全电动注塑机斜排五点双曲肘机构的设计与研究
2021-07-14燕卫亮
燕卫亮
(陕西国防工业职业技术学院机械工程学院,陕西 西安 710300)
全电动注塑机动力系统采用全电机驱动,依靠PLC和伺服控制技术,能在实现高精密控制和大幅度节能的同时,避免液压注塑机出现常见的噪声、发热和油液泄漏现象[1]。全电动注塑机具有高效、精密、节能、环保的特点,能达到汽车、电子、医疗等行业的要求,而传统的液压式注塑机则难以满足该要求[2]。
全电动注塑机比普通液压注塑机节能30%~60%[3],并且可以实现多动作同步运行[4],配合供料系统和机械手全自动无人值守注塑成型,能大大缩短生产周期。目前全电动注塑机位置精度可达到0.01 mm,空载状态下合模—注射—开模—顶出整个循环周期可达到0.2 s,因此对于其锁模机构运动精确性和运动平稳性的要求更高[5]。
1 斜排五点双曲肘机构参数设计与计算
为了研究全电动注塑机斜排五双后曲肘机构的参数计算,首先需要对机构各杆长、夹角等参数作定义。如图1所示,双曲肘机构为上下对称的结构,因此取模板中心连线以上的部分来进行分析[6]。

图1 全电动注塑机锁模机构
图2所示为该机构的运动简图,其中后支铰的高度记为H;前连杆的高度记为e;后连杆AB长度记为L1;前连杆BC长度记为L2;定义小连杆与后连杆的连接点为拨点D,拨点到后支铰长度固定的假想杆件记为拨杆AD,长度记为L3;小连杆DE长度记为L4;定义小连杆与十字头连接点为驱动点E,驱动点到模板中心的高度记为h,驱动点到后支铰的长度变化的假想杆件记为驱动杆AE,杆长记为L5;驱动点到后支铰水平线的距离记为高杆EQ,杆长为H-h;过拨点D作AB的垂线DF,记为拨点高度n;BF记为拨点长度,长度记为m;前、后支铰高度差为H-e。
在机构锁模力达到最大值时,如图2上半图所示,此时机构中前连杆和后连杆共线,通过三角函数关系容易得到各构件运动初始的关系[7]。
图2 斜排五点双曲肘机构运动简图
后连杆与前连杆长度比值为k[8]:
(1)
拨杆长度L3:
(2)
驱动杆初始长度(L5)0:
(3)
拨杆内夹角θ:
(4)
斜排角γ0:
(5)
高杆与小连杆初始夹角σ0:
(6)
拨杆与小连杆初始夹角β0:
(7)
拨杆与驱动杆的初始夹角ω0:
(8)
驱动杆与水平线初始夹角δ0:
δ0=θ+ω0+γ0
(9)
如图2下半图所示,当机构在十字头的带动下开始从零位运动时,若十字头运动速度为v,取样间隔时间为Δt,根据几何关系容易得到构件间的相互关系以及中间的关联变化参数,其中变化参数在本文中以加脚标n的方式标记。
十字头后退距离Sn:
Sn=v·Δt+Sn-1
(10)
驱动杆长度ln:
(11)
驱动杆与水平线夹角δn:
(12)
拨杆与驱动杆夹角φn:
(13)
后连杆与水平线夹角αn:
αn=δn-φn-θ
(14)
(15)
(16)
分析机构的运动特性时,可用动模板与十字头速度比值、动模板加速度、行程放大比来衡量机构运动的平稳性和结构紧凑性[9]。
动模板与十字头速度比值un:
(17)
动模板加速度an:
(18)
行程放大比λ:
(19)
2 斜排五点双曲肘机构运动算例
本文以350 t全电动注塑机锁模机构为例,根据该行业主流厂商设计参数,动模板开模行程取700 mm,拟定的各连杆长度初始参数见表1。
表1 350 t全电动注塑机锁模机构参数 单位:mm
在数值计算软件中根据本文第1章的理论公式(1)~(19)编写程序。十字头速度v取400 mm/s,取样间隔时间Δt决定数值仿真的精度,Δt越小,精度越高,计算耗时越长,为了便于计算,本例中Δt取0.025 s。赋值各构件初始参数,进行数值仿真,可得到构件间的尺寸及角度关系(表2),机构动态变化参数见表3。

表2 构件间的尺寸及角度关系
表3 机构动态变化参数(部分)
3 机构运动性能指标分析
运动学性能指标主要包括行程比和速比,分别影响合模机构的运动平稳性和合模效率[10]。全电动注塑机具有精密、高效的特点,尤其在高速注塑工况下有较大的优势。根据实际的工程经验,如果机构参数设计不合理,在开、合模过程将会出现动模板抖动,甚至损坏模具等情况。因此开、合模的平稳性是设计斜排五点双曲肘机构需要考虑的一个重要指标。理论情况下,在锁模启动和终了时,加速度、速度必须为0,以减小机构在锁模过程中的冲击并有效保护模具[11];但在工程实践中,由于机构惯性和控制精度误差,一般难以实现合模终了速度为0,因此必须保证启动和终了加速度为0。合模机构的速比为动模板与十字头速度之比,与力放大比呈倒数关系。通常假定十字头匀速运动,此时合模机构的速比曲线与如图3所示的动模板后退行程曲线的斜率变化规律一致,可以此评判合模机构的运动稳定性与合模效率。将本文第3章的算例结果un绘制为曲线(图4),从曲线可以看出,合模时动模板经历“慢—快—慢”的过程[12],在合模开始时其速度比峰值为0,曲线无上翘,表明机构在启动时无冲击。合模行程中最大速度比峰值为1.76,即合模过程中动模板最大移动速度为十字头移动速度的1.76倍,根据工程实践经验,可知该机构有较高的开合模效率;而最大速度比峰值出现在合模行程中间位置,曲线峰值附近过渡平滑,表明机构运动平稳。从图5可以看出,曲线平滑,且机构在合模启动和终了时加速度为0,表明该机构在合模运动的过程中启停平稳,冲击很小,较为理想。

