一种新型轴承磨床上料定位装置
2021-07-22张占锋李训波李太林李冬松鲁海
张占锋,李训波,李太林,李冬松,鲁海
(新乡日升数控轴承装备股份有限公司,河南 新乡 453700)
随着工业自动化的快速发展,加工设备对自动上下料系统的需求越来越多,对系统稳定性、可靠性的要求也越来越高,多种结构的自动上下料机械手系统被广泛采用,其中上料定位装置的可靠性对系统性能的影响较大。上料定位装置既要保证工件从料道准确运动到上料位,便于机械手抓取工件,又要保证机械手抓取工件时不会与其他零件干涉。轴承磨床属于大批量加工设备,对自动上下料系统的稳定性、可靠性、高效性要求严苛,系统上料定位装置是设计要点。
1 常用轴承磨床上料定位装置
1.1 落料式V形上料定位装置
落料式V形上料定位装置如图1所示,是经典结构[1],轴承磨床从步进电动机进给到伺服电动机进给一直采用该结构。工件从料道运动到料道右臂左侧面后,沿料道左臂右侧面垂直下落到定位块上,料道左臂和定位块组成V形定位面将工件定位,然后机械手抓取工件上料。

1—工件;2—料道右臂;3—料道左臂;4—机械手转臂;5—定位块;6—调节座图1 落料式V形上料定位装置示意图Fig.1 Diagram of blanking V-shaped feeding positioning device
该装置结构简单,成本低;但由于工件垂直下落到V形定位面上,有一定的高度差,工件易磕碰。工件质量较大时,对定位块冲击较大,定位块易损坏;工件质量较小时易弹跳,使工件从V形口处掉落,严重时掉落的工件会碰到砂轮,引起撞车事故。
该装置仅适用于轻中系列直径40~80 mm的轴承套圈定位。
1.2 圆盘上料定位装置
圆盘上料定位装置如图2所示,在上料道机械手抓取位置设置一个圆盘,其上安装可以径向调节的挡料杆挡住不同直径的工件,另在面板上安装能上下和前后调节的端面挡板挡住不同宽度的工件,由此将工件准确定位。当工件从料道运动到上料位后,机械手转臂插入工件,回转油缸驱动挡料杆逆时针旋转120°,挡住料道后的工件,同时机械手转臂顺时针旋转完成上料[2-3],随后挡料杆再顺时针旋转,后面的工件随之向下运动到上料位,重复循环。

