结合3D打印铸造的青铜器可拆卸式修复研究
2021-07-02张珮琛
张珮琛
(上海博物馆,上海 200003)
0 引 言
青铜器在漫长的埋藏和流传过程中会遇到由物理、化学及生物因素造成的多种病害。主要归结为:自然因素、人为因素。
自然因素包括地震、洪水、土壤侵蚀、空气污染、生物危害等,主要表现为自然力对文物的破坏。在这些自然因素的损耗下,青铜器会遭受由腐蚀矿化、墓葬坍塌等因素造成的挤压变形、破碎等病害。
人为因素是指人类的自身行为作用于青铜文物,从而引起文物的质变与毁损,主要表现在“盗窃性”与“修复性”破坏,即文物在非法盗掘、盗割、转运、倒卖的过程中造成的损坏,以及青铜文物在非规范的修复过程中采取的不可逆、不科学、不安全等材料与方法所造成的文物二次损坏。这样的现象在早期古董商贩的文物交易流通中普遍存在。在高额利益的驱使下,这些早期古董商贩不仅在素器上加刻纹饰与铭文,更有将破损严重且无法修复的青铜器残件,通过切割和焊接等手段把它们再拼凑成器(有些甚至是臆造的青铜器)。在很多传世青铜器上可以看到这些遭受自然、人为等多种因素形成的综合病害。
传统青铜器修复对于残缺的青铜器一般采取手工制作补配件后连接固定补配的方法。传统青铜器补配,需要经过塑形、翻石膏模、雕刻纹饰、翻蜡模、修整蜡模、失蜡铸造、铸件加工、连接(焊接或粘接)、作色等十余个步骤,整个周期较长,且一旦安装修复后不便于拆解,强行拆解很容易造成文物的二次损坏。
20世纪80年代后期,3D打印机的横空出世,开启了增材制造新时代。近年来,新一轮的科技革命和产业变革使得3D打印步入快速发展期。在文物修复保护领域,随着3D扫描、打印技术应用范围的不断发展与普及,很多博物馆与文物修复工作者都尝试将3D扫描与打印技术应用到文物修复与复制中去:从文物信息的采集到文物实体的修复复制;从文物三维数据库的建立到文物仿真衍生品的制作。
3D扫描的非接触式采集文物信息的特点,杜绝了传统接触式采集复制文物信息而带来的二次损害风险[1]。3D打印输出的同时也将修复过程与步骤进行了数字化记录与储存,为日后研究工作提供了准确的数据。
随着3D打印精度与输出材料的不断提升和丰富,以金属增材为主的金属3D打印以及3D打印结合铸造的技术日趋成熟,并逐渐在传统青铜文物修复技艺中加以应用,使这门传统技艺得到更为科学有效的发展。
本工作针对上海博物馆旧藏的一件青铜器,尝试将可拆卸式补配方式结合3D打印铸造的方法融入到传统文物修复流程中,以寻求一种全新的修复和展示形式。
1 设备与工具
CT:德国Yxlon公司,Y.CT Modular;用于对文物本体的断层扫描。
XRF:布鲁克BRUKER,型号为S1TITAN 300;用于对文物基体成分分析。
3D扫描:OKIO-5M;用于对文物三维数据采集。
3D打印:XF L120光固化;用于蜡模输出。
2文物现状与修复方案的制定
2.1 文物现状
上海博物馆早年入藏一件青铜器(图1),高105 mm,口径152 mm,腹径183 mm,整体呈圆形,侈口束颈,鼓腹圆底,腹一侧有兽首鋬。鼓腹部饰有兽面纹与龙纹,纹饰清晰而精美,腹内底部有4字铭文,并自铭为“盂”。虽然此器外形完整,表面无明显残缺破损的痕迹,但器型怪异,不合常理,因此当年入藏时品名暂定为“盂”。

