。

图2 智能化煤样采样设备现场应用情况
技术较为成熟的煤样采样系统一般是对选煤厂原有采样机改造而成。智能化采样系统应具备下述主要功能:
1)采样时漏煤、堵煤或撒煤等故障发生率较低。
2)采样设备可接受远程集控中心发出的指令,并按照带式输送机运输煤量合理确定采样方案。
3)采样设备可实现长时间、无间断运行,运行可靠性高,仅需要进行常规的巡视、保养以及检修等工作即可满足使用。
4)获取到的煤样可转运至制样间,运输过程中受基本不受外界环境影响。
2.3 智能化制样
现阶段常见的智能化制样设备有立式、卧式两种类型,其中部分设备煤样制备数量可达到48个/d。制样室内各个功能模块相互配合完成煤样制备工作,煤样称重后自动完成破碎、干燥、研磨等环节,样品制备完成后打包密封,通过传输系统进入到存储室或直接用以化验。制样室内各个功能模块采用带式输送机连接,废弃的煤样集中存储。
但煤样制样环节智能化程度仍有较大的提升空间,主要体现在故障排查、远程集中控制以及设备维护等方面。制样过程中筛网等易损件消耗量大、设备可靠性仍有较大提升,甚至需要安排专人值守维护。此外在高强度运行过程中样品仍存在污染隐患。因此,在后续的研究中应重点对存在问题进行改进。
2.4 样品传输
样品在输送过程中管道输送是最为常见方式,在实践应用中已基本可实现500 m以上长距离传输。在现场应用时应特别注意两个方面:
1)采样后的煤样进入到制样室之前,对煤样转运环境要求较高,在不能使用带式输送机或者管道情况下时应安排专人采用密码电瓶车运输。
2)在制样室与化验室采用管道传输样品时密封性仍有较大的改进空间。
2.5 智能存储
气动管道将从制样室内获取的煤样传输至存样柜内进行存储,并通过自动控制机械手臂进行取样、存储、分类保管,全过程无需人员参与。智能存储柜可根据存储时间自动去除存储超时的煤样。一般情况下未经授权人员无法进入到智能存储柜内,具体智能存储柜传输以及存储操作流程见图3。

图3 智能存储柜传输以及存储操作流程
2.6 自动制样
自动制样一般采用机器人实现,机器人按照预先设定的操作流程、制样方案完成制样工作。现阶段自动制样仍存在下述问题:
1)自动制样适用于含水率较低的煤样。
2)自动制样功能仍有较大的提升空间,如自动分拣、制样数据制动传输等。
3)稳定性仍需进一步提升,如:自动制样设备断电复位后无法自动启动,仍需要人工复杂操作完成制样。
3 智能化采制化技术发展趋势
1)煤样管控方面。煤样制备应全程可追溯,将采样、制样、运输、存储等各环节均可避免人工参与,从而消除人工参与误差。采用先进理念制定的采样机综合性能评定方法成熟性较高,煤样制备、存储以及取样等环节均处于封闭环境中,制样设备依据功能模块指令模拟人工制样过程,具有较高的安全性及可靠性。
2)设备可靠性方面。智能化采制化系统设计到电机、自动化、控制以及机械等多学科,随着各个学科的快速发展,智能化采样设备的可靠性得以显著提升,设备已具备数月不间断运行能力。主要发展趋势是向高集成度方向发展,将新技术应用到智能化采样系统中,不断完成采样系统功能,将采制化功能、模式、数据传输以及业务相融合,提升智能化程度同时使得系统具备故障智能化诊断、煤样制备状态分析以及智能辅助决策等功能;功能模块衔接更灵活,依据煤样制备需要,煤样制备系统可智能判定煤样制备、化验方式,功能模块间可实现智能化组合。
3)适应性广。智能化采制化技术适用范围广泛,根据已有的资料表明,将智能化采制化技术与煤矿、电厂以及运煤码头等原煤采样、化验设备融合,可实现煤样采制化智能化升级。
4 结论
1)对现阶段选煤厂采制化技术分析,发现选煤厂煤样采集、制备以及化验等采用人工操作时存在误差高、结果可信度有待提升等问题,智能化采制化技术可有效解决上述问题。
2)对智能化采制化技术各个环节运行流程以及存在问题进行分析,并从煤样管控、可靠性以及适应性等方面提出展望。随着相关学科的发展,智能化采制样技术在选煤厂后续应用会更为广泛。
