钢轨激光强化车的研究
2021-07-15郑燕
郑 燕
(中铁第四勘察设计院集团有限公司 湖北 武汉 430063)
0 引言
随着我国铁路的提速,重载运行和铁路行车密度的不断增大,钢轨的负担日益加重。目前我国钢轨出现了钢轨侧磨、波磨、压溃等各种损伤形式,尤其小半径曲线钢轨及道岔更为严重,已成为制约我国进一步提高轨道运输能力的瓶颈,因而发展高性能激光表面强化技术势在必行[1]。
钢轨表面激光淬火车是一种集机、电、液、测控为一体的实用新型产品,以自带发电机组为动力源,小车走行以液压系统驱动,既能满足直线段钢轨表面的淬火作业,也能适应小曲线段钢轨表面的淬火作业[2-3]。下文仅对钢轨表面激光淬火车的车辆进行设计研究。
1 车辆总体布置及主要结构
1.1 车辆构成
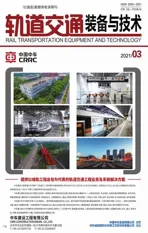
钢轨表面激光淬火车主要由动力集装箱和作业集装箱组成。动力集装箱包括司机室和动力间,司机室内设置有操作台,实现操作人员在车上对激光淬火作业机构的操控;动力间安装有柴油发电机组,实现对整车的电力供应。作业集装箱包括作业间和设备间Ⅰ、设备间Ⅱ,作业间设置有作业机器人,实现对线路上钢轨表面激光淬火的作业功能;设备间Ⅰ设置有激光器、机器人电柜和机器人控制柜,实现对作业机器人的控制;设备间Ⅱ设置有冷水机和空压机,实现对激光器的冷却,及作业中对压缩空气的需求。激光淬火车的平面布局如图1所示。

图1 钢轨表面淬火小车内部结构图
1.2 作业单元
