新旧版民用核安全设备焊接人员考试标准对比分析
2021-07-01
(哈尔滨锅炉厂有限责任公司,黑龙江 哈尔滨 150046)
0 前言
从事民用核安全设备焊接活动的焊工、焊接操作工依据HAF603参加考核并取得资质后,方可从事民用核安全设备焊接活动。2007版的HAF603是一套技术文件和管理文件合一的标准文件(以下简称旧版标准)。根据国务院“放管服”的改革精神,2019年生态环境部重新修订颁布新版HAF603(以下简称新版标准),将技术文件和管理文件分开。使得新版民用核安全设备焊接人员考试标准的技术文件更清晰明确。
1 焊接方法证的要求
新版标准提出了“焊接方法证”这一概念,明确了焊接人员取得焊接资质分两步走,第一步是参加国家核安全局认定的考核单位举办的特定焊接方法考试,通过后取得焊接方法证,焊接方法证的有效期为5年。第二步是在焊接方法证有效期内,焊接人员在聘用单位内部参加焊接技能评定,合格后具备焊接资质。
2 理论考试
新版标准简化了理论考试的报名资料,仅需提供申请表、学历证明和体检表即可。减轻了聘用单位在短时间内提交资料的工作压力。在旧版标准中,理论考试作为一个单独的考试进行,合格之后取得理论合格编号,再进行下一步的技能考试。在新版标准中,理论考试与焊接方法证考试合一进行,简化了考试流程。
3 技能评定焊接方法、材料类别及评定范围
3.1 技能评定焊接方法
两个版本的标准所规定的焊接方法代号完全不同,与旧版(见表1)相比,新版标准(见表2)中焊接方法更为全面,增加了激光焊和电阻焊。
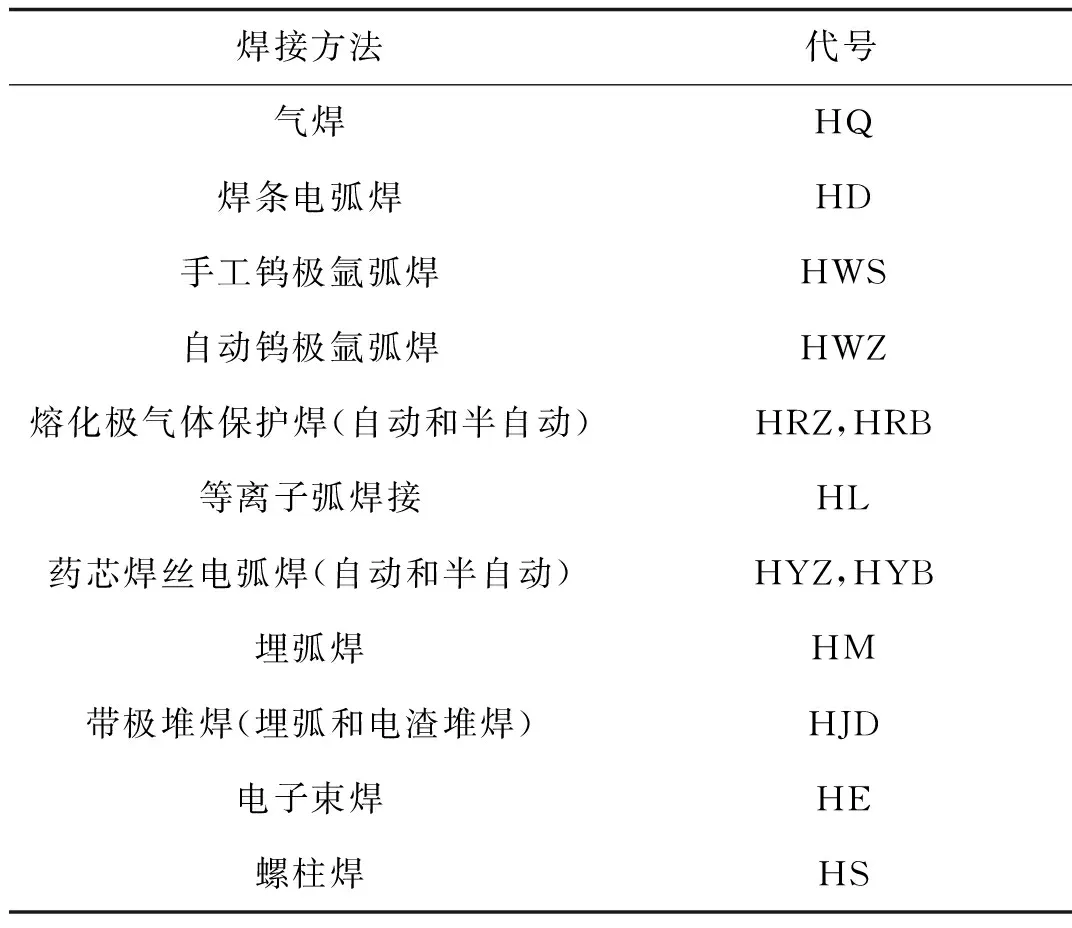
表1 旧版标准
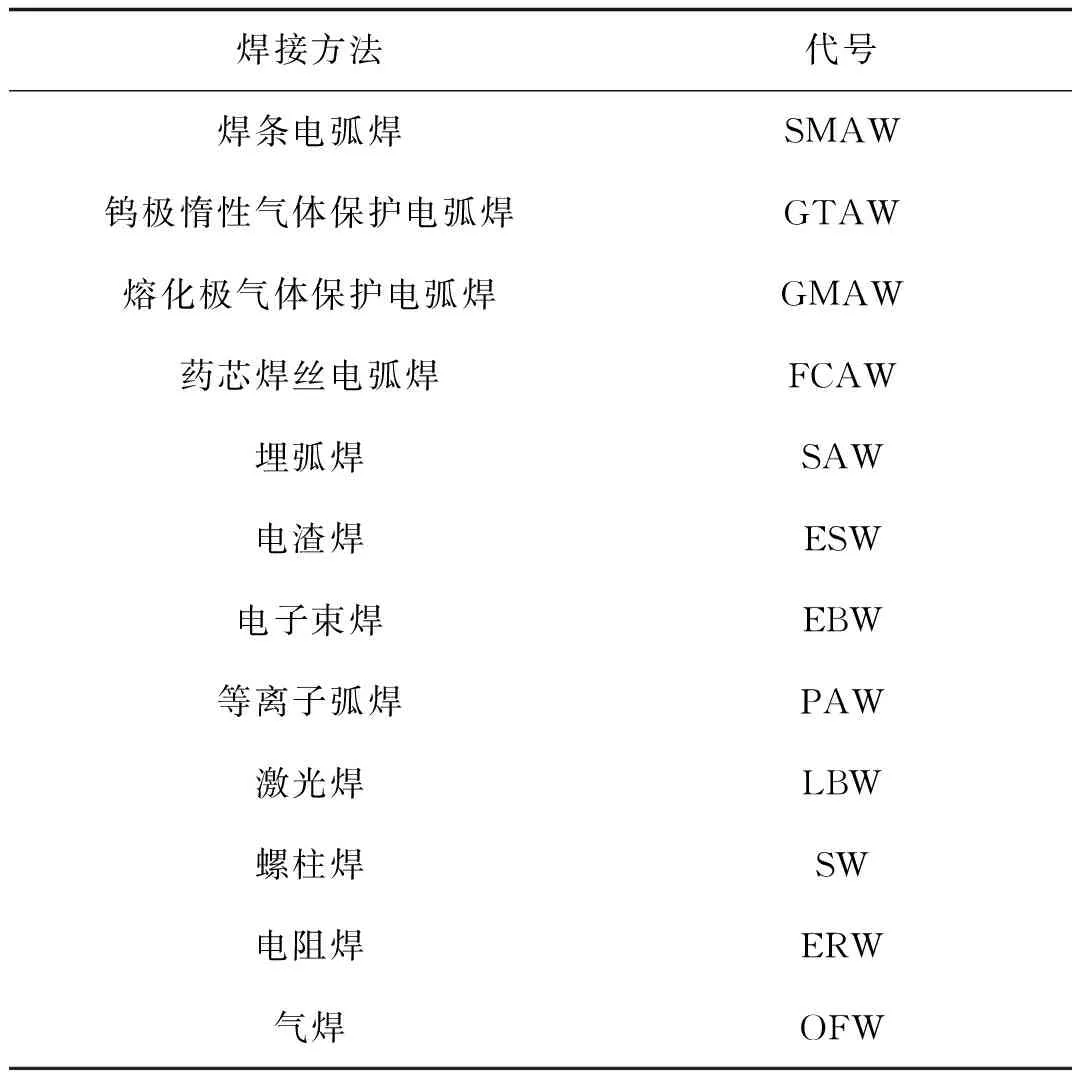
表2 新版标准
从表2中可以看出,旧版标准的代号采用汉语拼音首字母的形式,新版标准回到了采用英语首字母缩写的主流表示形式上。
3.2 技能评定的材料类别
旧版标准将母材类组作为重要变数(见表3),而新版标准借鉴国际标准ISO 9606-1 标准规定,将焊材作为技能评定的主要变数,根据焊材的化学成分、力学性能等因素来考虑母材与焊材的匹配(见表4)。
