JWF1286型精梳机的研发
2021-07-27范忠勇孙宝菊聂智良
范忠勇,孙宝菊,聂智良
(经纬智能纺织机械有限公司,山西 晋中 030601)
0 引言
JWF1286型精梳机是在原精梳机的基础上设计的一款高速高效新型全自动精梳设备[1],通过对原有精梳机型的钳板运动、皮老虎加压钳板开口机构、吸风通道设计、拉空管机构、换卷机构和接头机构等进行分析,采用130°锡林针布、新型吸风通道设计,具备自动退管、自动换卷、自动接头、自动开车等功能,提高了整机的稳定性和可靠性,以及更换棉卷时的棉网搭接质量,大大降低了棉纺行业挡车工的劳动强度和对熟练技术工人的需求。经过1年时间连续生产试运转,JWF1286型精梳机生产速度达到450 Nip/min,自动退管、自动换卷、自动接头功能稳定,接头成功率达到90%以上的设计要求。
1 JWF1286型精梳机的结构
1.1 研发思路
1.1.1通过分析钳板运动和原有精梳机钳板开口控制和加压装置,利用PTC公司三维制图软件CREO进行计算与模拟运动研究,将原齿轮传动改进为连杆传动来控制钳板加压与开闭合时间,使其在不同落棉刻度下,钳板开口尺寸保持不变,精确控制每一钳次的给棉量。
1.1.2分析现有90°锡林针布起始和结束梳理的时间段,并通过锡林轴变速来研究130°锡林针布的梳理效能,从而将锡林准确定位在锡林轴上,使其不与其他零部件发生干涉。
1.1.3通过分析车中风道的工作原理进行改进,减少或消除过棉通道中的螺钉数量来提高吸风通道清洁效率,同时合理安排三角气流板位置来提高棉网外观和棉网搭接质量。
1.1.4全新设计自动退管、自动换卷、自动接头装置,三自动功能稳定。
1.2 钳板开口控制装置
精梳机钳板通过曲柄滑块机构实现往复运动,如图1所示。为实现130°锡林针布的梳理要求,通过CREO机构模拟运动,在保持钳口位置不变的情况下,将下钳板设计成台阶式。130°锡林梳理时间重新计算进行分配,开始梳理时间提前为34.2分度(精梳机将锡林轴旋转360°规定为40分度,即每分度相当于9°;另外规定钳板最前位置为24分度,以下同),结束梳理时间定在3分度;将钳板闭合时间更改为33.5分度,10分度打开。这样的设计能够保证大角度锡林在运转过程中不会碰到下钳板,同时又能保证梳理时的梳理隔距。
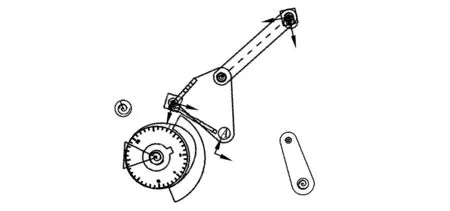
图1 曲柄滑块机构示意
精准设计上下钳板钳口形状及相对位置,使其在梳理过程中梳理隔距变化很小,基本实现等隔距梳理,保证高质量梳理,使精梳机的梳理效果大幅提升,表1为各分度实测梳理隔距。
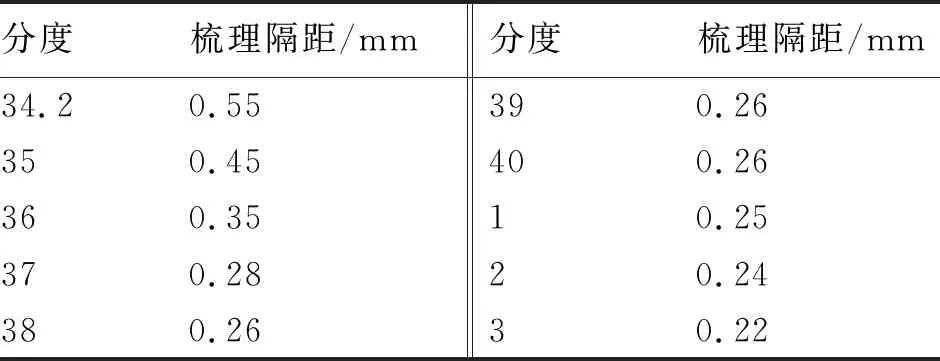
表1 各分度实测梳理隔距
