2195铝锂合金弧焊技术研究现状
2021-07-27温斯涵周炼刚焦好军吴素君
温斯涵 周炼刚 程 昊 焦好军 吴素君
(1 航天材料及工艺研究所,北京 100076)
(2 北京航空航天大学材料科学与工程学院,北京 100191)
0 引言
在航空航天工业的发展历程中,减轻结构质量、提高有效载荷始终是研究的重要方向,因此新型轻质结构材料的开发及应用研究至关重要。铝及铝合金在轻量化材料体系中占有重要位置,现已广泛应用于化工容器、火箭、探测器、飞机、舰船、轨道交通等领域。我国航天推进剂贮箱主要采用2219、2A14等二代铝合金,但是新一代运载火箭对结构材料的性能指标要求明显提高,需采用密度更低、比强度更高的高强度铝锂合金材料才能实现结构减重。目前,弧焊作为工业生产铝锂合金产品时应用最广泛的焊接方法,是2195 铝锂合金工程化应用推广所必须解决的关键技术之一。本文主要介绍了新一代2195铝锂合金的成分、组织结构及可焊接性,分析其焊接过程出现的主要问题,概述国内外机构通过优化2195 铝锂合金配用焊丝及弧焊工艺,改善接头组织结构及力学性能的研究工作,展望国内铝锂合金弧焊技术的发展趋势。
1 铝锂合金概述
铝锂合金(Al-Li)是一类添加锂元素的铝合金,锂(Li)作为自然界最轻的金属元素,密度仅为0.534 g/cm3,在铝合金中每添加1%(w)的Li,可使弹性模量提高6%,合金密度降低3%[1-2]。铝锂合金具有密度低、比强度和比模量高、疲劳裂纹扩展速率低(抗疲劳性能好)及优良的低温性能、较好的耐腐蚀性与超塑成形等特点[3-4]。因此,铝锂合金已成为航空航天领域的重要材料之一。
铝锂合金的发展极其迅速,基本上划分为三个阶段[5-6]。20世纪90年代,针对第2 代铝锂合金存在的问题,各国相继开展第3 代铝锂合金的研究,并研制出1460、Weldalite 049、2195、2197等一系列铝锂合金,其中2195铝锂合金的相关研究最引人瞩目,并在运载火箭贮箱及航天飞行器密封舱等结构件上成功取得工程化应用[6]。2195 铝锂合金提高了Cu/Li 比,并添加了Ag、Mg等新的合金化元素(成分见表1),为Al-Li-Mg-Cu-Ag-Zr 系合金,属热处理+变形强化铝合金[7],强化机制见图1[8],合金经过热处理后主要的析出相包括δ′(Al3Li)、δ(AlLi)、β′(Al2MgLi)、β(Al3Zr)、θ′(Al2Cu)、T1(Al2CuLi)、S′(Al2CuMg)等。