作业单元主要由作业机器人、激光器、机器人电柜、水冷机、稳压柜、空压机、电控柜等组成(见图2),为满足作业机器人符合地铁、国铁的限界等相关要求,减小车辆震动对激光头精度的影响,在机器人底座和作业单元底框上做了减震设计。
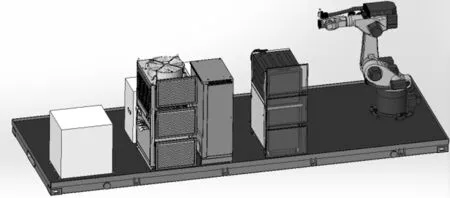
图2 钢轨表面淬火作业单元布置图
1.3 动力单元
动力单元由发电机组、操作台、液压站、电控柜等组成(见图3),发电机组为整车提供持续动力。
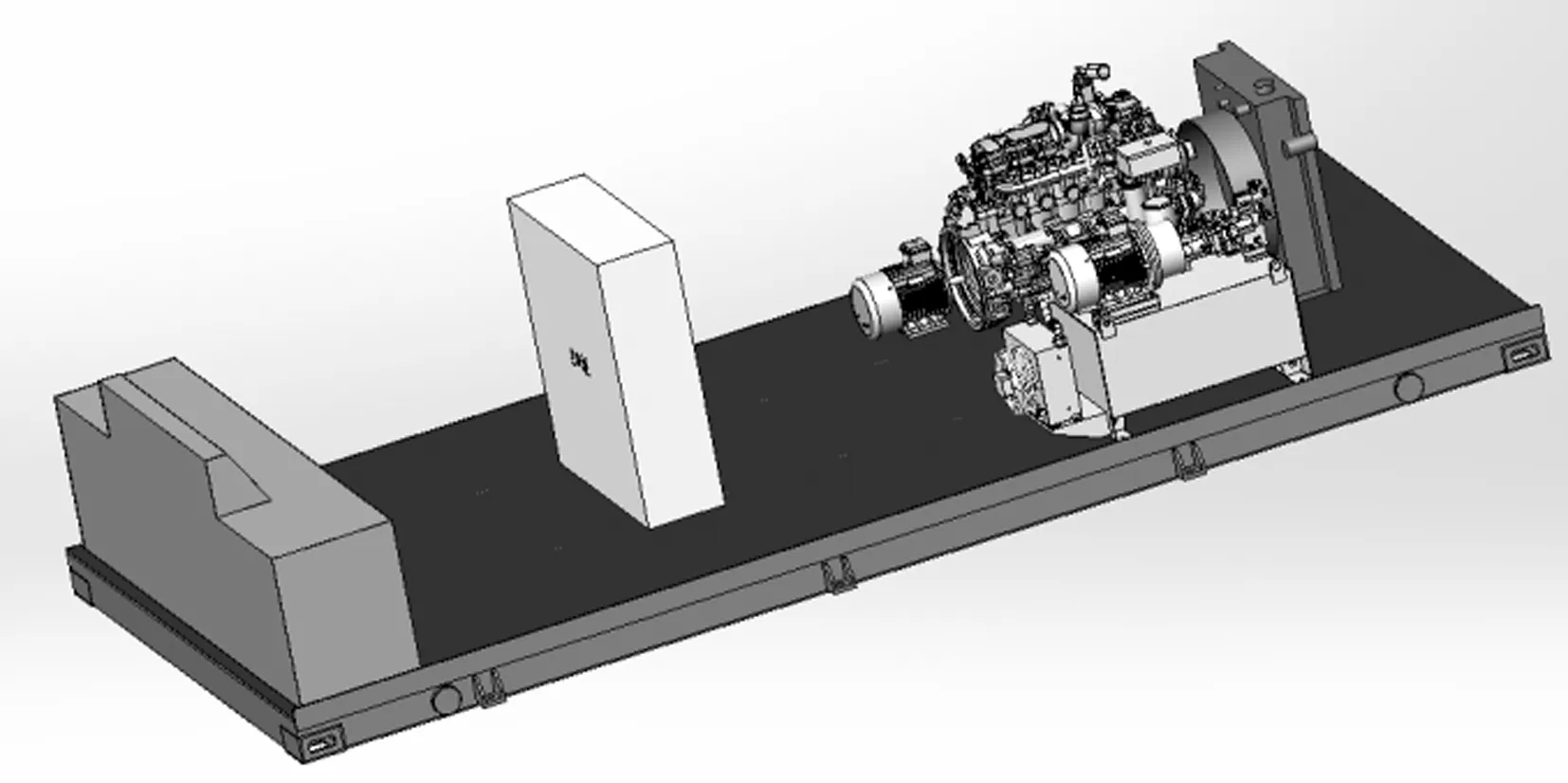
图3 钢轨表面淬火动力单元布置图
1.4 走行机构
走行机构(见图4)包含牵引梁、牵引轴、走行架构、走行电机、升降油缸、走行轮对等构成,其中牵引梁与平车焊接。整个走行机构为钢轨表面激光淬火小车提供50×(1±5%)m/h的走行速度。
图4 走行机构结构图
走行机构工作原理如下:钢轨表面激光淬火车到达工作区域后,启动升降油缸将走行架构放下,使走行轮对与钢轨表面接触,当走行轮对与钢轨紧密接触后启动走行电机,电机驱动走行轮对,走行轮对带动牵引轴,牵引轴带动牵引梁平稳、匀速运动。
2 主要技术参数
激光淬火车的主要技术参数如表1所示。
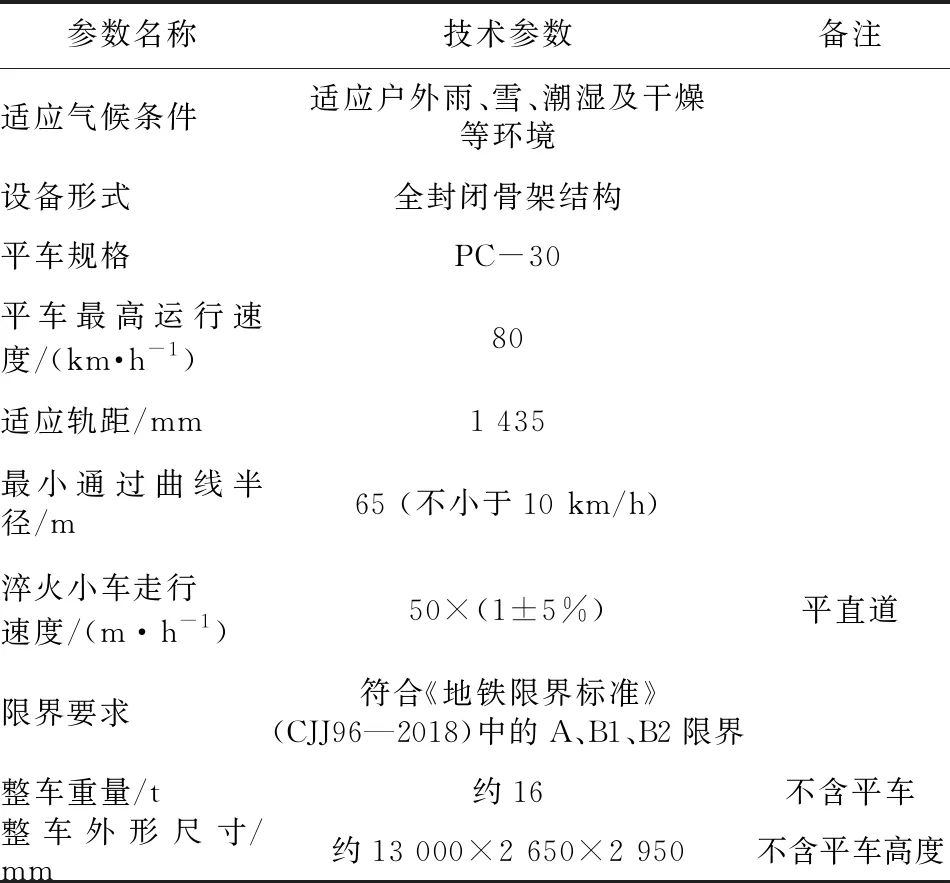
表1 激光淬火车主要技术参数
3 曲线通过性分析研究
3.1 几何曲线通过能力研究
