轮胎部件接头对静不平衡性影响及优化接头角度的计算方法
2021-07-19徐建波袁金琪路绍军
徐建波,袁金琪,路绍军
[特拓(青岛)轮胎技术有限公司,山东 青岛 266061]
轮胎制造过程中不可避免地会有部件接头,而部件接头会对轮胎静不平衡性产生影响[1-2]。如果轮胎厂生产工艺过程控制良好,则均匀性和动平衡检测数据会相对稳定。在生产工艺稳定的前提条件下,可以通过试验计算出轮胎各部件接头对静不平衡性的影响,从而进一步优化调整接头分布方案[3-7]。
本工作以单层胎体的185/60R14轮胎的胎面接头、胎侧和气密层预复合后裁切产生的接头(以下简称PA接头)和帘布接头为例,在一次法成型机上成型轮胎,并测试轮胎的静不平衡量,采用矢量计算方法研究各接头对轮胎静不平衡性的影响,从而合理调整接头分布,减小轮胎整体静不平衡量,满足绿色轮胎的高质量要求[4]。
1 方案设计
设计3个轮胎成型部件接头分布方案,如图1所示,T代表胎面接头,始终为0°;PA接头分别为180°,270°和270°;BP1代表1#帘布接头,分别为90°,90°和180°。
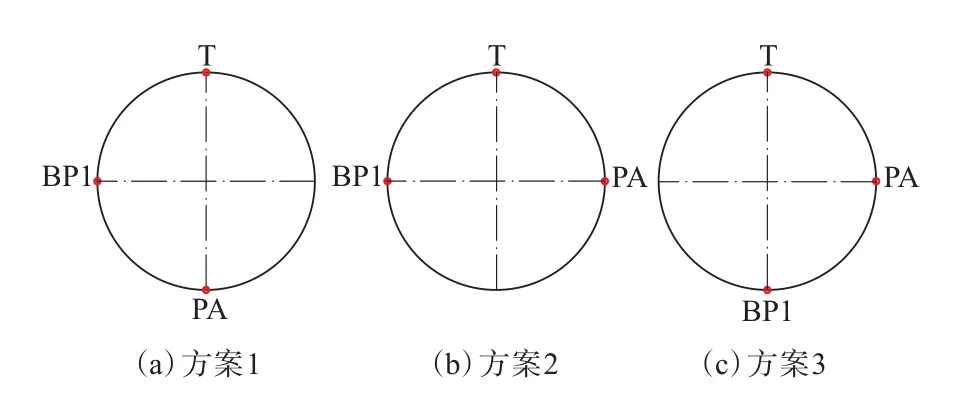
图1 接头方案示意
每个方案均在同一台一次法成型机上成型6条胎坯,然后在同一台硫化机上单模、定点硫化(排除硫化影响因素)。对成品轮胎进行割毛、修边和外观检测后,停放4 h以上,轮胎冷却至室温后待测。
2 检测和计算
(1)进行均匀性和动平衡性能检测,记录检测数据,对每个方案的6条轮胎动平衡检测合格(打黄点)位置进行比对,排除打点位置异常的轮胎,每个方案各选用4条轮胎的数据,计算每个方案轮胎静不平衡量的平均值(试验数据越多,计算结果越精确),结果如表1所示。
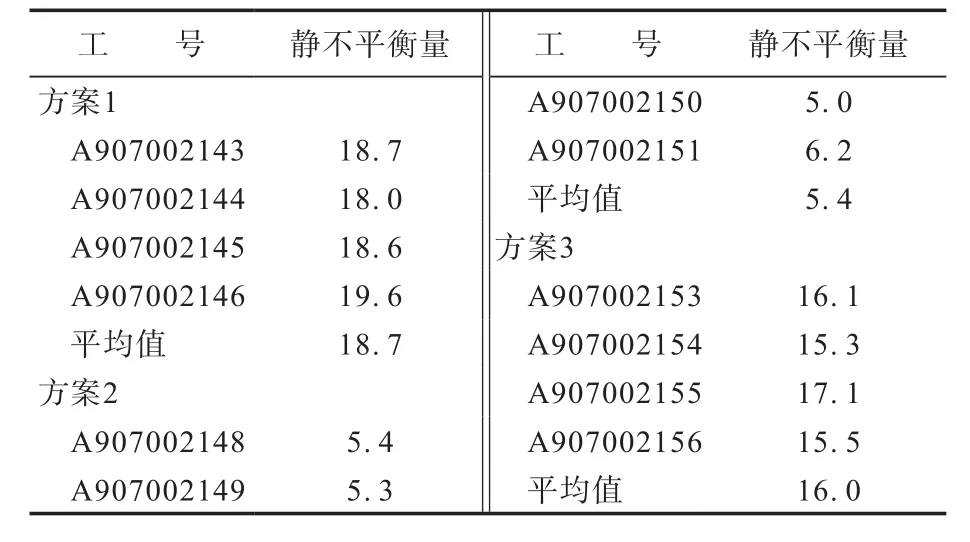
表1 轮胎静不平衡量的测试结果 g
(2)测量每个方案轮胎各接头位置相对静不平衡重点的角度(与打黄点位置呈180°),如图2所示。

图2 轮胎接头位置相对静不平衡重点的角度示意