表1 2195铝锂合金化学成分Tab.1 Nominal chemical composition of 2195 Al-Li alloy

图1 2195铝锂合金强化机制[8]Fig.1 Strengthening mechanism of 2195 Al-Li alloy[8]
2195 铝锂合金较好地解决了第二代铝锂合金塑性和韧性较低、各向异性严重等问题,并提高了其抗腐蚀的性能。虽然2195 铝锂合金具备低密度、高比强度、高比模量等优势,合金性能对比见表2,并已成功应用在航空航天等领域,但是在焊接过程中仍然出现裂纹等问题,阻碍其进一步工程化应用。

表2 铝合金性能对比Tab.2 Comparison of properties of aluminum alloy
2 2195铝锂合金可焊接性
焊接技术是2195 铝锂合金应用中的关键技术,目前可以采用弧焊、搅拌摩擦焊、高能束焊等焊接方法对铝锂合金进行焊接[9-14]。弧焊作为工业生产铝合金产品时应用最广泛的熔化焊接方法[15],具有操作简单、成本低、热输入量易调节、电弧稳定性好、焊缝成形好等优点,是必须解决的关键技术之一。经研究与实践证明,2195 铝锂合金在熔化焊接过程中主要存在气孔敏感性高、热裂纹敏感性高和焊接接头性能下降、焊接成形及氧化等问题。
2.1 气孔敏感性高
由于加入Li、Mg等化学活泼性强的合金元素,合金表面极易形成Li2O、LiCO3、LiOH、MgO 等化合物,其表面易吸收空气中水蒸气,在焊接电弧下,合金表面的含水氧化膜分解析出原子态氢进入熔池如式(1)所示。

Li对氢的亲和力极强,在420~700 ℃会大量吸收氢气,因此易在合金浇铸过程中吸氢,导致铝锂合金母材比普通铝合金母材的含氢量高,在焊接时有更多的氢随母材熔化扩散进入到熔池内。熔池内的液体金属冷却凝固时,氢在液态金属中的溶解度将从0.69 cm3/100 g 急剧降低至0.036 cm3/100 g,过饱和析出氢形成气泡,气泡会通过长大上浮机制逸出熔池表面,但是铝合金热导率较高,焊接后冷却速度较快,部分在凝固前无法逸出的气泡,就会在焊缝中形成气孔缺陷[16]。
2.2 热裂纹敏感性高
铝合金的焊接裂纹属于热裂纹,分为焊缝内(WM)结晶裂纹和热影响区(HAZ)液化裂纹,在接近固相线温度的高温下沿晶界开裂,都具有沿晶开裂特点,通常与晶间的低熔点共晶相关。结晶裂纹断口形貌主要呈现光滑颗粒特征(“土豆”状或“鹅卵石”状),断口表面可见晶间低熔点共晶物或液膜褶皱;液化裂纹断口形貌与结晶裂纹的断口形貌类似,表面为光滑颗粒状特征,但在熔合线外侧开裂,断口表面会表现出轧制母材组织高温沿晶断裂特征。
