跑气保用轮胎支撑胶流动性对挤出破边的影响
2021-07-20李红卫刘华侨劳龙龙杨京辉袁金琪
李 涛,李红卫,刘华侨,劳龙龙,杨京辉,刘 超,袁金琪
[特拓(青岛)轮胎技术有限公司,山东 青岛 266061]
跑气保用轮胎支撑胶由于硬度较大、门尼粘度较高,而挤出型胶边部较薄,因此在挤出过程中易发生破边问题[1-2]。在成型过程中较薄的支撑胶边部质量会直接影响垫入效果。
在试验支撑胶型胶挤出过程中,通常通过调整挤出线速度及口型边厚度在一定程度上缓解破边现象,但不能完全解决问题。通过配方微调解决部件粘性问题时发现,酚醛增粘树脂的加入不仅可使胶料粘性提高,对流动性也有较大幅度的提升,进而可改善支撑胶挤出时的破边情况[3-4]。
1 实验
1.1 主要原材料
天然橡胶,STR20,泰国产品;顺丁橡胶,牌号BR9000,中国石化股份有限公司产品;炭黑N550,美国卡博特公司产品;环保型芳烃油,牌号V500,德国汉圣公司产品;酚醛增粘树脂,牌号SL1801,连云港华奇化工有限公司产品;抗硫化返原剂,牌号PK900,山东阳谷华泰化工股份有限公司产品。
1.2 配方
1#配方为跑气保用轮胎支撑胶生产配方,2#配方在1#配方的基础上添加2份酚醛增粘树脂,并减少0.5份抗硫化返原剂。
1.3 主要设备和仪器
BB430型密炼机,日本神户制钢公司产品;XM270型密炼机,大连橡胶塑料机械有限公司产品;双复合冷喂料挤出机,德国特勒斯特公司产品;挤出辅线,广州华工百川科技股份有限公司产品;M-2000型门尼粘度仪和M-2000-AN型无转子硫化仪,高铁检测仪器(东莞)有限公司产品;AL-7000SU/MU型伺服控制拉力试验机,中国台湾高铁检测仪器有限公司产品;VMA2000型流动性测试仪,特拓(青岛)轮胎技术有限公司产品。
