纳豆菌菌粉复水工艺优化研究
2021-07-19严美婷
◎严美婷,张 良
(江西省食品发酵研究所,江西 宜春 336000)
纳豆是大豆经纳豆菌发酵而成的一种传统食品,纳豆中含有纳豆激酶,其作用广泛,具有抗血栓、降血压、抗肿瘤等多种生理功能[1-3]。高活力的纳豆菌既可以缩短发酵时间,减少发酵过程中的污染,减少成本,也能提高纳豆激酶酶活性,因此提高纳豆菌的发酵活力至关重要。
纳豆菌菌粉相比较于液态种子液,其明显优势是污染小,且使用更加便捷。从成本考虑,降低了菌种存放的条件,在低温干燥的环境下可保存。但纳豆菌菌粉由于经过干燥处理,其细胞及活力都受到了损伤,因此在进行发酵或繁殖之前,必须对其复水活化,恢复损伤的细胞,经一定时间的培养后恢复其正常的生理功能[4-5]。目前纳豆菌的研究主要集中在纳豆激酶高产菌株的选育及液态发酵条件的优化,以及添加辅佐材料及一些化学药品对纳豆激酶酶活产生的影响,而忽略了纳豆菌菌粉的复水活化条件对纳豆菌发酵活力的影响[6]。因此掌握纳豆菌菌粉的复水活化机理,选择合适的复水活化条件对提高纳豆菌的发酵活力至关重要。
本文对纳豆菌菌粉的复水活化工艺进行研究,通过单因素和正交试验优化其复水工艺,以期寻找出最佳的纳豆菌菌粉复水活化条件,提高其发酵活力,进而为纳豆食品的生产及制备提供参考。
1 材料与方法
1.1 材料与试剂
纳豆菌菌粉,江西省食品发酵研究所微生物实验室保存;脱脂乳粉,光明脱脂奶粉;牛肉膏、蛋白胨,北京奥博星生物技术有限责任公司;酵母膏(分析纯),杭州微生物试剂二厂;可溶性淀粉(分析纯),广东汕头市西陇化工厂。
1.2 培养基
牛肉膏蛋白胨琼脂培养基:牛肉膏0.3%,蛋白胨1%,琼脂1.5%~2.5%,NaCl 0.5%,pH 为7.4~7.6。
发酵液培养基:可溶性淀粉3%,酵母膏2%,K2HPO40.01%,KH2PO40.01%,CaCl20.05%,pH 为6.5。
1.3 仪器与设备
BXM-30R 立式压力蒸汽锅(上海博讯实业有限公司)、UV-9100 紫外可见分光光度计(北京瑞利分析仪器公司)、BS224S 电子天平(赛多利斯科学仪器(北京)有限公司)、SHP-160 型生化培养箱(上海三发科学仪器有限公司)、TGL-16G 台式离心机(长沙湘智离心机仪器有限公司)、HH-4 恒温水浴锅(国华电器有限公司)及SPH-304 恒温摇床(上海世平实验有限公司)。
1.4 单因素实验
1.4.1 复水剂种类的选择
以无菌水、生理盐水、纳豆菌培养种子液、黄豆汁以及4%、8%和12%的脱脂乳粉作为复水活化剂,将纳豆菌菌粉以1∶200 的比例(W/V)与复水剂混合,置于32 ℃的恒温箱中复水活化60 min 后用平板菌落计数法计算活菌数[7],再将其接种至发酵液中进行液态发酵[8],用福林酚法[9]测定发酵液中纳豆激酶酶活,从而确定最佳的复水剂种类。