与2219、2A14 等Al-Cu 系合金相比,2195 铝锂合金的热膨胀系数大(25.77×10-6/K)、冷却零塑性温度低(470 ℃)、脆性温度区间大(124 ℃),在凝固过程中,容易产生热裂纹[17],三种铝合金脆性温度区间对比见表3。LIN[18]研究表明,在冷却速度和凝固速度一定的条件下,采用变拘束试验方法对比2195、2219、2090、2A14 等铝合金的焊接裂纹敏感性,测量最大凝固裂纹长度,试验结果显示2219 铝合金最大裂纹距离约为4 mm,2A14约为7 mm,而2195铝合金最大裂纹距离超过14 mm,证明2195 铝锂合金焊接裂纹敏感性要明显高于2219和2A14铝合金。

表3 铝合金脆性温度区间[18]Tab.3 Brittleness temperature range of aluminum alloy[18]
2.3 焊接接头软化
2195 铝锂合金属于典型的沉淀强化合金,当采用传统焊接工艺时,焊缝中的金属熔化并重新凝固,焊缝区组织具有铸态组织结构的特征,熔池在快速冷却过程中,大量的溶质元素偏析在枝晶间,降低了其在固溶体中的过饱和度,即使焊后采取人工时效,焊缝内析出的强化相也明显少于母材中的强化相。热影响区的过时效也会引起接头强度的降低,导致焊接接头成为焊接结构的薄弱环节之一[10-12]。总体而言,焊接接头软化会导致接头的强度、硬度、塑性均低于母材,往往需要对焊接区进行厚度补偿。
2.4 焊缝易氧化
一般Al合金在氩弧焊接时通常仅需要在焊缝正面通氩气、氦气等惰性气体保护,但是由于2195铝锂合金中Li元素化学性质活泼,在焊接时极易被氧化,尤其是在焊枪保护气无法覆盖的位置,导致焊缝成形较差,焊缝内部氧含量上升,并存在气孔、夹杂等缺陷,使接头力学性能大幅下降,且不利于接头补焊的抗裂性,会显著影响焊接质量[12]。
针对2195铝锂合金熔化焊接中未解决的热裂纹敏感性高和焊接接头性能下降等问题,各国研究人员相继开展2195铝锂合金配用焊丝研制及熔化焊接工艺研究工作,提高焊接头的抗裂性及力学性能。
3 2195铝锂合金焊丝研究现状
3.1 国外配用焊丝研制
美国国家航空航天局(NASA)在20世纪90年代就已开展关于2195 铝锂合金焊接的相关研究工作[19],虽然美国已将2195 铝锂合金成功应用在航天领域,但是文献资料显示,利用2319 及4043 焊丝焊接2195铝锂合金仍然存在焊接性能不足及裂纹敏感性较高等问题。因此,NASA 等研究机构又对2195铝锂合金的配用焊丝进行了研究。