(3)在静不平衡重点的方向上建立坐标轴,设胎面接头、PA接头和1#帘布接头对静不平衡量的影响分别为矢量X,Y和Z,根据上一步测量的角度A,B和C计算出3个接头在静不平衡重点方向上的分力,如图3所示。
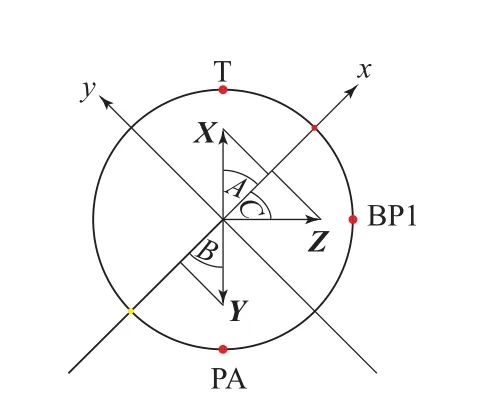
图3 接头在静不平衡重点方向上的分力示意
根据受力分析得到以下3个方程:
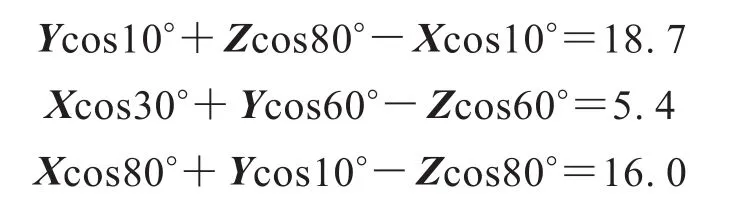
解方程组,可计算出X,Y和Z。
3 结果与讨论
3.1 本试验最佳接头角度分布
本试验X,Y和Z分别为-1(胎面接头标准0~-2 mm,是轻点),17.3和4.6 g。
由此可见,PA接头的影响远大于胎面接头和帘布接头,且胎面接头是轻点,故可将胎面接头和PA接头放在同一角度,且与帘布接头呈180°进行接头角度分布设置;由于胎面接头的影响较小,且接近于零,也可采用方案2的接头分布。
3.2 其他情况下最佳接头角度分布计算
若Y最大,且X和Z都大于零,可运用平行四边形法则分析得出X与Z的夹角(M),如图4所示。
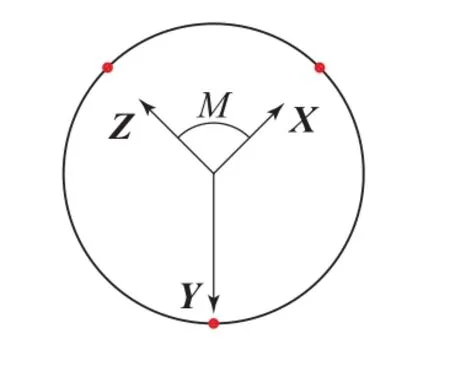
图4 其他情况下最佳接头角度分布计算示意
将所测数据数带入下式可计算得cosM。

若得到的cosM值大于1,则说明X/Y/Z组合不存在夹角M,即X和Z相加小于Y,可将X和Z放在同一角度,且与Y呈180°。
若得到的cosM值小于1,利用反三角函数,计算出M值,得到的接头分布结果即如图4所示。具体实施过程中,X与Z的位置可进行局部调整,但要满足Y的反向作用力在X与Z之间,且X与Z的夹角为M。
4 结语
采用本研究提出的试验方法,还可根据需要计算轮胎其他部件接头对静不平衡性的影响,也可以在一次计算中对更多因素的影响进行计算。增大试验方案的样本量可以有效提高计算的准确度。
通过定量计算部件接头对静不平衡性的影响,可找到最佳接头分布角度,实施过程中耗时短、效率高,对成型过程中方案调整提供精准的技术支持。