1.4.2 菌粉与复水剂比例的选择
将纳豆菌菌粉与复水剂分别按1∶50、1∶100、1∶150、1∶200、1∶250、1∶300 和1∶350 的比例混合,置于32 ℃恒温箱中复水活化60 min,测定活菌数及发酵液中纳豆激酶酶活,从而确定最佳的比例。
1.4.3 复水时间的选择
将纳豆菌菌粉与复水剂以1∶200 的比例(W/V)混合后置于32 ℃恒温箱中分别复水活化20 min、40 min、60 min、80 min、100 min 和120 min,测定活菌数及发酵液中纳豆激酶酶活,从而确定最佳的复水时间。
1.4.4 复水温度的选择
将纳豆菌菌粉与复水剂以1∶200 的比例(W/V)混合后分别置于20 ℃、24 ℃、28 ℃、32 ℃、36 ℃、40 ℃和44 ℃的恒温箱中复水活化60 min,测定活菌数及发酵液中纳豆激酶酶活,从而确定最佳的复水温度。
1.5 正交优化实验
根据单因素实验结果,分别选取纳豆菌菌粉与复水剂比例(A)、复水温度(B)和复水时间(C)3 个因素进行正交优化实验。其正交实验水平因素设计见表1。
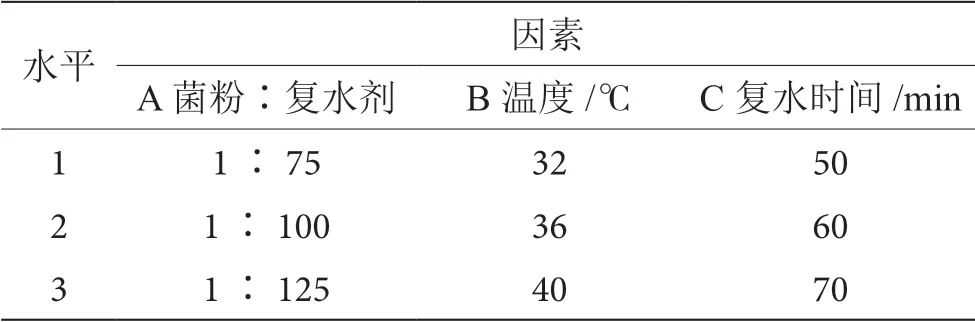
表1 正交实验水平因素设计表
2 结果与分析
2.1 单因素实验结果与分析
2.1.1 复水剂种类对纳豆菌菌粉复水活化的影响
由图1 可知,不同的复水剂对纳豆菌菌粉复水活化的效果不同,无菌水对菌粉的复水活化效果最差,以8%脱脂乳和12%脱脂乳作为复水剂时效果最好,菌粉复水活化后活菌数及纳豆激酶酶活较高,其中两者的活菌数相差较小,而以8%脱脂乳为复水剂时纳豆激酶酶活高于12%脱脂乳复水剂,故选择8%脱脂乳粉作为最佳复水剂。
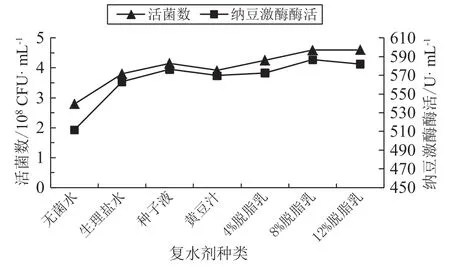
图1 复水剂种类对纳豆菌菌粉复水活化的影响图
2.1.2 菌粉与复水剂的比例对纳豆菌菌粉复水活化的影响
由图2 可知,活菌数随菌粉与复水剂比例升高呈下降趋势,这是由于随着复水剂含量的增加,菌粉的含量相对减少所导致。而纳豆激酶酶活呈先增加后下降趋势,当比例为1∶100 时酶活最高,为629.325 U·mL-1,这说明在此比例下复水剂对菌粉的复水效果最好,复水活化后纳豆菌的活力最强。故综合数据分析,选择该比例前后接近的梯度1∶75、1∶100、1∶125 作为该因素3 个水平进行正交实验。

图2 菌粉与复水剂的比例对纳豆菌菌粉复水活化的影响图
2.1.3 复水温度对纳豆菌菌粉复水活化的影响