1.4 挤出工艺参数及方案
Φ200 mm挤出机螺杆长径比为16,销钉排布方式为(8+4)×8,流道出口尺寸为210 mm×30 mm。采用210 mm×210 mm预口型、FD100规格口型。口型在加热箱内预热时间不短于2 h,口型盒加热温度为(110±5)℃。Φ200 mm挤出机螺杆(包括塑化段和挤出段)及机头的温控设置和显示分别为75和80 ℃。
挤出连续作业,在保持喂胶方式、作业参数、挤出机温控和作业方法等不变的前提下,更换胶料,跟踪分析破边发生情况。
为保证挤出支撑胶厚度一致,试验过程中对挤出线速度进行微调(调整幅度小于0.5 m·min-1),在此可忽略线速度调整对破边的影响,同时为更准确地对比胶料流动性差异对挤出破边的影响,设计了3个方案,分别采用纯胶并片供胶及对比胶料并片供胶方式进行挤出对比。方案一采用1#配方胶2片,方案二采用1#和2#配方胶各1片,方案三采用2#配方胶2片。
2 结果与讨论
2.1 胶料的加工性能和物理性能
胶料的加工性能和物理性能如表1所示。
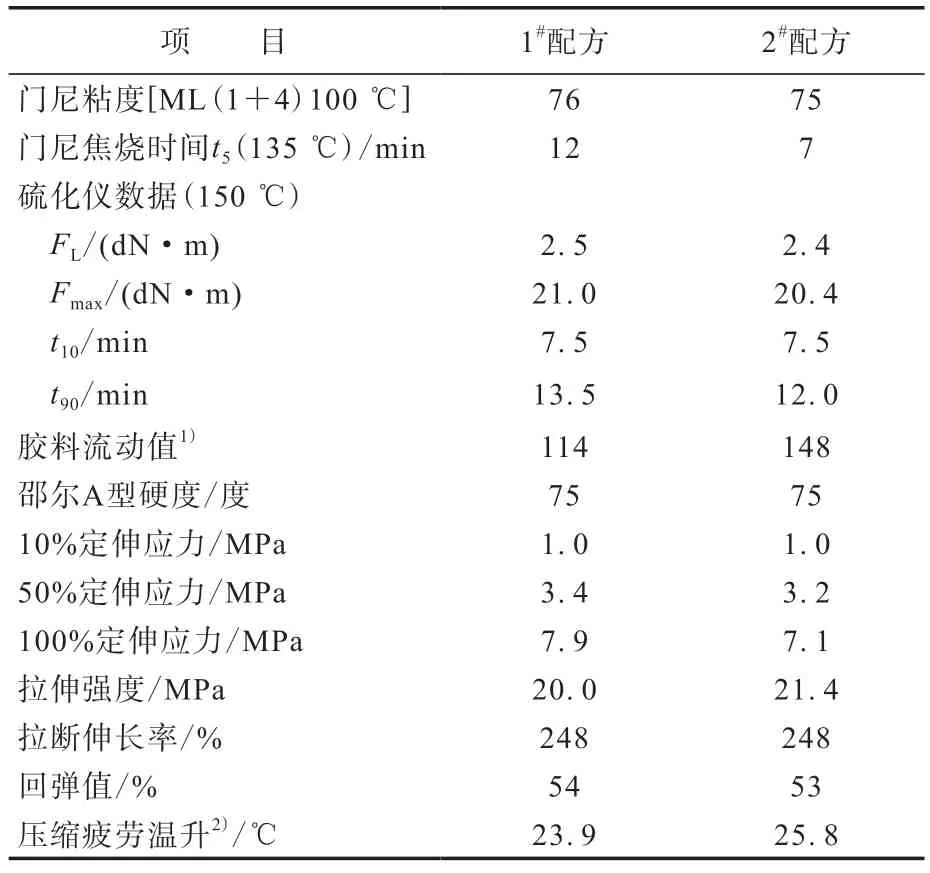
表1 胶料的加工性能和物理性能
由表1可以看出,2种配方胶料在相同混炼工艺条件下的门尼粘度相近,加入2份酚醛增粘树脂的2#配方胶料硫化速度略有加快,门尼焦烧时间缩短幅度较大,约40%。在综合物理性能方面,2种配方胶料的硬度、定伸应力、拉伸强度、拉断伸长率和回弹值相差不大,压缩生热略有提高。在胶料流动性方面,在相同门尼粘度水平的条件下,2#配方胶料的流动性提升约30%。
2.2 支撑胶挤出
2.2.1 挤出工艺参数
在对Φ200 mm挤出机进行胶料排空作业后,分别对3个方案进行试验,其中每种方案均连续生产3卷(每卷长80 m)进行尺寸测量以及破边情况观察,跟踪挤出工艺参数变化,如表2所示。