图1 商代晚期兽面纹残斝
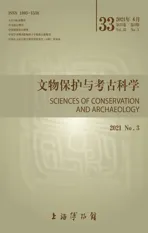
通过计算机断层扫描(computed tomography,CT)检测发现,看似完整的“盂”,通体有6处人为干扰痕迹(图2)。器底部的4处痕迹中有3处为等边三角形,大小相等,分布均匀,正是对应三足酒器的位置,器腹中间有一块90 mm×35 mm的矩形焊接痕迹(图3),位置正对应器腹内部的铭文,器物口沿两侧的干扰痕迹也是对应传统酒器口沿部的2枚柱头的位置。由此可见,此件器物原本并不是一件“盂”,而是一件商代晚期兽面纹斝的改制品。

图2 CT扫描影像
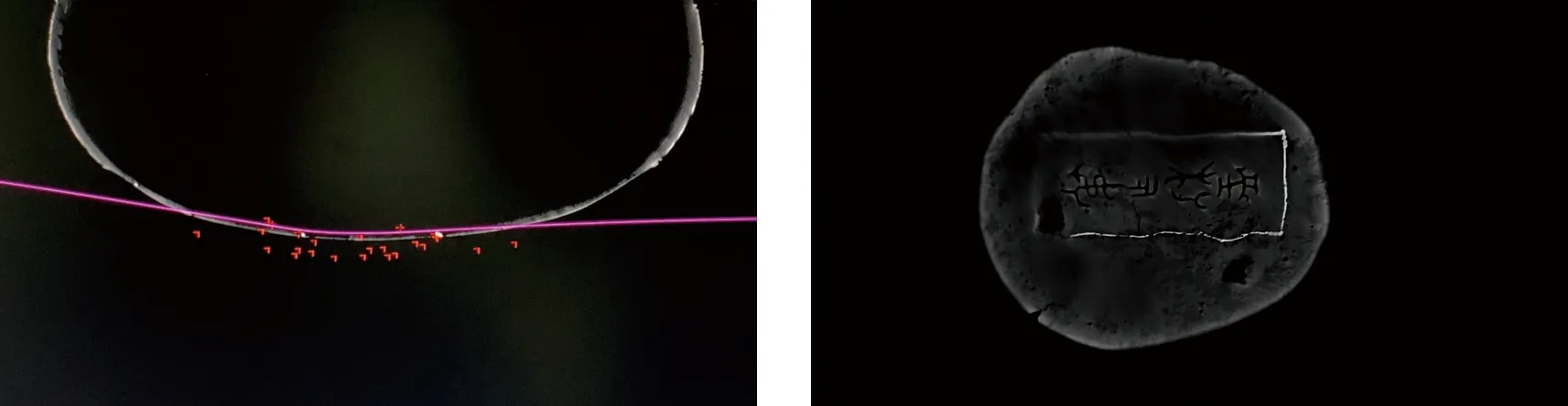
图3 CT扫描影像下显示出加刻的铭文
斝是盛酒行祼礼之器,又有称其兼可温酒。《礼记·明堂位》记:“灌尊,夏后氏以鸡夷,殷以斝,周以黄目。”《周礼·春官·司尊彝》记:“秋尝,冬蒸,祼用斝彝黄彝。”青铜斝最早见于二里头文化晚期,流行于整个商代,直至西周早期,其中尤以商代晚期青铜斝的种类、造型最为丰富,铸造工艺也最为精良。
通过CT影像观测6处干扰痕迹的断面与器身断面完全吻合,口沿部位断裂的碎片采用锡焊连接(图4)。通过CT影像对器物密度分析可以看出6处干扰部位的密度与文物主体一致,新铸的配件或其他老器物的残片很难达到密度完全一致。再运用X射线荧光法(X-ray fluorescence,XRF)对上述6处干扰痕迹与文物主体进行了成分检测,结果显示6处干扰部分与主体的铜锡铅的含量基本相同(表1)。综合CT与XRF的检测结果可见,这件青铜斝虽有多处改制,但改制部分并没有添加非原器的后期增补材料。

