纵向拉伸工艺对聚酯热收缩膜拉伸强度和收缩率的影响
2021-07-20张启纲樊鹏鹏蔡文彬
张启纲 樊鹏鹏 蔡文彬
(河南银金达新材料股份有限公司)
1.概述
随着市场经济的快速发展,特别是包装行业以及防伪行业对热收缩标签的需求与日俱增,我国国内热收缩标签市场,近几年一直保持着持续增长的良好势头,年均增长率均保持在15%~20%左右,这种快速增长是其它包装印刷行业所无法比拟的。现今随着人类对环保型材料的迫切需求,大大促进了聚酯热收缩薄膜在市场中的应用。[1,2]
作为标签用的热收缩薄膜其收缩要求为单向收缩,基于这种要求导致聚酯热收缩薄膜存在MD拉伸易断的问题,造成后期薄膜印刷断膜,套标断标等问题,严重影响生产效率,给薄膜基材供应商及其客户都带来一定的经济损失及材料浪费。[3,4]
现今的热收缩聚酯薄膜其基本性能已基本比较令人满意,比如收缩率稳定、环保性能好,光学性能优良,只有其力学性能方面不尽人意,由于标签用热收缩薄膜为横向单向拉伸,造成其横向拉伸强度较高,而纵向拉伸强度太低、易断。
2.实验部分
2.1 实验原料
PETG聚酯切片,河南源宏高分子有限公司提供。
2.2 仪器设备
双向拉伸生产线设备(布鲁克纳)。
电子拉力机,(型号:AGS-X,日本岛津)。
水浴锅,(型号:WBTL,德国Wasserbad)。
2.3 试样制备
将PETG聚酯切片经过挤出机的熔融挤出形成熔体,再经过模头铸片系统形成片材,然后经过纵向拉伸和横向拉伸形成薄膜。
2.4 性能测试
拉伸强度按照ASTM D 882规定进行。试样采用 2型式样,长 150 mm,宽(15±0.1)mm的长条形,夹具间距为100 mm,拉伸速度为(100±10)mm/min,分别测试试样各5条,取其平均值。
热收缩率按照ASTM D 1204规定进行。将试样置于 90℃水中(要尽量使试样的表面同时浸入),放置10秒,取出冷却至试验环境温度后,分别测量放入前后长度,计算试样的热收缩率。
3.结果与讨论
3.1 纵向拉伸倍数对拉伸强度和收缩率的影响
普通的聚酯热收膜为横向单向拉伸,纵向无拉伸,如图1所示,40μm薄膜纵向拉伸强度约为60 MPa,随着纵向拉伸倍数的增大,纵向拉伸强度逐渐提高,当拉伸倍数达到 1.2倍时,纵向拉伸强度值可以增大到106 MPa,提升76%。同时,随着拉伸倍数的提高到 1.2,纵向收缩率值也从-0.5%,提升至 4.8%。在一定的拉伸温度和拉伸速率下,拉伸比越大,分子链的取向则越大,取向后的分子链模量增大,拉伸强度也会增大,同时取向的分子链当温度高于玻璃化转变温度时,发生解取向,回复的变形越大,热收缩率也越高[5]。

图1
3.2 纵向拉伸温度对拉伸强度和收缩率的影响
以纵向拉伸比为 1.1,分别设定不同的纵向拉伸温度,如图2所示,随着纵拉温度提高,纵向拉伸强度呈现先增大后降低的趋势,80℃达到最大值,而纵向热收缩率变化不大。主要的原因为聚酯材料的玻璃化温度约为78℃,当拉伸温度在玻璃化转变温度附近拉伸时,薄膜的取向后刚性最大,而温度的变化对于取向度影响较小,因此收缩率变化不大。[6]

图2
3.3 纵向拉伸间隙对拉伸强度和收缩率的影响
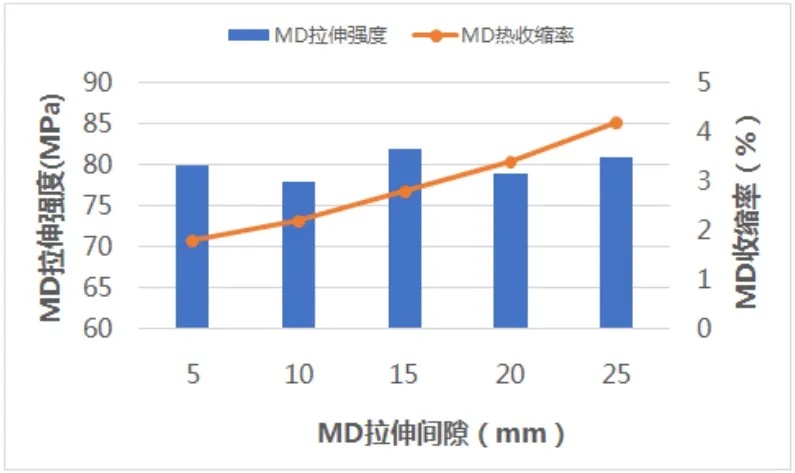
图3
以纵向拉伸比为 1.1倍,纵向拉伸温度设定为75℃,通过改变拉伸辊的间隙,来考察其对纵向拉伸强度和纵向收缩率的影响,如下图所示,随着MD拉伸间隙的增大,纵向收缩率也逐渐增大,当拉伸间隙从5 mm提高到25 mm时,纵向收缩率从 1.8%提高至 4.2%,而纵向拉伸强度值变化不大。随着拉伸间隙的增大,同样的拉伸倍数,缩颈会增大,其变形会增大,因此收缩率也会增高,而由于拉伸比一定,拉伸强度变化不大。
3.4 纵向定型温度对拉伸强度和收缩率的影响
纵向拉伸后会经过纵拉定型辊进行应力释放,考察了不同定型温度对于纵拉拉伸强度和纵向收缩率的影响,从图4可以看出,在小倍率拉伸条件下,MD定型温度(20~60)℃对于纵向拉伸强度和纵向收缩率的影响较小,主要的原因为聚酯热收缩膜的纵向拉伸为小倍率拉伸,拉伸比较小,对于纵向而言还处于弹性形变区,纵向应力较小,在有限的纵拉定型中无法对比中结果。如果拉伸比更大,如横向拉伸比4~6倍,不同的定型温度会对热收缩率影响更大。

图4
4.结论
对于聚酯热收缩膜而言,主要的收缩率为横向收缩,但是纵向收缩率大小的控制往往决定了产品的质量和应用。
通过研究纵向拉伸倍数、拉伸温度、拉伸间隙以及定型温度对于纵向拉伸强度以及纵向收缩率的影响,可以得出以下结论:(1)随着纵向拉伸倍数的增大,纵向拉伸强度提高,纵向收缩率也随着增大;(2)纵向拉伸温度越高,拉伸强度先增大后降低,在玻璃化转变温度区间达到最大值;(3)纵向拉伸间隙越大,纵向收缩率越大;(4)纵向定型区温度在小倍数拉伸下对于纵向收缩率影响影响较小,几乎无变化。