车辆的参数如下:轨距A=1 435 mm;轮对内侧距B=1 359 mm;轮缘厚度t=32 mm;直线上钢轨内侧与轮缘外侧的全间隙σ=A-(B+2t)=12 mm;曲线上轨距加宽量Δ=15 mm(R<300 m时),Δ=5 mm(300≤R<350 m时);轮对自由横动量a=3 mm;转向架固定轴距l=1 800 mm;车辆定距L=14 000 mm;车辆总质量G=25 t。
3.2 通过能力的计算
通过对轮对转心位置的计算以及转向架对车体的转角、转向架对外轨的冲角,进行车辆的通过能力计算

x2=x1-1 800=1 267 mm。
转向架对车体的转角和对外轨的冲角分别为:
最终得到

θ为转向架相对车体的转角,根据结构可以取3°。
经计算,Rmin=99.1 m。
根据上述计算表明:车辆可以几何通过半径为100 m的曲线。
3.3 动力曲线通过的计算
以下计算通过100 m曲线的动力学性能。
3.3.1曲线上转向架的受力
(1)未平衡离心力
(1)
式中:C为转向架上未平衡离心力;
G为整备质量(含平车),取245 kN;
h为曲线外轨超高度,取120 mm;
2s为左右滚动圆距离,取1 499 mm;
V为通过曲线速度,按表2速度栏取值;
R为通过曲线半径,取100 m。
(2)各轮摩擦力的横向分力和纵向分力:
(2)
式中:ui为车轮摩擦力的横向分力;
Hi为车轮摩擦力的纵向分力;
xi为第i轴的转心距;
μ为轮轨间的摩擦因数,取μ=0.25;
Q为轮荷重,取30.625 kN。
3.3.2轮轨间的作用力
(1)轮缘力
∑FY=F2-F1+C+2∑ui=0
∑M0=F1l1+F2l2-Mf-2s∑Hi-2∑uili=0