图4 青铜斝口沿部位断裂的碎片采用锡焊连接

表1 XRF检测6处干扰部分与器身铜锡铅含量对比
再通过显微镜对器腹内底部的铭文观察发现,腹内的铭文字口边缘粗糙,笔画底部不平整有明显伪刻痕迹。
通过一系列观测与分析的结论可以判断,此件商晚期斝可能是因为埋葬原因,出土时三足与二柱残缺严重,而旧时古董商人非但没有进行正确的修复,反而将其三足与两枚柱头的残存全部切割与打磨掉。
“改制”文物一直是旧时古董行业的潜规则操作。古董行业在追求利益最大化的情况下,将残缺的文物在无法修复的情况下进行破坏性“改制”,其方法包括:切割、重组、拼凑、增加纹饰与文字等,属于文物伪造的一种类型。
青铜器较大量伪造的出现始于宋代。北宋金石学兴起,促进了宫廷贵族、文人学者对古代青铜器与金文的研究,带动了青铜器收藏风气的兴盛,青铜器买卖也就成为古董商人逐利之手段,伪造青铜器便应运而生。宋代赵希鹄《洞天清禄集》中有《古钟鼎彝器辨》一节就有专门提到古铜器改制的方法,可见铜器作伪在宋代时已经发展成为一项专门的技术。清乾隆以后,金石学的再次复兴以及宫廷贵族的喜好,为青铜器收藏市场注入了强心剂。热衷于金石学研究的学者们更是追捧带铭文的青铜器,使得有铭青铜器的价值远高于无铭器。这一现象进一步刺激了古董商与作伪者渔利之心,对于残破或无铭的青铜器物他们往往会采取“真器改造”“真器刻伪铭”的作伪方法,以增加残破之器的价值。
“真器改造”就是将真器加工、改造为不合定规的奇特形制。此类还有不同手法:有将真器主体添加部件,也有将真器破损部位切除减少的,更有将分属几件真器的残件拼凑成一件,或在部分真器残件上任意新铸接上不符合器制的部件。
对于“真器作伪铭”,凡属此种类型者多是在原来无铭的真器上伪制铭文,且常选择容易錾刻铭文的敞口器形,如鼎、簋、盘、匜之类。真器作伪铭不仅是技术活,还需作伪者掌握铭文字体、内容以及铭文制作工艺等多项知识和技能。
此件商晚期“改制”斝正是晚清古董商采用“真器改造”和“真器作伪铭”这2种典型作伪手段结合的案例。由于此斝器形为鼓腹束颈,腹底不易錾刻。作伪者不惜以破坏真器为代价,在器腹底部切下90 mm×35 mm的矩形铜片,待细心錾刻完成铭文后再焊接回原处,继而将焊接痕迹作色隐去。费劲周折,都是为了使得这件伪器更具可信度。此“改制”斝正是研究这一时代中国传统文物修复史的极有意义的实物证据。
2.2 修复方案制定
器物“病害”的原因虽已找到,但修复过程仍是一波三折。因原器三足二柱全部缺失,国内出土虽有类似器型,但因体型比例、纹饰风格差异太大而没有找到适合缺失部分的尺寸依据。按照文物修复保护的原则,不能在没有依据的情况下,对文物进行盲目修复,不伪造文物的美学、概念以及物质特征。因此在没有依据的情况下,宁可暂时不修复。最终在机缘与努力下,原上海博物馆青铜部主任周亚先生在日本神户白鹤美术馆找到了一件与上博残斝形制几乎一样的完整器型——商代晚期兽面纹斝(图5)。斝通高23 cm,口径150 mm,腹径180 mm,圆形,敛口,鼓腹,口上一对立柱,菌顶,腹一侧有兽首鋬,三棱锥状足。商代晚期足部铸造采用封范技术,即这三足看似实心,实则是内置悬范的中空金属结构。此件无论形体比例还是纹饰风格都与上博此件残斝极为接近,因此为修复提供了有力的依据。