从1993年开始至1999年,NASA 及Lockheed Martin 公司共同研制出B218 铝铜系焊丝及17#铝铜系焊丝。其中,17#配用焊丝成分为Al-Cu-Ag-Mg-Ti-Zr,晶粒细化剂以Ti、Zr 为主[20],成分见表4[21]。与其他3 种Al-Cu 系焊丝及4043(Al-5.3Si)焊丝进行对比试验,结果表明,利用VPPA 焊接技术及17#焊丝焊接2.4 mm 厚的2195 铝锂合金试板具备最优异的力学性能,带余高焊缝及去余高焊缝的拉伸强度分别为389.1 和348.2 MPa,延伸率分别为5.9%和7.8%,远高于4043 焊接头338.9 和306.6 MPa 的拉伸强度,以及3.2%和3.8%的延伸率,因此被选为2195 铝锂合金的配用焊丝之一,并申请了相关专利[21]。

表4 2195配用焊丝化学成分[21]Tab.4 Nominal chemical composition of the match welding wire for 2195 alloy[21] %(w)
Al-Cu 系B218 焊丝的详细化学成分并没有公布,但是文献[22]报道称该焊丝降低了2195 铝锂合金的焊接裂纹敏感性及补焊裂纹敏感性,并与4043焊丝(利用VPPA 方法焊接)的性能进行了对比,见表5。结果如下:(1)焊接1.5 mm 厚试板,B218 焊接头性能高于4043焊接头性能;(2)焊接2.4 mm 厚试板,B218 焊接头带余高及去余高的拉伸强度约为388.2和327.5 MPa,延伸率约为10.5%和12.6%,同样高于4043 焊接头性能;(3)B218 焊丝补焊接头的力学性能明显超过4043 焊丝补焊接头的力学性能,其性能与4043 焊丝一次焊接性能相当。B218 焊丝在焊接2195铝锂合金时展现出的优异的一次焊接及补焊性能,具有很大应用潜力。
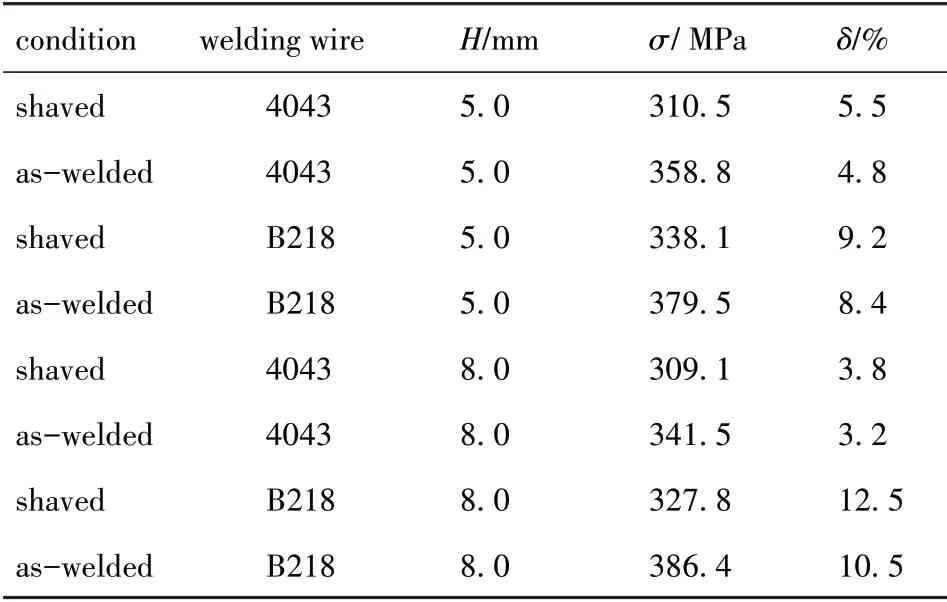
表5 B218焊丝与4043焊丝焊接头力学性能对比[22]Tab.5 Comparison of mechanical properties between B218 and 4043
3.2 国内配用焊丝研制
国内对于2195铝锂合金焊接技术的相关研究起步较晚,还未工程化应用,但是航天材料及工艺研究所及北京航空材料研究院等科研机构对2195铝锂合金配用焊丝成分设计的相关课题开展了研究工作,并取得了一定的进展。