由表2可以看出,3个方案采用相同的挤出机转速和牵引线速度(有波动误差),从方案一到方案三挤出机电流和机头压力有略微减小的趋势。这是因为方案二和三使用的2#配方胶料的流动性较大,在相同牵引线速度水平下挤出机功率和机头压力较小。

表2 挤出工艺参数
2.2.2 挤出外观
本试验3个方案生产的部件扫描图基本无差异,因此着重对比挤出破边状况,如图1—3所示。
跑气保用轮胎支撑胶型胶边厚一般控制在0~0.7 mm,挤出过程中要保证型胶边部光滑均匀,就需要胶料的加工流动性较好。从图1—3可以看出,方案一使用2片1#配方胶料并片供胶,挤出型胶两边破边均较严重,呈连续间断性破边,破边深度为1~5 mm,宽度达10~30 mm,成型工艺无法使用。方案二使用1#和2#配方胶料并片供胶,挤出型胶单边破边,破边程度较方案一明显减轻。方案三使用2片2#配方胶并片供胶,挤出型胶两边光滑,破边现象改善非常明显,基本无破边,偶发破边深度仅为1 mm左右。

图1 方案一胶料挤出外观
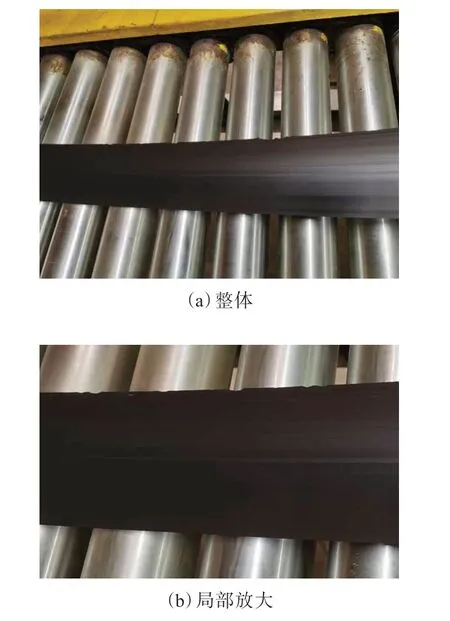
图2 方案二胶料挤出外观
综合来看,本试验的2种配方胶料在挤出过程中3种不同并片供胶方式表现出明显差异化的挤出状态,忽略牵引线速度微小波动的影响,表现出胶料流动性与挤出破边的显著相关性。
3 结论
轮胎支撑胶配方调整后,胶料门尼粘度基本无变化,而流动性明显提高,挤出破边问题改善,即通过VMA测试的支撑胶流动性比门尼粘度与挤出破边具有更明显的相关性。
改善支撑胶挤出破边的方法有多种,调整胶料流动性是其中之一。
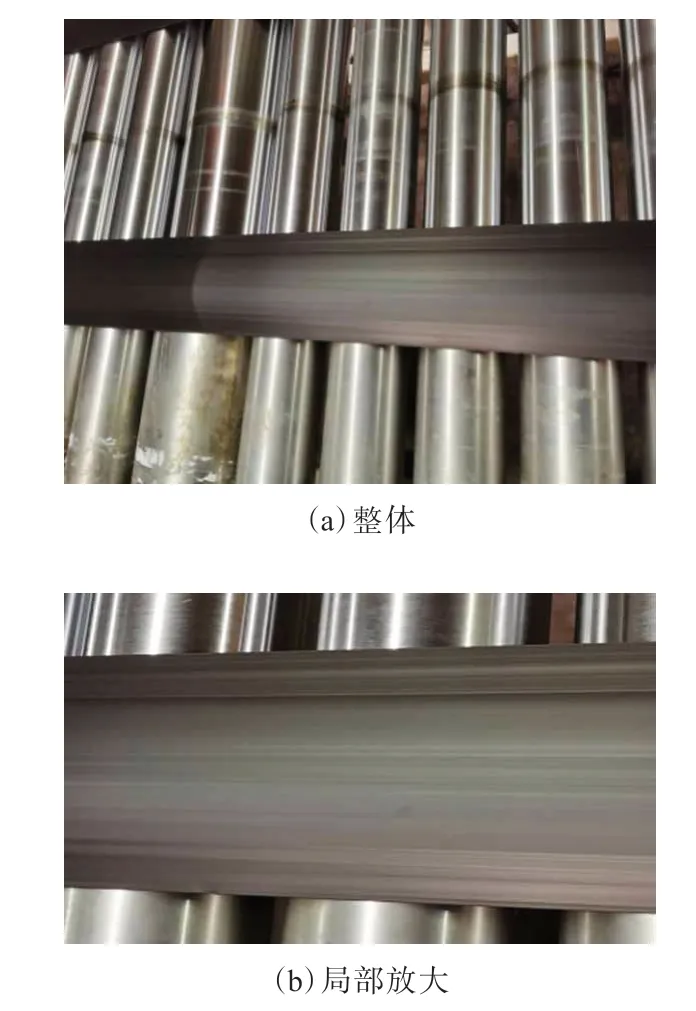
图3 方案三胶料挤出外观