1—面板;2—端面挡板;3—上料圆盘;4—挡料杆;5—转轴;6—机械手转臂;7—回转油缸图2 圆盘上料定位装置示意图Fig.2 Diagram of disc feeding positioning device
该装置无高度差,可减少工件磕碰,调整方便;但上料圆盘的驱动采用回转油缸,油缸内转子和定子叶片加工精度要求高,且要求配合间隙小,否则易出现漏油或内泄,加工成本较高,后期维护困难。
该装置适用于轻中系列直径80~150 mm的轴承套圈定位。
1.3 双挡料上料定位装置
双挡料上料定位装置如图3所示,在上料道中安装2个挡料气缸[4],前挡料气缸在机械手上料位,活塞杆缩回为初始位,后挡料气缸沿料道在前挡料气缸左侧,活塞杆伸出为初始位,2个挡料气缸均安装在面板后。当工件从料道滚下时,后挡料气缸的后挡料头挡住工件8,工件8紧挨工件7,当后挡料气缸带动后挡料头缩回时,工件7继续滚动到上料位,同时前挡料气缸的前挡料头伸出挡住工件7,将工件7准确定位,机械手转臂抓取工件7旋转上料,同时后挡料气缸带动后挡料头伸出挡住工件8,使其不会掉落,前挡料气缸的前挡料头缩回,使2个气缸活塞杆伸出和缩回交替循环,每次前挡料气缸均能将工件准确定位,保证机械手抓取工件。
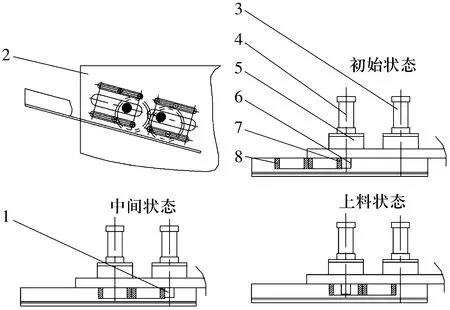
1—后挡料头;2—面板;3—前挡料气缸;4—后挡料气缸;5—气缸支架;6—前挡料头;7,8—工件;图3 双挡料上料定位装置示意图Fig.3 Diagram of double block feeding positioning device
该装置无高度差,定位可靠,减少了工件磕碰;但需要2个挡料气缸、气缸支架、挡料头交替运动,零件多,运动复杂,且需要和机械手转臂配合运动和电气程序控制。
该装置适用于中重系列直径150 mm以上的轴承套圈定位。
2 新型轴承磨床上料定位装置
根据经验设计了一种新型上料定位装置[5],如图4所示,右定位板安装在面板上,通过销轴与调节座铰接,压缩弹簧一端装在调节座下端孔内,另一端顶住右定位板下端,另在面板上安装能够上下和前后调节的端面挡板,挡住不同宽度的工件,由此将工件准确定位。该装置工作原理为:当工件沿料道运动到上料位时,接触到右定位板后在压缩弹簧作用下迅速使工件停止,然后机械手插入工件内孔顺时针旋转上料,同时带动右定位板顺时针旋转,当工件脱离右定位板时,右定位板受到弹簧作用迅速顺时针旋转复位,同时后面的工件也运动到上料位,右定位板可挡住后面的工件。

1—面板;2—端面挡板;3—右定位板;4—销轴;5—调节座;6—压缩弹簧图4 新型上料定位装置示意图Fig.4 Diagram of a new feeding positioning device
与常用装置相比,该装置具有以下优点:
1)所用零件少,加工容易,成本低,仅需3种零件和1个压缩弹簧。图2中回转油缸加工精度要求较高,图3中面板需加工6个大长槽,挡料头内孔要和气缸活塞杆连接,外圆要和支架配合。新型装置零件仅需钻孔、铣平面和长槽,零件结构简单,与图2相比零件成本降低1/4~1/6,与图3相比零件成本降低1/3~1/5。
2)装配简单,调整方便,稳定可靠。图1料道左右臂之间宽度要略大于工件宽度,定位块底面与工件接触,且料道左右臂、定位块根据工件宽度变化也随之变化,调整困难。图2需装配回转油缸,保证不漏油,且上料圆盘与面板修配,保证其与面板在一个平面上,防止工件出现卡滞。图3面板上安装2个挡料气缸,且气缸上安装有挡料头,2个气缸位置需根据工件直径在面板上长槽左右调整,挡料动作复杂,调整困难。图4仅需将压缩弹簧装到调节座中,右定位板通过销轴与调节座连接即可完成定位,更换工件时不需要更换工装,只需调整调节座长槽位置即可满足需求,减少了辅助工作时间。工件运动到定位块无落差,机械手抓取工件后仅需弹簧复位,无其他机械运动,稳定可靠。
3)简化电气元件和程序。图2和图3均需增加接近开关以保证油缸和气缸旋转到位,才能使机械手顺利抓取工件,增加了电气元件,程序中多了判断条件,图1中虽然没有电气元件,但机械结构复杂。图4中无电气元件,程序和机械结构简单。
新型与常用上料定位装置性能对比见表1,新型上料定位装置在适用范围、可靠性、稳定性等方面均优于常用装置。

表1 新型与常用上料定位装置性能对比Tab.1 Performance comparison between new and common feeding positioning devices
3 结束语
分析了常用轴承磨床上料定位装置的优缺点,并介绍了一种新型上料定位装置,某轴承厂家应用该新型上料装置后工件无磕碰伤,稳定可靠,应用效果良好。
