PETG热收缩标签褶皱问题分析
2021-07-20李海良李国庆吴齐
李海良 李国庆 吴齐
(河南银金达新材料股份有限公司)
1.前言
热收缩膜已广泛应用于食品、饮料、电子电器和玩具等的包装领域。热收缩标签在其应用中占有重要地位。目前,被广泛使用的热收缩标签主要有聚氯乙烯(PVC)、改性聚对苯二甲酸乙二醇酯(PETG)和拉伸聚苯乙烯(OPS)三种。PVC材料制成的热收缩标签透明性好、收缩率较高,收缩率一般在40%~60%之间,而且其成本低,抗拉伸强度大,温度收缩范围大,对热源要求不高,主要加工热源是热空气、红外线或二者的结合。但是PVC收缩膜不易回收,燃烧时产生毒气,不利于环保。
目前,PVC热收缩标签在国内的饮料市场占有率可达65%以上,但是在欧洲、日本及其他一些国家和地区已禁止或限制使用。[1]
PETG材料制成的热收缩标签最为环保,是替代PVC膜最理想的材料。其收缩率最高可以达到78%,且能够预先调整收缩率。PETG热收缩标签具有光泽度高、强度大、透明性好、收缩范围广、收缩起始温度低等特点,能给不同外形的瓶体、瓶盖或者瓶帽提供贴身包装,可实现360°标签设计,凸显产品形象,提升产品档次等特点,以致于其市场占有率越来越高。[2]
PETG热收缩标签的加工需要经过印刷、分切、合掌、检品、套标和热收缩等环节。其中热收缩环节是其中最后一步也是非常关键的一步,决定产品的最终使用效果。热收缩就是将套标后的成品标签通过传送带输送至热收缩炉中,在收缩炉的高温环境中标签紧贴瓶身收缩,最终保证完美的收卷效果和产品外观效果,以满足终端客户的正常使用要求。
套标的方法有手动套标和套标机套标:手工套标的产品都是切片后的单片标签,生产效率低下,但是定位准确,对于批量不大的订单还是适合的,目前在药品、日化行业仍有一些应用;自动套标的产品都是卷状供货,适合大批量品种,目前在饮料、家化、食品、调味品等行业的应用以自动套标为主。
收缩炉主要有电收缩炉和蒸汽收缩炉两种:电加热的收缩方式能源利用率低,而且由于烘道内温度分布不均匀,容易导致收缩效果不一致,影响标签图案的均匀收缩;蒸汽加热的形式,其使用不同压力、不同流量的蒸汽以调整烘道供热量,在蒸汽烘道中有多个蒸汽喷嘴,各喷嘴位置可调,一般在烘道的进口先收缩瓶体的底部的预收,蒸汽喷嘴的位置逐渐上升,最后收缩瓶体的瓶口位,收缩效果较电加热效果好。[3,4]本文对PETG热收缩标签在经过蒸汽收缩炉收缩后褶皱问题,分别从不同角度进行了探究。
2.实验
2.1 原料和试剂
PETG热收缩膜——河南银金达新材料股份有限公司提供
改性油墨——某油墨厂家提供
不同形状饮料瓶——市场购买