图5 日本白鹤美术馆收藏的商晚期兽面纹斝
由于“改制”文物具有时代特殊性,因此在制定此件“改制”青铜器的修复方案时,尝试尽可能地保留其具有研究价值的“改制”痕迹。要想做到这点就必须采取一系列不同于传统修复的方法,这也是对中国传统“完美复原式”的青铜器修复方式的一些探索。
3 可拆卸式配缺结合3D打印的应用
3.1 打印配缺
近年来,软件及数字化工具的发展、打印精密机械设备的提高以及材料科学的研发,使得3D打印生成金属技术在3D打印领域发展迅速,并已成为现代金属配件制造的有效手段,在文物修复保护中也逐渐体现出它的优势。目前主流的3D打印生成金属技术的特性,对于此类残损青铜器的修复可以起到很好的辅助作用,不过3D打印生成金属的方法很多,不同的方法都各有其优缺点。选择与实际文物修复情况最切合的3D打印结合铸造的方法,并将其融入到传统文物修复流程中,使得文物修复和复制工作变得更为安全、精准与有效。要做到在修复器物的同时,保留具有研究价值的“改制”痕迹。保留“改制”痕迹就意味着对文物本体的修复工作必须是不破坏原始痕迹的、可逆的。这是在最少干预性与展陈效果之间寻求一种平衡的方法。
根据材料与加工设备的不同,3D打印生成金属技术上主要有两大类:直接快速打印与间接快速铸造。
直接快速打印,就是直接用金属3D打印机打印出铸件。一般采用选择性激光熔融技术(selective laser melting,SLM)。SLM是通过激光器对金属粉末直接进行热作用,使其完全融化再经过冷却成型的技术。该方法首先在预打印件操作面上铺金属粉末,控制激光束以打印件界面轮廓进行烧结,烧结完一层后下移工作台然后重新铺粉,逐层烧结,直至完成[2]。SLM技术为了更好地融化金属需要使用金属有较高吸收率的激光束,所以一般使用的是Nd-YAG激光器(1.064 μm)和光纤激光器(1.09 μm)等波长较短的激光束。该方法工艺简单、快速,无需支撑。但其缺点是对于要求精细打印的青铜器纹饰而言显然精度不够;而且SLM对于熔融的金属粉末的要求比较高,铜锡铅三元合金的变化比例不易控制;基于SLM的成形机制,虽能在一定程度上改善激光成形件的致密度和表面光洁度,但因成形过程中粉末发生完全熔化/凝固,故在固液转变过程中将出现明显的收缩变形,致使成形打印件中积聚较大的热应力,并将在冷却过程中得以释放,造成成形打印件发生变形,甚至开裂的隐患[3]。
间接快速铸造,是通过3D打印技术制作蜡模进行数熔模铸造,取代了传统铸造配缺时需要使用的石膏模、树脂模等中间步骤,还可以避免传统铸造配缺中从塑形、翻模、注蜡以及铸造等过程间出现的多次体量收缩而产生的成品误差。在间接快速铸造中,这系列收缩误差可以轻松地通过计算机直接释放比例后再直接进行熔模铸造,使得文物修复配缺更为精准[4]。
“直接金属打印”和“间接快速铸造”的金相结构也不尽相同,从金相结构可以看出,间接快速铸造与原来器物铸造的金相更为接近。
根据此件“改制”文物的特性,综合各项技术的特点,最终采用间接快速铸造的方法,通过3D打印技术打印蜡模,再进行熔模铸造配件。
首先通过蓝光3D扫描获取“改制”斝的精确立体三维数据(图6),根据日本白鹤美术馆收藏的商晚期兽面纹斝的数据资料,运用SOLIDWORKS软件对此件残斝进行三个中空足与二柱的数码创建(图7)。创建后的配件可以完美地模拟出器物的铸造细节,数字化配件可以通过3D打印机直接输出蜡模。在传统青铜器配缺修复的工序中,从泥模塑型到石膏翻模,再到石膏注蜡和最后失蜡铸造,这几个模型转换的环节都会产生不同程度的收缩,尤其是注蜡的与铸铜的收缩比例累计可高达10%。这就要求在传统配缺修复的开始,就要将这样的收缩比计算在内,也就相当于将原模型在制作过程中放大10%左右,这需要修复人员掌握足够的经验与技巧。现在通过计算机建模后直接输出蜡模,同时可以依据蜡模铸铜的收缩比将打印的蜡模精确地等比放大,避免了传统修复中模型材质反复周转的收缩误差。此次采用的蜡模打印技术是光固化LCD掩膜技术(LCD masking),是利用LCD作为光固化光源的技术(图8)。这是继传统的光敏树脂选择性固化打印(stereo lithography apparatus,SLA)和连续无分层液体界面提取技术(continuous liquid interface production technology,CLIP)等光固化成形技术后更进一步的改良技术,其精度高、结构简单、耗材通用性强、打印成本低廉等优点是面成形LCD掩膜技术最大的亮点。