为了与锡林变速梳理运动互相配合,在锡林梳理过程提前结束时,需要有将钳板钳口提前打开的钳板开口控制装置与之配合,用以及时调整钳板开口与闭合时间。通过计算机模拟,将原有齿轮传动改进为连杆调节机构,该机构由钳板摆轴通过四连杆装置(见图2)传递给张力偏心轴,使张力轴偏心通过皮老虎带动上钳板对钳板开口施加影响。当钳板开口、闭口定时需要调整时,松开抱紧装置,改变连杆与张力偏心轴的相对位置,即可使钳板开、闭口定时发生变化。初始位置的调节与传统机型也不同,该机型在24分度时将图2表面用水平尺调整水平,随后盘车到17分度位置调整偏心轮的位置。通过实测,该装置在调整落棉隔距后按照设计刻度进行调整,钳板开口保持在设计尺寸上,完美地实现了设计要求。
1—张力轴;2—紧固螺栓;3—刻度盘;4—锁紧螺母;5—上连杆;6—下连杆;7—紧固螺钉;8—偏心轮。
1.3 变速梳理技术的改进
新型130°锡林(见图3)安装时需要在锡林轴相应位置打孔,这与以前90°和110°锡林安装方式不同。原锡林在安装时需要对锡林壳体进行定位,一般为37分度定位,此时锡林壳体和锡林轴可以相对360°旋转。130°锡林安装时在轴上加工有安装孔,这样就要求精确计算锡林头排针的初始分度位置,通过研究原有机型结构,通过计算机模拟计算改变定位旋转角度使锡林头排针定位在34.2分度,而梳理结束分度定位为3分度,这样完美解决了大角度锡林梳理定位问题。
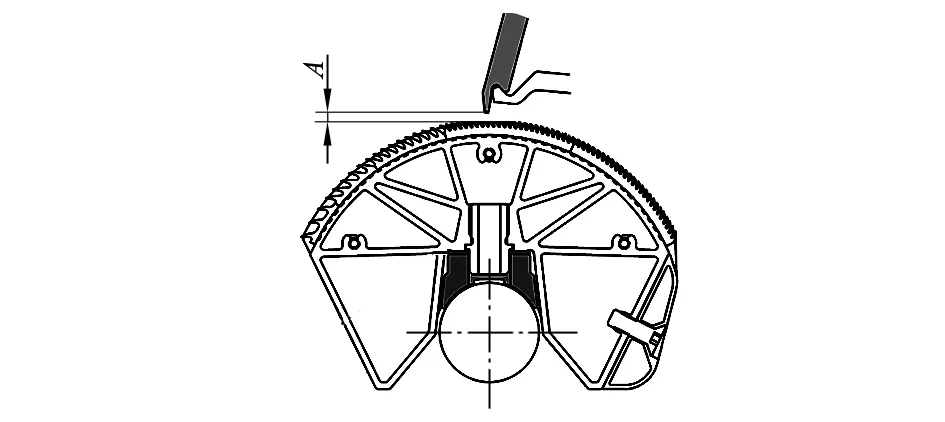
图3 新型130°锡林针布安装示意
1.4 新型吸风通道的改进
随着车速的提高,被锡林梳理的短绒、棉结、杂质在单位时间内成倍增加,需要高效率的清洁吸风系统,精梳机每一梳理位上吸风风斗的工作效率至关重要,原有精梳机的风道为多个零件组合而成,内部组合用标准件和焊点较多,在使用时容易钩挂棉花从而影响清洁效率。通过重新设计,将风斗设计为榫卯结构,将焊点布置在外部,三角气流板设计为可调式,调节螺钉隐藏在内部既方便了调节又减小了挂花概率,风道后盖板全新设计使装拆更加方便。
1.5 三自动功能的研究
JWF1286型精梳机的三自动功能主要是指自动退管、自动换卷和自动接头。这是该型精梳机最大的亮点,为我国向真正意义的黑灯工厂迈出了坚实的一步。通过对原有机型部分机架进行改进,采用新的横截面,增加拉空管机构、自动换卷机构和接头机构,伺服电机单独传动承卷罗拉,接头罗拉传动设计改进得以实现三自动技术。
1.5.1 自动退管机构
改进中墙板后增加拉空管机构(如图4),在棉卷用完时拉空管机构在气缸作用下向上翻起将尚有余棉的筒管压紧,吸风通道(像手电筒)打开,承卷罗拉反转,将剩余棉网吸干净。拉空管机构在气缸作用下将空筒管翻转到空管架或运棉小车上。

1—拉空管机构; 2—承卷罗拉。