6844合掌剂——上海旭杜
2.2 实验设备
印刷机——(型号J2108C、邢台北人)
合掌机——(型号 NJ300、广州潮安金利达包装机械有限公司)
蒸汽热收缩炉——(型号LM-2000、广州市联盟机械设备有限公司)
气相色谱仪——(型号GC-2010、日本岛津)
烘箱——(型号DHG-9023A,上海静宏实验设备有限公司)。
2.3 实验样品的制备
分别使用改性油墨A、普通PET油墨、OPP专用油墨和改性油墨对 PETG热收缩膜进行印刷,然后和未印刷的 PETG热收缩膜一起使用6844合掌剂进行合掌。最后将PETG热收缩膜按需要根据瓶体形状分别做成合适的热收缩套筒标签。
2.4 性能测试
印刷膜种溶剂残留借助气相色谱仪进行测试:将放置12 h后,将0.2 m2印刷后的热收缩膜样品裁成10×30 mm的碎片,放入清洁并在80度条件下预热过的500 ml三角瓶内,用硅胶密封好放入 80±2℃干燥箱中加热 30分钟后,用500ml进样器抽拉5次抽取500 ml瓶中气体,注入进样口中进行分析。
3.实验结果与讨论
3.1 油墨中溶剂残留对标签收缩效果的影响
油墨中溶剂残留是影响标签收缩效果的重要因素。当印刷溶剂残留过多容易导致薄膜局部结晶化,发生结晶化后的热收缩标签在玻璃化转变温度附近收缩率会明显偏低,在超过玻璃化转变温度的某区间将会发生急剧的收缩,在该情况下将会引起标签上部收缩褶皱。
从表1和图1可以看出,1号改性油墨印刷后的标签在进行热收缩后出现瓶口褶皱现象,而2号和3号油墨印刷的PETG膜在进行热收缩后未出现褶皱现象。可能原因为油墨里的溶剂会对薄膜的收缩效果造成影响,印刷后的残留溶剂量越多薄膜存放时间越久,残留溶剂对薄膜的腐蚀效果越严重,产品套标收缩后出现瓶身褶皱问题的可能性越大。
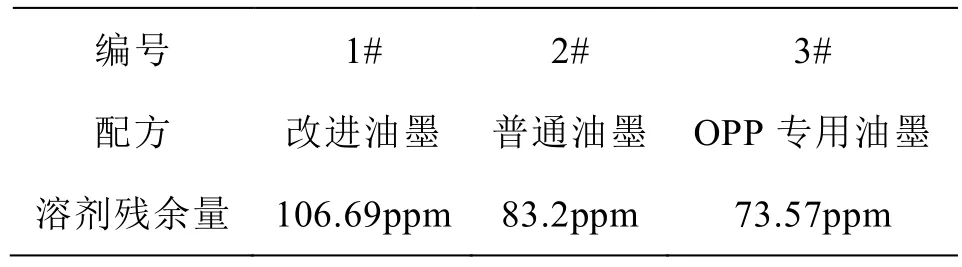
表1 不同油墨印刷后溶剂残留列表

图1 不同体系油墨印刷标签热收缩效果图
3.2 收缩曲线过陡或收缩过快对热收缩标签的收缩效果的影响
PETG热收缩膜的刚性较大,在进行热收缩过程中会出现因局部气体不能顺利排出或者局部收缩不同步而导致收缩褶皱问题。为了实现不同收缩速率和不同收缩曲线的收缩效果对比,设计如下交叉验证实验(为了实现收缩的完全,本实验通过调节传送带速度和蒸汽温度进行实现)。
从表2和图2可以看出,同一种收缩标签在收缩炉中7s以上时间完成标签紧贴瓶身收缩,收缩效果最佳。不同类别收缩曲线标签,收缩曲线越陡,标签收缩效果越差。
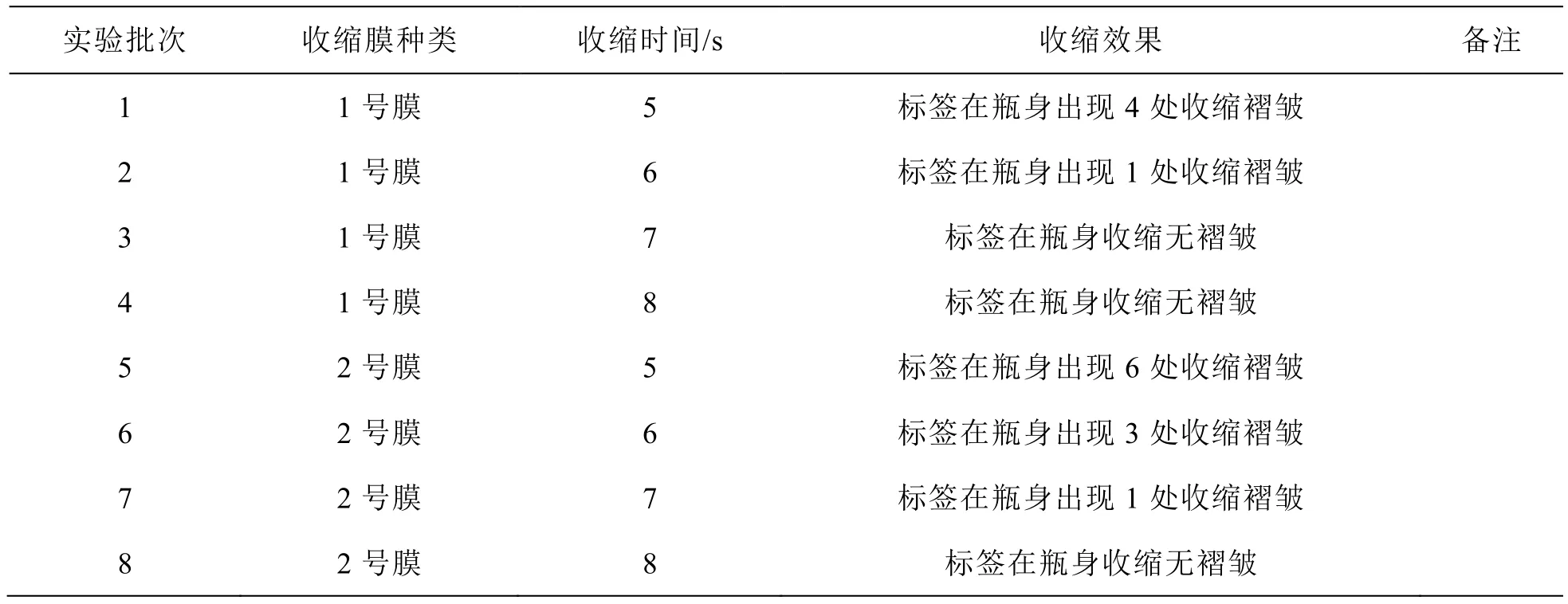