焦好军等[17]利用焊接热模拟的方法对比了2195、2A14、2219和2A97的裂纹敏感性,并作出合金相应的热塑性曲线,脆性温度区间分别为124、103、52 以及143 ℃,说明2195 铝锂合金的抗裂性能比2219 及2A14 铝合金差,但优于2A97 铝合金。同时,研究了H2195(Al-Si-Cu 系)焊丝焊接2 mm 厚T6 态2195 铝锂合金的焊接性能,其焊缝组织见图2,接头组织分布均匀,其中A 区域为AlSi 相,B 区域为AlSiCu 相,C 区域为Al2Cu 相。利用H2195 焊丝焊接2195 铝锂合金十字搭接试板,结果显示,H2195 焊丝的十字搭接裂纹敏感性低于Al-Cu 系2325 焊丝的裂纹敏感性,经测量计算,其结晶裂纹率K1=3.1%,液化裂纹率K2=0,满足K1<10%,K2=0 抗裂性能要求,见图3。H2195 焊丝的接头拉伸强度为336 MPa,强度系数为0.59(母材强度按570 MPa 计算),满足强度指标要求,但是延伸率仅为2.3%,塑性指标偏低。

图3 2195/Al-Cu及2195/H2195十字搭接[18]Fig.3 Intercrossed lap joints of 2195/H2195 and 2195/Al-Cu[18]
李小飞等[19]研究了2195铝锂合金的热裂纹敏感性及焊丝成分对接头组织和性能的影响,试验利用钨极氩弧焊接在2 mm 厚的试板上进行。研究表明,2195 铝锂合金临界应变量较小εmin<0.19%,其焊接热裂纹敏感性较大,裂纹分布于接头的焊缝内部、熔合线附近等轴区及弧坑等位置,裂纹均沿晶界分布并扩展,被认为与晶间的共晶液相相关。研究人员在ER2319 焊丝的基础上,研制了Al-Cu-Sc 系和Al-Cu-Ag-Mg 系焊丝,并与ER4043焊丝进行了对比,焊丝成分见表6[23]。力学性能结果显示,含Sc焊丝的接头强度较高,3#和4#超过340 MPa,且韧性较好,冲击断口以穿晶断裂为主;添加Ag、Mg 合金化元素的6#、7#接头强度为309 MPa,且Ag、Mg 含量的变化对强度提高影响较小;合金化程度低的焊丝接头力学性能最差。

表6 焊丝化学成分Tab.6 Nominal chemical composition of the welding wire%(w)
4 铝锂合金弧焊工艺研究现状
4.1 国外弧焊工艺研究