图3 动模板后退行程曲线
图4 动模板与十字头速度比值曲线
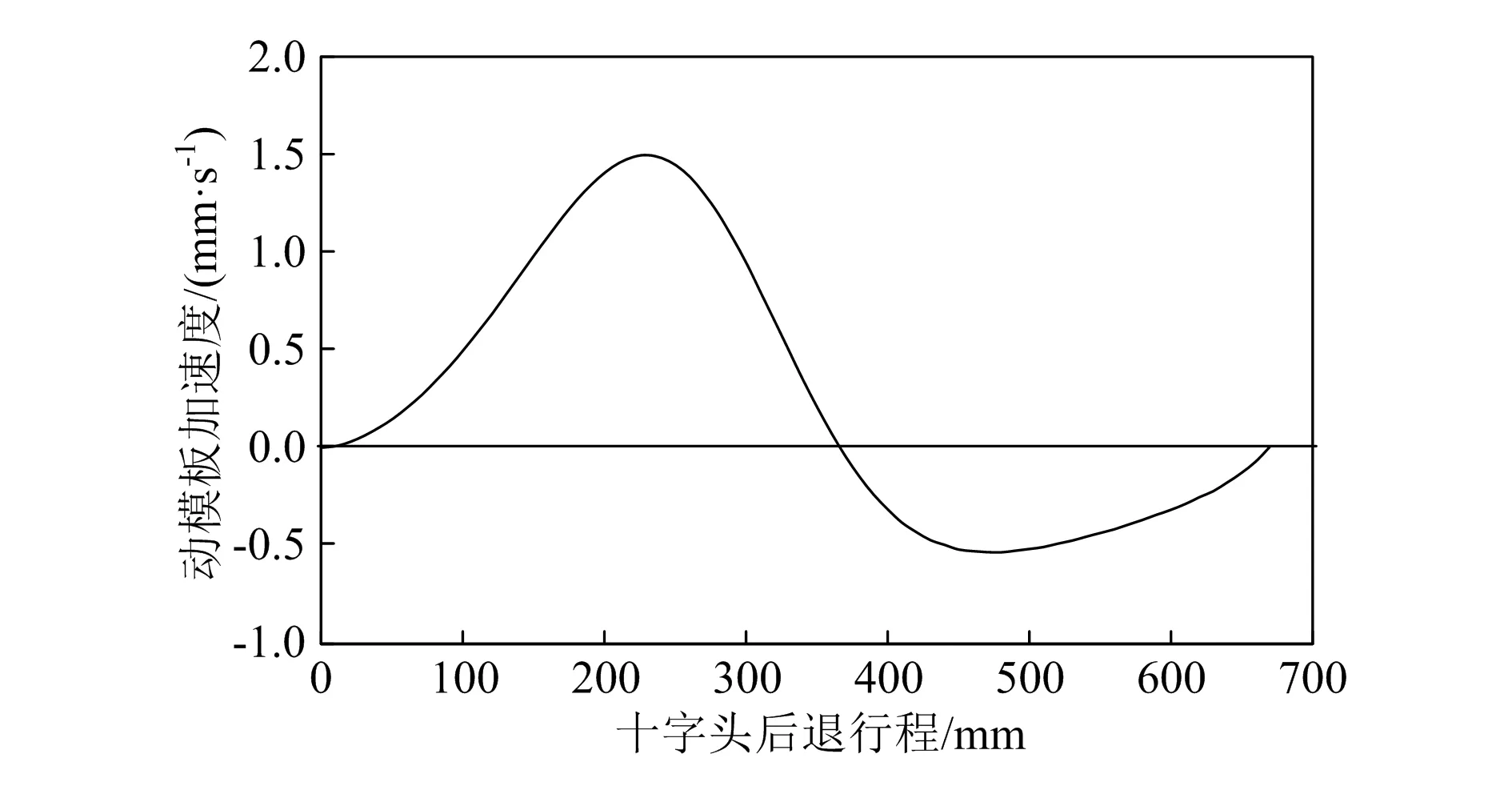
图5 动模板加速度曲线
锁模单元结构越紧凑、整体长度越短,越能节约制造成本和提高空间利用率,尤其是对大吨位机器,在保证了关键指标的同时,还需要考虑结构紧凑性。斜排五点双曲肘机构的行程放大比λ是动模板开模行程与十字头后退行程的比值,可间接反映锁模单元的结构紧凑性,当动模板开模行程根据设计要求确定后,行程放大比越大,十字头后退行程越小,支撑十字头的调模板的长度越小,则锁模单元的整体长度越小。本文算例中行程放大比为1.05,十字头后退行程为670 mm,根据工程实践经验,在同吨位的注塑机锁模单元中,该机构在保证运动平稳性的基础上,结构较为紧凑,有较好的经济性。
4 结束语
本文通过对斜排五点双曲肘机构参数设计进行理论分析、推导,建立数学模型,得到了一套用于精密全电动注塑机的斜排五点双曲肘机构的理论设计计算方法。该方法的应用将有效提高精密全电动注塑机锁模机构运动的平稳性,减小振动和冲击,从而提高注塑产品的精度。