由图3 可知,活菌数和纳豆激酶酶活随着复水温度的升高都呈先升高后降低的趋势,纳豆菌菌粉在36 ℃条件下复水后活菌数最高,在40 ℃条件下复水活化后纳豆激酶酶活最高,但此温度下的活菌数与36 ℃条件下的活菌数相差不大,因此综合考虑选择32 ℃、36 ℃、40 ℃作为该因素3 个水平进行正交实验。

图3 复水温度对纳豆菌菌粉复水活化的影响图
2.1.4 复水时间对纳豆菌菌粉复水活化的影响
由图4 看出,从20~60 min 这段时间纳豆菌活菌数和纳豆激酶酶活增加明显,当菌粉复水60 min后其活菌数和纳豆激酶酶活达到最高,活菌数达5.051×108CFU·mL-1,发酵后酶活达587.924 U·mL-1。继续增加复水时间,活菌数和纳豆激酶酶活都下降,说明复水时间过长,反而对纳豆菌菌粉活化不利。综上分析,选择以60 min 为基准上下10 min 为梯度的3 个水平:50 min、60 min、70 min 作为该因素3 个水平进行正交实验。
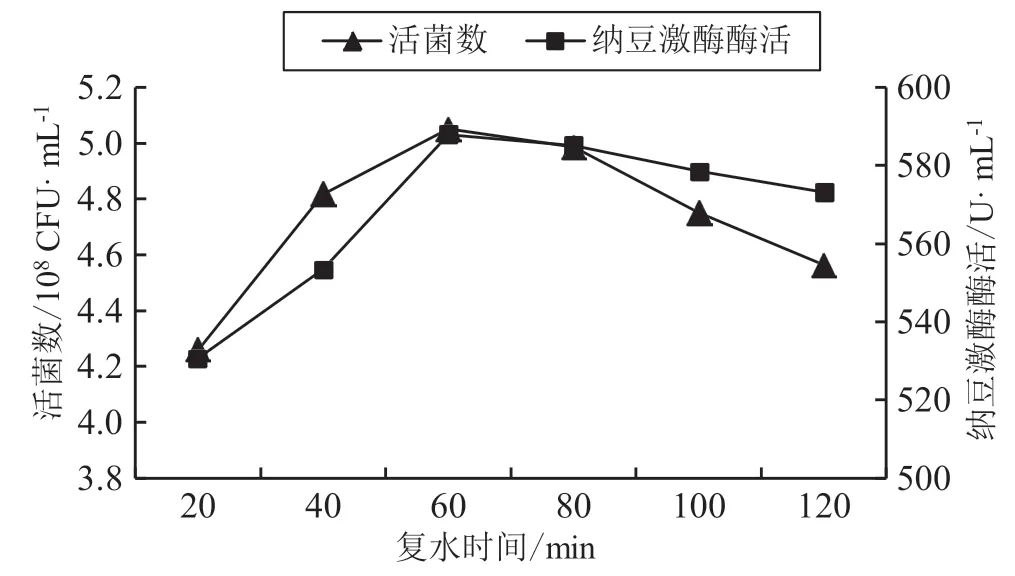
图4 复水时间对纳豆菌菌粉复水活化的影响图
2.2 正交优化实验结果
对正交实验数据进行分析处理,正交实验结果见表2,方差分析见表3。由表2 可知,Rc>RA>RB,则表明各因素对实验影响大小为C >A >B,由表3可知菌粉与复水剂比例和复水时间对纳豆激酶酶活的影响显著(P<0.05),复水温度对酶活的影响不显著(P>0.05)。由表4 可知,A2与A3差异不显著,与A1差异显著,较佳水平为A2(k2最大),B 因素的各水平对纳豆激酶酶活力的影响无差异,但较佳水平为B2,C2与C3、C1间差异显著,较佳水平为C2,故纳豆菌菌粉的最佳复水工艺方案为A2B2C2。经实验验证得出采用此工艺纳豆菌菌粉复水活化后活菌数达5.268×108CFU·mL-1,纳豆激酶酶活达750.062 U·mL-1,因此纳豆菌菌粉的最佳复水工艺为:以8%的脱脂乳粉作为复水活化剂,发酵剂与复水剂比例为1∶100,复水温度为36 ℃,复水时间为60 min。

表2 正交试验结果表

表3 方差分析结果表
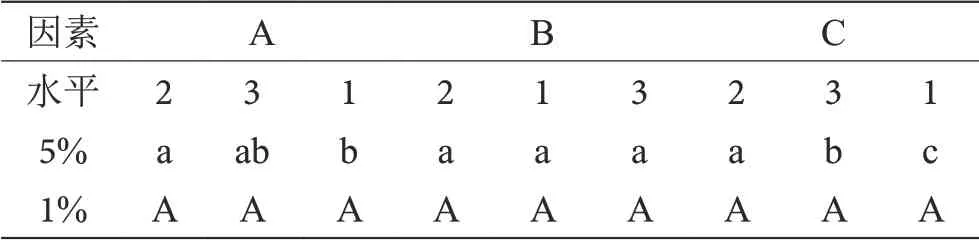
表4 多重比较结果表
3 结论
纳豆菌菌粉在用于发酵纳豆前需进行复水活化,恢复细胞的正常功能。本文采用单因素及正交实验对纳豆菌菌粉的复水活化工艺进行了优化,确定了菌粉最佳复水活化工艺为:以8%脱脂乳粉为复水剂,发酵剂与复水剂比例为1∶100,复水温度为36 ℃,复水时间为60 min,在此条件下纳豆菌菌粉经复水活化后活菌数达到了5.268×108CFU·mL-1,用于液态发酵时纳豆激酶酶活达750.062 U·mL-1。
此复水工艺有效地提高了纳豆菌菌粉的活性,从而有利于提高纳豆及其制品的生产效率及其稳定性。