目前,铝锂合金的弧焊方法主要包括熔化极惰性气体保护电弧焊(MIG)、钨极惰性气体保护电弧焊(TIG)、变极性等离子弧焊(VPPA)等[10-12],对于铝锂合金的弧焊工艺不断改进发展,由最初的TIG焊接发展成变极性TIG(VPTIG)焊接,增强了电弧的稳定性,既具备“阴极雾化”作用清除表面氧化膜,又可以减少钨极烧损,保证电弧形态及其穿透力。在此基础上,进一步研究了VPPA 方法焊接铝锂合金。该工艺综合了变极性TIG焊和等离子弧焊的优点,在保证“阴极雾化”作用清除表面氧化膜并降低钨极烧损的条件下,可以有效利用等离子束具备的高能量密度的特点,在焊接过程形成穿孔熔池,增加焊接熔深,有利于气孔逸出,并减小工件变形,可显著改善焊接质量。
英国、法国等国家主要采用TIG 焊、MIG 焊等方法对8090、2091等铝锂合金开展焊接研究工作,而俄罗斯已成熟掌握1420、1460 等一系列铝锂合金的TIG 焊接工艺,并应用于“能源号”运载火箭的超低温燃料贮箱焊接。但是国外公开报道关于2195铝锂合金熔化焊接技术的研究资料较少。
20世纪90年代美国NASA 对2195 铝锂合金的焊接工艺进行了研究,在利用VPPA 焊接方法的基础上增加随焊碾压补焊工艺(利用机械法释放焊接应力),解决补焊的裂纹敏感性问题,最终使用VPPA 焊接工艺对2195 铝锂合金进行焊接,并使用随焊碾压TIG 技术进行补焊,完成STS-91 发现者号航天飞机上“超轻型贮箱”(Super Light Weight Tank)的焊接[20],使其运载能力提高3.6 t。
CHATURVEDI[23]通过热模拟方法研究热影响区在焊接过程微观组织结构的变化,其SEM 及TEM 图像如图4所示,并且利用钨极气体保护电弧(GTA)技术对2195 铝锂合金进行焊接,填充材料选用4043 焊丝,焊后宏观金相照片见图5,对焊后的焊缝组织结构、硬度及拉伸性能进行分析,并研究焊后热处理接头的组织及性能。
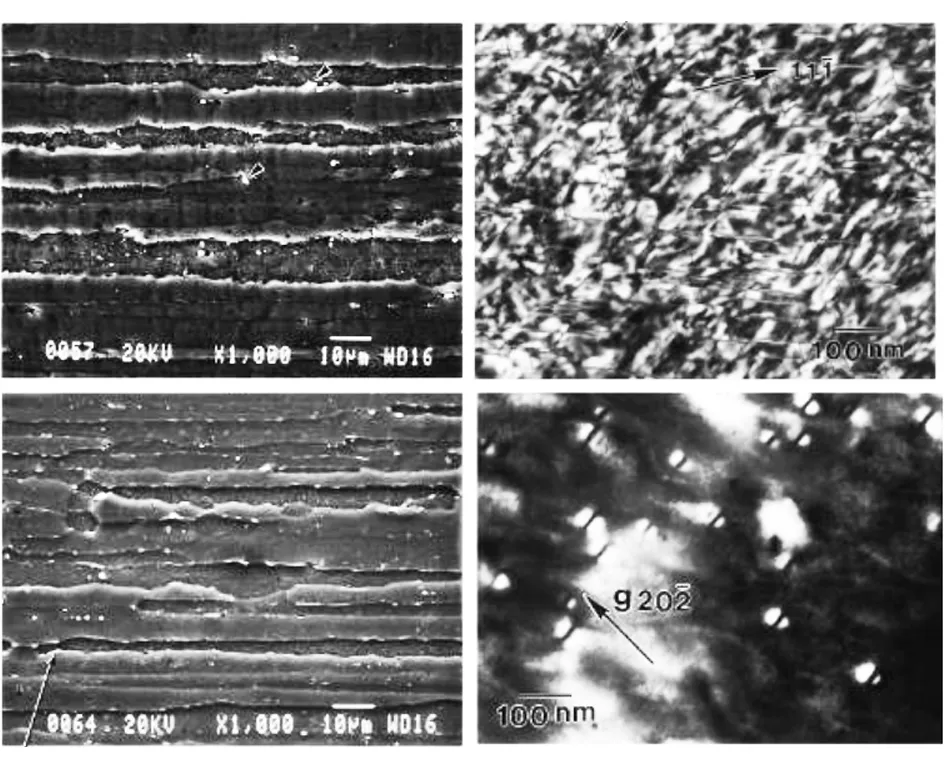
图4 2195合金600 ℃热模拟前后SEM及TEM图像[23]Fig.4 SEM and TEM micrographs of the 2195 alloy before and after HAZ simulation[23]

图5 利用4043焊丝焊接2195铝锂合金接头宏观形貌[23]Fig.5 Macroscopic profile of the 2195 welded joint made with a 4043 filler[23]