表2 不同种类收缩标签在不同收缩速率下收缩效果列表

图2 1号膜和2号膜在不同收缩温度下收缩曲线
3.3 热收缩标签摩擦系数对热收缩效果的影响
摩擦系数是影响套标收缩的一个重要因素。热收缩标签的摩擦系数受两方面影响,里印摩擦系数的大小与油墨颗粒的大小息息相关,表面印刷的标签的摩擦系数大小与膜材质有关。膜擦系数大除了影响最终的套标效果还与影响标签在瓶身的热收缩效果有关,摩擦系数过大容易出现热收缩过程中局部不能被顺利拉开而出现褶皱现象。
从表3可以看出,摩擦系数越高,在标签紧贴瓶身热收缩过程中,标签越易出现褶皱,所以在实际应用过程中应尽量减小热收缩标签贴瓶身面的摩擦系数,避免收缩褶皱的出现。

表3 不同摩擦系数标签收缩效果列表
3.4 厚度偏差大对热收缩效果的影响
当在客户套标收缩过程中,突然出现卷边的情况,且同时有局部收缩不到位的情况,此时若加大蒸汽的量和压力,情况改善或解决的,则基本是厚度偏差过大导致的。厚度偏差主要是生产过程中原料性质不稳定、过程控制不佳或者较频繁进行工艺调整等因素引起的。
从表4可以看出,厚度偏差越大标签在进行热收缩过程中越易出现褶皱问题,在厚度偏差小于等于4%情况下,标签在瓶身基本不出现褶皱问题,可能原因为厚度偏差对收缩效果的影响有一定的程度,当超过该可能影响程度虽然还存在厚度偏差现象,但标签在收缩过程中的可自行调节减弱该影响。
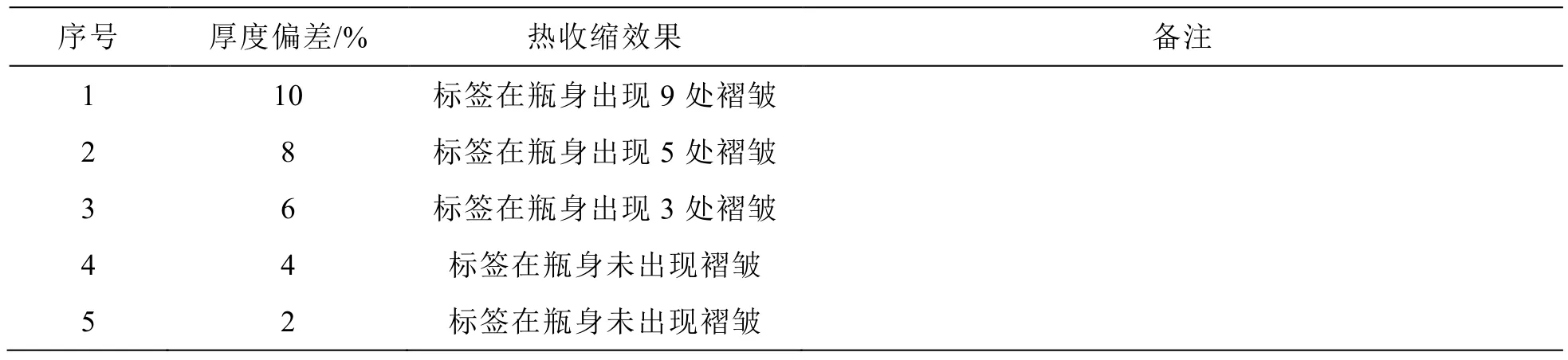
表4 不同厚度偏差标签热收缩效果
3.5 瓶型对热收缩效果的影响
收缩标签在烘道中的收缩,一般是从底部开始,逐步上升;收缩过程中标签与瓶体之间的空气会从上部排出,但若是中间有比较深的加强筋环或收腰设计,则空气很难排出,需要在相应部位增加或标签整体从低到高都增加一条透气口。
从图3看在瓶1为凹痕较浅的瓶型,瓶型2由于有较深的加强筋而引起凹,在进行热收缩过程中,气体无法正常排出,常出现褶皱现象,为了达到既定热收缩效果,常需要在标签表面打排气孔来辅助热收缩的进行。

图3 不同类型瓶型
4.结论
本文探究了不同因素对标签热收缩过程中出现褶皱问题的影响,得出结论如下:
(1)随着油墨中残留溶剂量提高,对热收缩标签的腐蚀加重,收缩过程中较易出现褶皱现象;
(2)收缩曲线越陡或者收缩时间越短,收缩标签出现褶皱问题的可能性越高;
(3)降低标签摩擦系数,是提升热收缩标签收缩效果的重要手段;
(4)厚度偏差越大,标签热收缩过程中越易出现因局部受热不足出现褶皱现象,而提高蒸汽量能显著改善该问题;
(5)越复杂的瓶型,收缩过程中越易气体不能排出而出现褶皱问题,而增加排气孔是改善该问题的重要手段。