1.5.2 自动换卷机构
新的棉卷备用有2种方式:一种备卷在运棉小车上,另外一种备卷在承卷架上(见图5)。当剩余棉网被吸风装置清理干净后,空的筒管被拉空管装置翻转到空管架上被检测光电检测到,承卷架保险气缸打开承卷架气缸下降将棉卷放到2个承卷罗拉之间完成自动换卷动作。
图5 承卷架上的备卷示意
1.5.3 自动接头机构
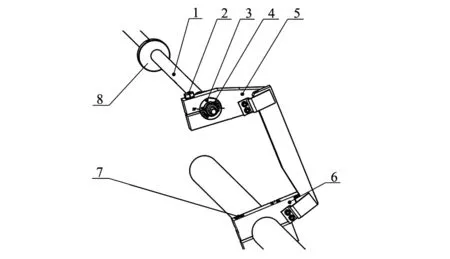
自动接头机构设计由接头罗拉、吹气管、吹气板、接头加压胶辊组成(见图6)。

1—吹气管;2—接头加压胶辊;3—接头罗拉;4—吹气板;5—承卷罗拉。
棉卷用完时机器停车,接头胶辊下压将棉网压紧在接头罗拉上,单独控制承卷罗拉的伺服电机带动承卷罗拉反转将棉网扯断在接头罗拉和第1个承卷罗拉之间,此时吹气板上抬,吹气管吹气将棉网尾端吹到吹气板下方,吹气板下降等待新棉网头端。随后进行自动退管和自动换卷动作,完成自动换卷后吹气板上抬,棉卷正向转动,当棉网头端到达吹气板上方时吹气板吹气形成负压区,将棉网头端吸附到吹气板上同时下降,此时棉网头端在接头胶辊和承卷罗拉之间、在旧棉网尾端上部,接头胶辊上抬然后再次压下,将棉网头端压紧在此处完成新旧棉网搭接动作,全机开车正常生产。
2 生产试验
精梳机质量水平主要包括精梳落棉率、精梳条干CV值、精梳条结杂和含短绒率等。表2主要是检验JWF1286型精梳机8个棉卷同时换卷、同时接头时的质量指标。
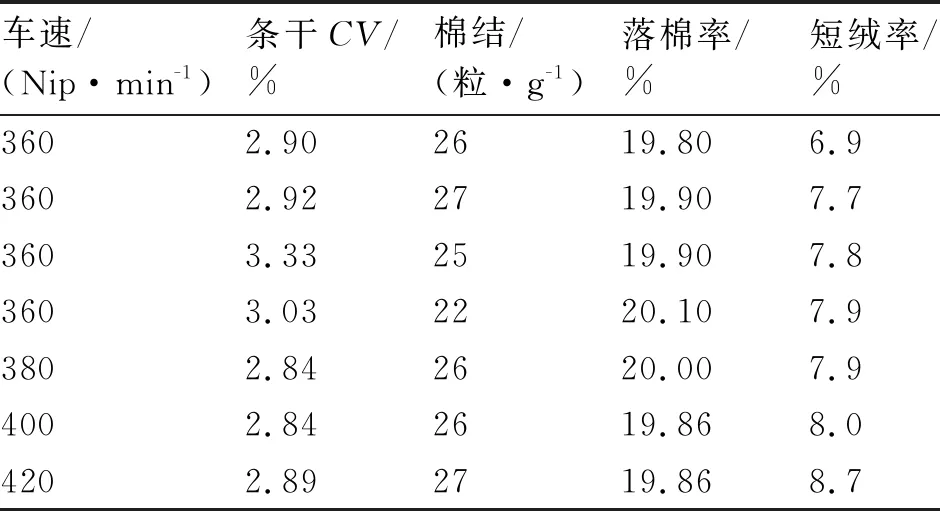
表2 JWF1286型精梳机不同速度下精梳条质量对比
将JWF1286型精梳机车速提到450 Nip/min时,精梳条质量见表3。

表3 JWF1286型精梳机在450 Nip/min时的精梳条质量
JWF1286型精梳机车速提高到450 Nip/min时,单机台跟踪CJ 12.96 tex成纱质量:条干CV值为13.72%,细节为11.5个/km,粗节为27.5个/km,+200%棉结为28.5个/km,+140%棉结为165个/km,强力为177.1 cN。
3 结语
3.1JWF1286型精梳机运用CREO三维设计软件对130°锡林、吸风通道、台阶式钳板、钳板的加压和开口的控制进行优化设计,并研发了自动退管、自动换卷和自动接头装置,使精梳机的生产速度达到450 Nip/min,三自动功能的成功率达90%以上。
3.2JWF1286型精梳机8个棉卷同时换卷、同时接头时,生产的精梳产品与成纱质量指标均达到国内先进水平和乌斯特公报5%水平。
3.3JWF1286型精梳机是国内首次在生产中实现自动退管、自动换卷、自动接头、自动开车的精梳设备,配合棉卷自动运输系统可以实现条并卷机到精梳机之间的条并精梳联。