研究结果显示,以T1(Al2CuLi)为主要强化相的T8 态2195 铝锂合金焊接后,焊缝熔化区(FZ)内弥散分 布T(AlLiSi)相,而热影响区(HAZ)中的T1(Al2CuLi)相溶解,取而代之的是TB(Al7Cu4Li)相,同时在晶界处出现微裂纹。焊接头进行焊后热处理后,焊缝内存在球状初生T(AlLiSi)相及细小的二次沉淀T(AlLiSi)相,此时,热影响区的TB(Al7Cu4Li)相消失,T1(Al2CuLi)相再次析出。焊后热处理可以提高焊缝组织及热影响区的硬度(图6),增加接头拉伸强度及屈服强度,但是不利于接头的延伸率提高。

图6 焊接头热处理前后硬度[23]Fig.6 Microhardness profile of the W and PWHT materials[23]
4.2 国内弧焊工艺研究
张玉崎等[24]分别采用常规TIG 焊和超声TIG 焊对2 mm 厚试板进行焊接,焊丝选取ER2325 焊丝,对比不同焊接工艺对接头的显微组织及力学性能的影响。由于超声对熔池的振动搅拌作用,接头组织更加致密,近熔合线附近的等轴细晶区较宽,焊接头熔合线附近组织见图7;超声TIG 焊接头具有更好的抗拉强度及延伸率,拉伸接头断裂位置在熔合线外侧热影响区域,拉伸强度由常规焊接的332.2 提高至370.7 MPa,延伸率由2.71%提高至4.07%。
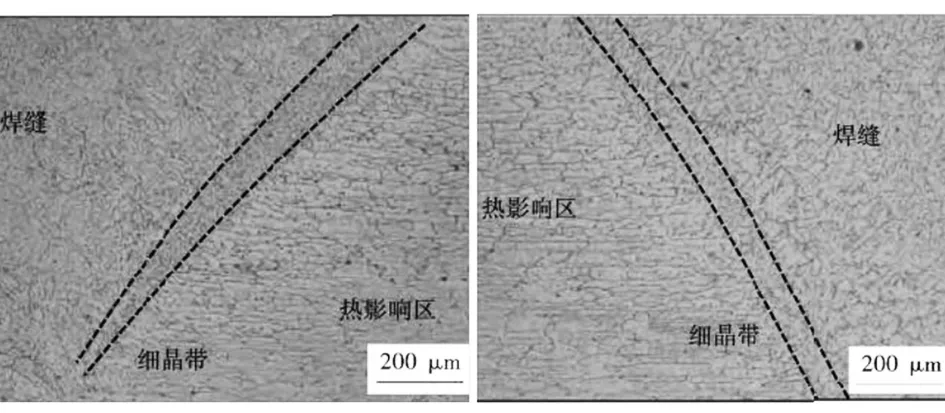
图7 熔合区附近的接头金相组织[24]Fig.7 Microstructure of joints near fusion zone[24]
施军等[25]采用VPTIG 的方法对2 mm 厚试板进行焊接,焊丝选取ER2325 焊丝,观察分析了接头的宏观形貌及微观组织结构,并测量其常温力学性能。结果显示,VPTIG 方法可以有效焊接2195 铝锂合金薄板,焊缝成形良好,焊缝中心为等轴细晶组织,在α-Al基体上分布着黑色的δ(AlLi)相,在晶界处存在θ′(Al2Cu)相,接头强度达到373 MPa,延伸率为7.4%。
束彪等[26]对MIG 焊接进行工艺改进,通过增加复合脉冲、磁场搅拌等技术改善焊接头性能,试验采用5 mm 厚T8 态(6%冷变形+160 ℃/10 h 热处理)2195 铝锂合金,焊接用丝采用ER2319 焊丝(Al-6Cu),丝径为1.6 mm。对常规MIG 焊接施加磁场,利用电磁搅拌效应细化焊缝组织,提高接头的力学性能,强度由常规焊接的165.8 提高至282.8 MPa。同时研究了脉冲MIG 方法对试板焊接影响,双脉冲MIG 通过焊接电流的周期性变化促使熔池振动,增加对液态金属搅拌,降低出现焊缝气孔缺陷的概率,细化焊缝晶粒,接头强度由单脉冲焊接后的165.8提高至308.5 MPa,焊接后经固溶+时效热处理,拉伸性能显著提高,可以达到约420 MPa。