(3)
式中:∑FY为作用在转向架上的合力;
∑M0为作用在转向架上的合力矩;
F1、F2分别为第一轴和第二轴的轮缘力;
l1、l2分别为第一轴和第二轴至牵引销O之间的距离;
Mf为转向架的摩擦力矩,经试验测量验证,Mf=10 kN·m;
ui、Hi分别为钢轨作用于各轮踏面摩擦力的横向分力和纵向分力,按式(2)计算;
2s为左右轮滚动圆间距离,取1 499 mm;
C为作用于一个转向架的未平衡离心力,按式(1)计算。
(2)侧压力
F′=F-|u|
(4)
式中:F′为车轮轮缘对钢轨的侧压力;
F为车轮轮缘力,按式(3)中合力公式计算。
3.3.3计算结果
结合公式(1)~(4), 再将表2中的不同速度值代入可计算出不同车速下的轮缘力,F1、F2、 侧压力F1′及脱轨系数, 其各计算结果如表2所示。 根据标准, 脱轨系数不大于1.2才能够安全通过曲线, 而此时对应的速度, 即是通过该曲线的最大允许速度, 通过表中数值可以得出, 当车速超过45 km/h, 其脱轨系数均大于1.2的规定值, 故想要安全通过100 m曲线,所有车辆运行的最高时速不能超过45 km/h。
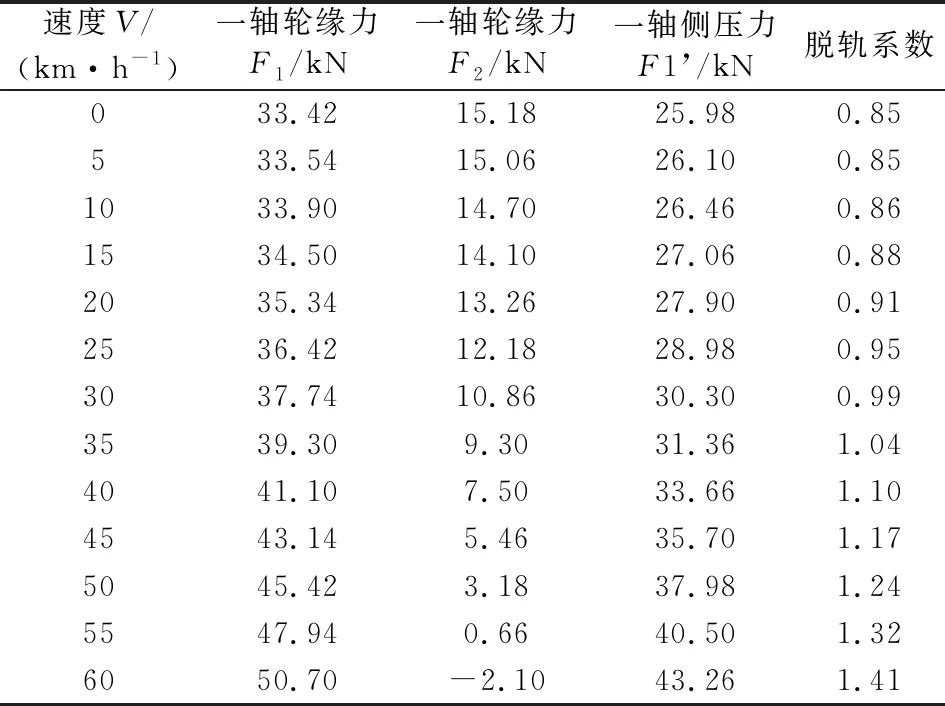
表2 动力通过100 m曲线的动力学性能表
4 车辆走行控制——恒低速控制
车辆作业时的走行速度为50 m/h,速度波动在±5%以内。由伺服电机驱动液压泵,伺服电机保持转速1 450 rad/min不变,通过速度控制器设定作业速度和走行方向,与速度传感器、液压比例控制阀放大器的信号形成闭环控制,控制作业速度,实现恒速运行。