图6 3D扫描获取“改制”斝的精确立体三维数据

图7 利用软件对此件残斝进行三足与二柱的数码创建

图8 面成形LCD掩膜技术打印的柱头蜡模
3.2 无损装配
通过建模等比放大2%蜡模,在熔模失蜡法铸造后收缩得以补偿(图9),配件与器物残缺部分完全吻合。在接下来安装配件的过程中也首次尝试了可拆卸钕磁铁无损安装的方法。钕磁铁也称钕铁硼永磁材料,是以金属间化合物Nd2Fe14B为基础的永磁材料,主要成分为稀土元素钕(Nd)以及铁(Fe)、硼(B)。在准备安装配缺的三条锥足与两枚柱头内部用环氧树脂粘接安装第三代钕磁铁。第三代永磁钕铁硼是当代磁体中性能最强的永磁体。此次修复在每条足里使用了20 mm(直径)×5 mm(厚度)N35圆形钕铁硼磁铁,根据吸力公式(体积×密度×600倍=吸力),每条腿上N35磁铁可以吸附7 000 g左右的物件,而实际单足重量只有390 g。
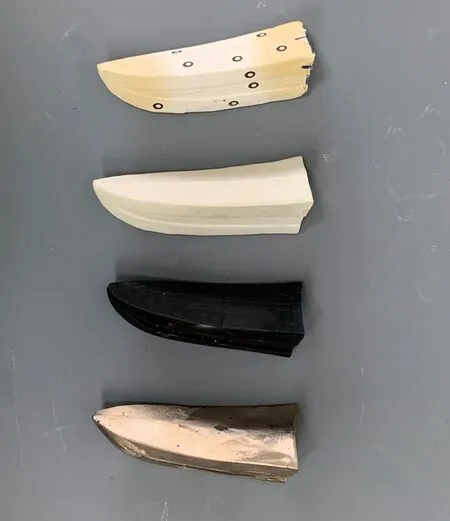
图9 3D打印的白模、蜡模和铸件
在器腹外侧底部三足对应的位置粘接一片厚0.3 mm、直径15 mm的薄铁片,铁片面积虽局部遮挡空心锥足断面的部分中心,但对于重要的空心锥足断口信息的保留没有任何影响。同样,在安装柱头的位置,配合柱头连接面形状的中心,粘接一片厚0.3 mm、长8 mm、宽5 mm的薄铁片。通过足内以及柱头中的强磁铁,配缺件被牢固地吸附在器身上断损的位置。其强大吸力可将原本质量不重的空心足与柱头配件牢固地吸附于器物,使安装后的青铜斝可以稳定站立,而附件又可随时拆卸,快速还原成最初状态(图10~13)。虽然肉眼观测磁力吸附牢固,不过出于文物安全考虑,在后期展陈时会在器物腹部下制作独立的支撑架,承托器物重量,以消除因器身自重、斝足外撇的受力角度以及滑动摩擦力等因素对文物造成的安全隐患。