5 我国2195铝锂合金弧焊技术研究展望
目前,关于2195铝锂合金的弧焊技术方面,已经取得较大的进步,美国的NASA也已成功将其工程化应用,提高了其运载能力,但是由于2195铝锂合金在焊接时裂纹敏感性很高,该合金还没有被广泛推广。国内同样对2195铝锂合金的弧焊技术开展了大量研究,并取得了一定的进展,但是仍然存在以下问题:(1)缺乏提高合金焊接抗裂性的相关研究;(2)研制的配用焊丝性能普遍低于国外;(3)发表的文献中很少提及一次补焊、二次补焊接头的组织分析及性能研究;(4)绝大多数试验为试板级焊接试验,缺乏结构件的焊接研究工作;(5)对2195铝锂合金焊接工艺研究不全面,没有制定出工艺规程。表7总结了国内外对2195 铝锂合金的配用焊丝、焊接工艺方法及接头性能的研究结果。
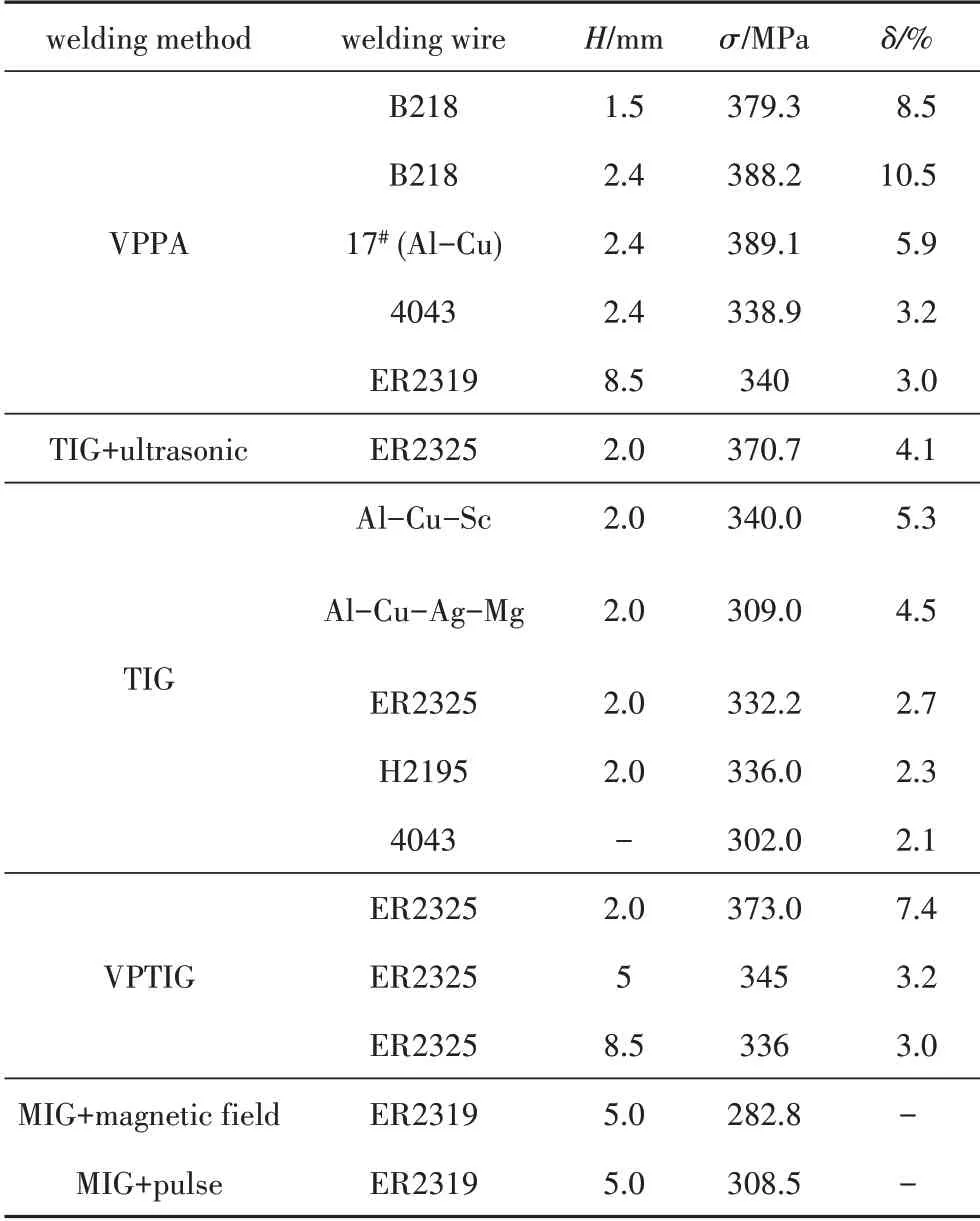
表7 2195配用焊丝、焊接方法及接头性能Tab.7 Research of the welding wire,method and tensile properties for the 2195 Al-Li alloy
通过以上总结,我国未来2195 铝锂合金弧焊技术的研究应重点关注以下方面:(1)研究提高焊接头裂纹敏感性的方法,解决焊接中出现液化裂纹及结晶裂纹的问题,使其满足K1<10%,K2=0 工程应用指标要求,并在典型结构模拟件,例如纵缝、环缝、法兰焊缝等结构中加以试验印证;(2)研究焊丝中合金化元素对焊接头组织、抗裂性及力学性能的影响,改进配用焊丝的化学成分及制造方法,研制出达到技术指标要求的焊丝,并实现工业化大规模生产;(3)对焊接头性能进行全面分析研究,包括补焊抗裂性及力学性能,值得注意的是,搅拌摩擦焊接为目前的研究热点,因此需开展利用弧焊方法对搅拌摩擦焊缝进行交叉焊接及其补焊的相关研究工作;(4)开展典型结构模拟件焊接试验,研究配用焊丝及焊接方法在结构件上的适用性,探索合适的工艺窗口;(5)完成焊接工艺研究,针对2195 铝锂合金焊缝气孔敏感性高、易焊接开裂等特点,采用单面单层焊、单面双层焊、两面三层焊等不同的焊接工艺进行焊接,对比焊缝显微组织、力学性能及断裂特征等,对焊接工艺进行优化,并形成工艺标准。