液压原理图如图5所示,液压系统主要由液压油泵驱动两组定量马达,通过比例方向阀控制走行方向和速度。流量补偿器保证比例方向阀在开口不变的情况下,无论负载的变化情况如何,马达均保持恒定的转速。比例背压阀在下坡时起作用,在马达回流口增加背压,保持马达的主动驱动特性,以防止被拖行。补油阀防止马达吸空。其他阀组为系统辅助功能。
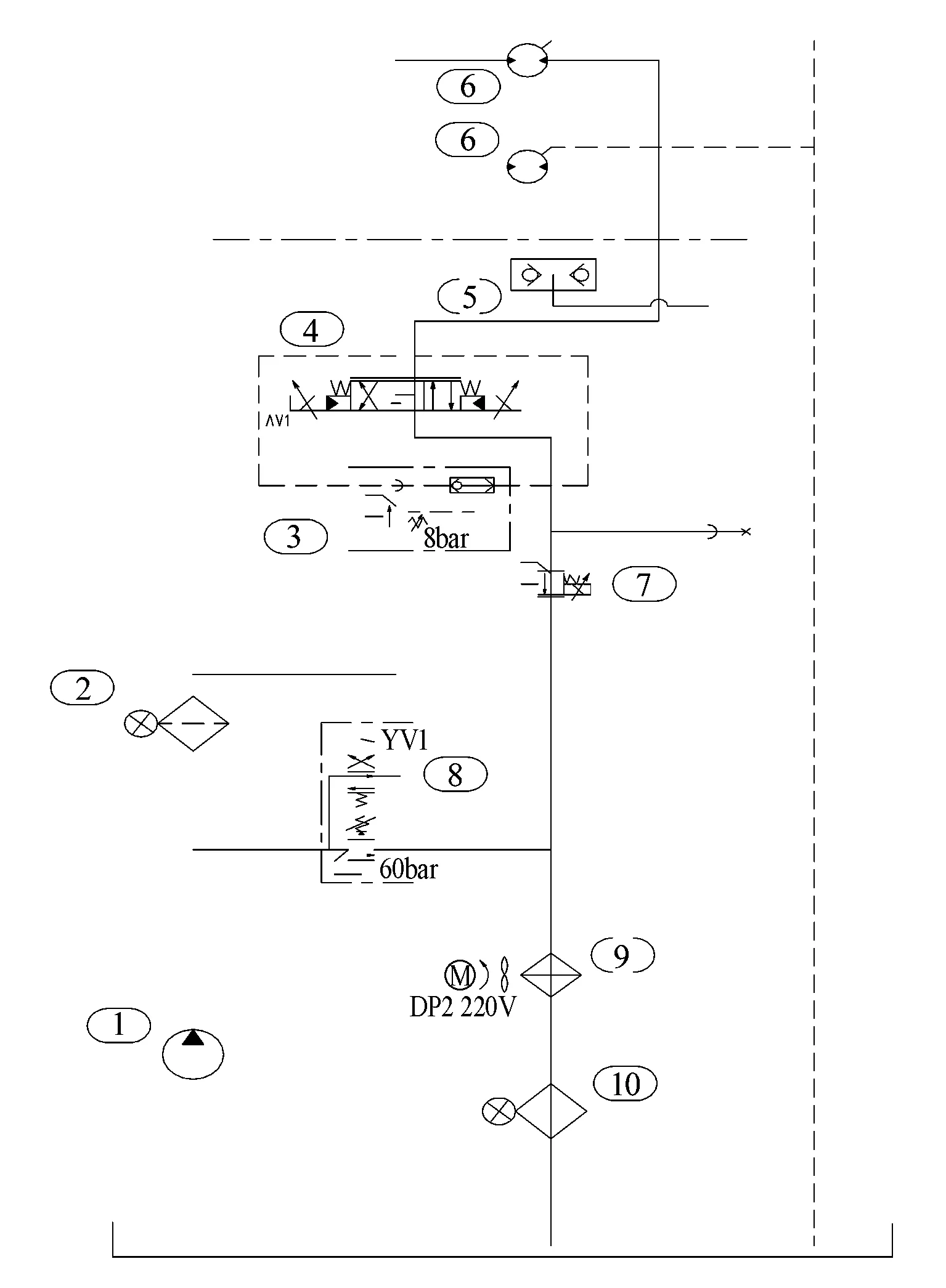
1—液压泵;2—高压过滤器;3—补偿器;4—比例换向阀;5—补油阀;6—马达;7—比例背压阀;8—电磁溢流阀;9—散热器;10—回油过滤器。图5 液压原理图
5 车辆电控
5.1 供电方式
采用柴油发电机组,供电电源为AC380 V、50 Hz 、128 kVA, 三相四线。
5.2 供电系统说明
该车采用柴油发电机组供电,总断路器安装在电柜中, 其额定容量根据装机总容量选配, 具有短路、过载、失压等保护功能。
整机工作电源(AC380 V)用来供应液压电机动力,其他由(380 V)发电机引出,向机上各机构的主回路供电。在电柜中设置了AC380 V/AC220 V的控制变压器,容量为1 500 kVA,为紧停回路、各机构控制回路、控制器、照明等提供电源。
5.3 主要技术参数
供电系统的主要技术参数如下:工作电压,380 V 、50 Hz;设备控制电压,DC24 V;环境温度,-10 ℃~+50 ℃;最大空气湿度,100%;工作环境,于室外工作。