图10 利用可拆卸式配缺结合3D打印铸造修复完成的商晚期兽面纹斝

图11 随时可拆卸的可拆卸式配件

图12 柱头内钕磁铁安装示意图
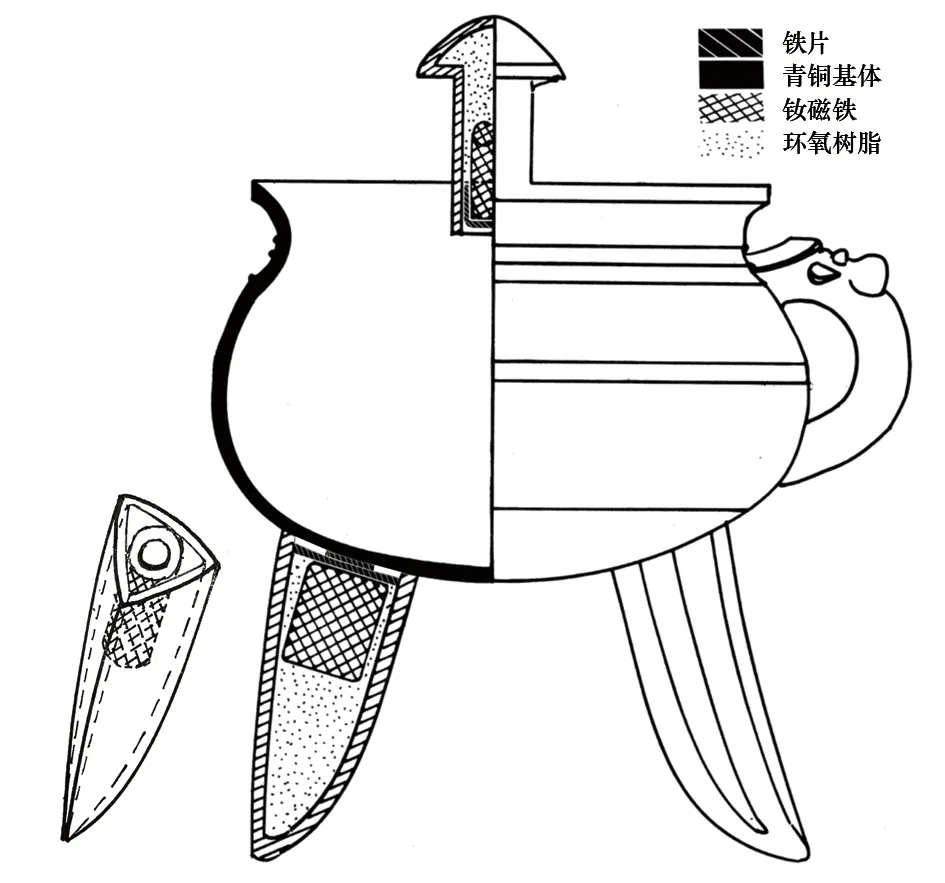
图13 可拆卸式配缺安装图
4 结 论
采用3D打印结合铸造的配缺方法和配合可拆卸配件安装的修复方案,是对传统青铜文物修复的一种尝试,能使中国的传统修复更符合现代文物修复保护的理念与原则:
1) 对文物主体的最小干预性,保留原有的时代修复痕迹,为研究提供有力的素材。
2) 采用无损可拆卸的装配方式,达到一定程度的可逆性,轻松还原器物原貌。
3) 运用数码建模直接3D打印输出蜡模,同时可以依据蜡模铸铜的收缩比将打印的蜡模精确地等比放大,改善了传统修复中模型材质反复周转的收缩误差。
4) 补缺部分与原件的可辨识性,既还原了器物原本的形制与功能要求,又保留了文物现状,为文物修复意义的推广与普及提供有力的案例。