5.4 车辆控制系统
机车控制系统采用西门子1500PLC系统,具有信号采集、数据运算、信号输出、指令发送、故障诊断、人机交互等功能。各机构的动作是在作业控制系统的统一协调下完成的。
司机室操作的设备包括控制的开关、控制杆和工控机。其中频繁使用的功能通过开关或控制杆操作,不常用的或需要反馈的功能在工控机上操作。司机室内所有工作的功能都显示在工控机上并可以通过工控机控制。西门子系统接收主机控制策略开始作业。
恒速控制技术:通过检测车速传感器进入西门子控制系统,检测实际车速,与设定车速对比,控制电比例油泵的排量大小,使车辆始终在设定车速上运行。
5.5 监控系统
该监控系统取代传统的控制面板功能,可节省PLC的I/O模组、按钮开关、数字开关、指示灯等且能随时显示重要讯息,以利于操作人员、维修人员正确掌握工作状况和避免错误,便于维修。该系统能
储存大量画面,每一画面可由文字、图形以及指定的PLC资料组成,可编辑出各种画面,用以显示设备各种状态、操作指南、参数设定、动作流程、统计资料、警报讯息、简易报表等。
6 结论
本文研发的激光强化车已经进行了在线示范应用(见图6)。

图6 激光强化车实体照片
该激光强化车能够恒速、稳定地对钢轨表面廓形进行自适应强化,强化后钢轨的硬度为原来的2倍,耐磨性可提高1倍以上[4]。
2020年11月,科技部专家通过了对该课题以及激光强化车的验收评价,专家组一致认为该技术能够有效提升钢轨的使用寿命,同意该项目通过综合绩效评价。