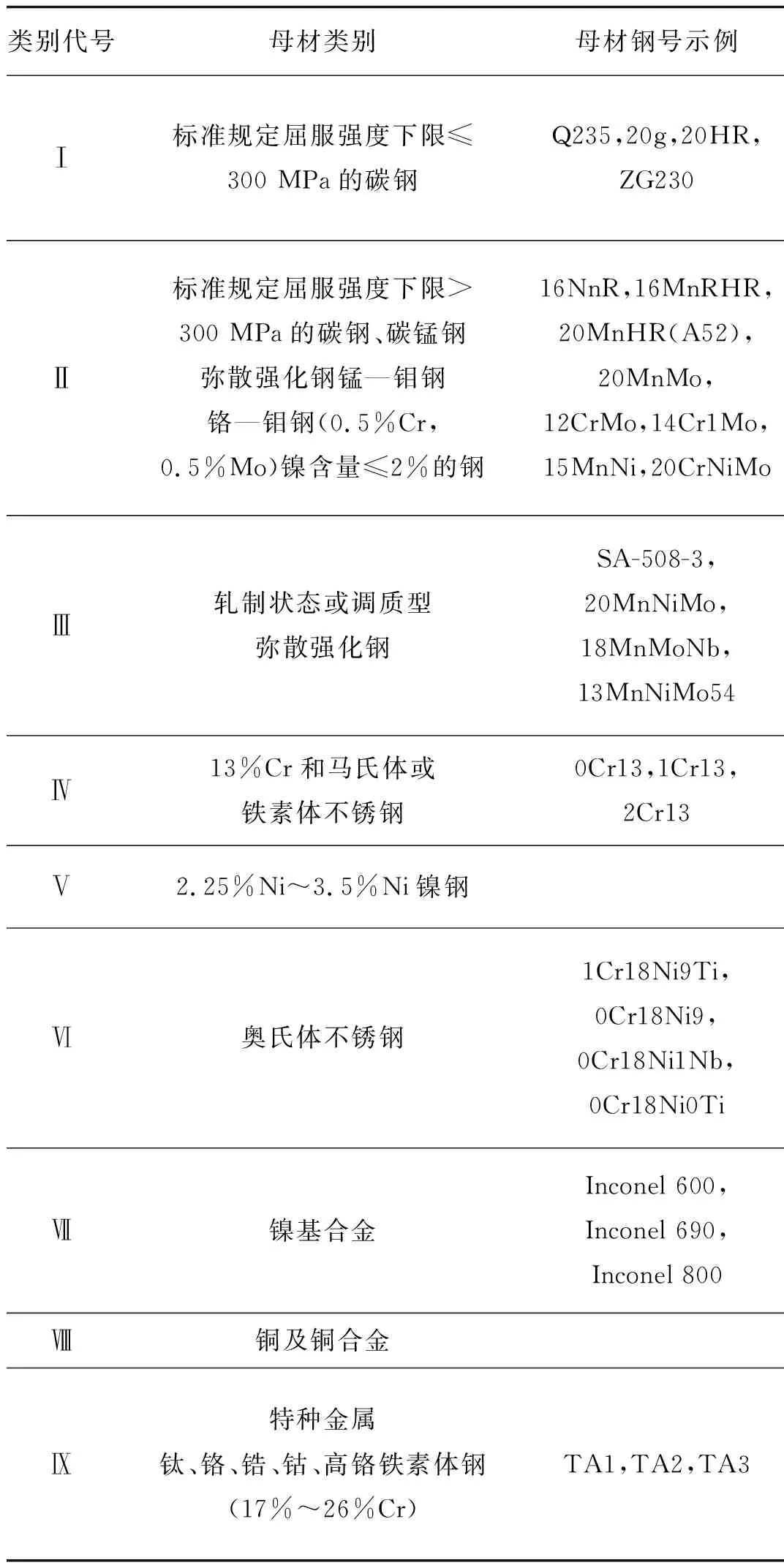
表3 旧版标准母材代号分类
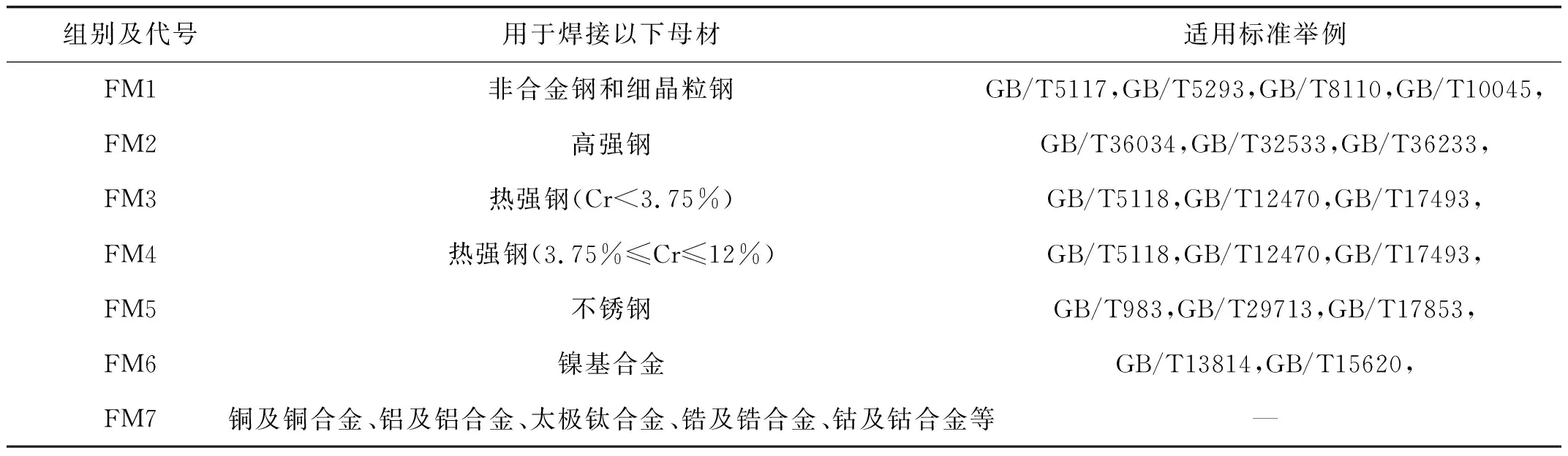
表4 新版标准焊材代号分类
焊接技能评定的重要变素分为焊接方法、试件形式、焊缝形式、填充材料、熔敷金属厚度、焊接位置和其他要素。由于填充金属和母材分类的变化,导致新旧标准对项目代号规定的差异较大,下面以手工电弧焊焊接12 mm合金钢,单面焊平板为例(图1、表5)。
图1 平焊位置
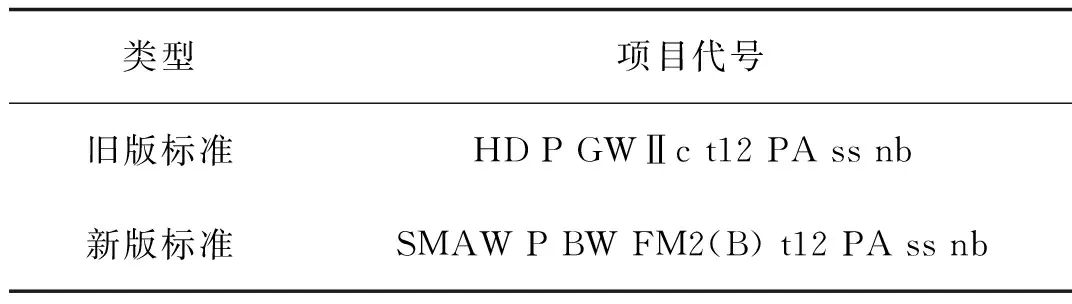
表5 平焊位置项目代号
从上表对比可以看出,项目代号中熔敷金属厚度、焊接位置和其他要素没有变化。焊接方法、试件形式和焊缝形式除代号表现形式不同外,规则是相同的。而填充金属变化很大。新版标准的项目代号与ISO 9606的设置思路基本一样。
3.3 技能评定的适用范围
新版标准中焊缝厚度的适用范围有所扩大,取消了当评定金属厚度t≥12 mm时,适用厚度5~2tmm的规定,适用范围改为t≥3 mm。有效的避免了产品厚度过大导致技能评定厚度随之增大,技能评定不宜开展这一不利情况,同时也减少了产品厚度在3~5 mm时,技能评定的数量。同时新版标准取消了挡板焊接,明确了打底焊不可单独使用及对接焊缝不再适用于角焊缝的规定。
3.4 技能评定的接管焊接
在民用核安全设备中,接管焊缝是一种比较特殊的焊缝,他对主管的外径、支管的外径、主管外径与支管外径的比值及支管轴线与主管轴线之间的角度有着严格的规定。这些因素变化范围超过标准规定值时,必须进行新的技能评定。在新版标准中,这些规定进一步严格,规定只有产品的主管外径大于等于500 mm,且主管外径与支管外径比值大于5时,技能评定时才能用板替换成主管。
新版标准中将接管接头的焊接位置用3个代号单独分组(见表6)。避免了旧版标准的焊接位置代号与实际焊接时的位置难以相符的情况。
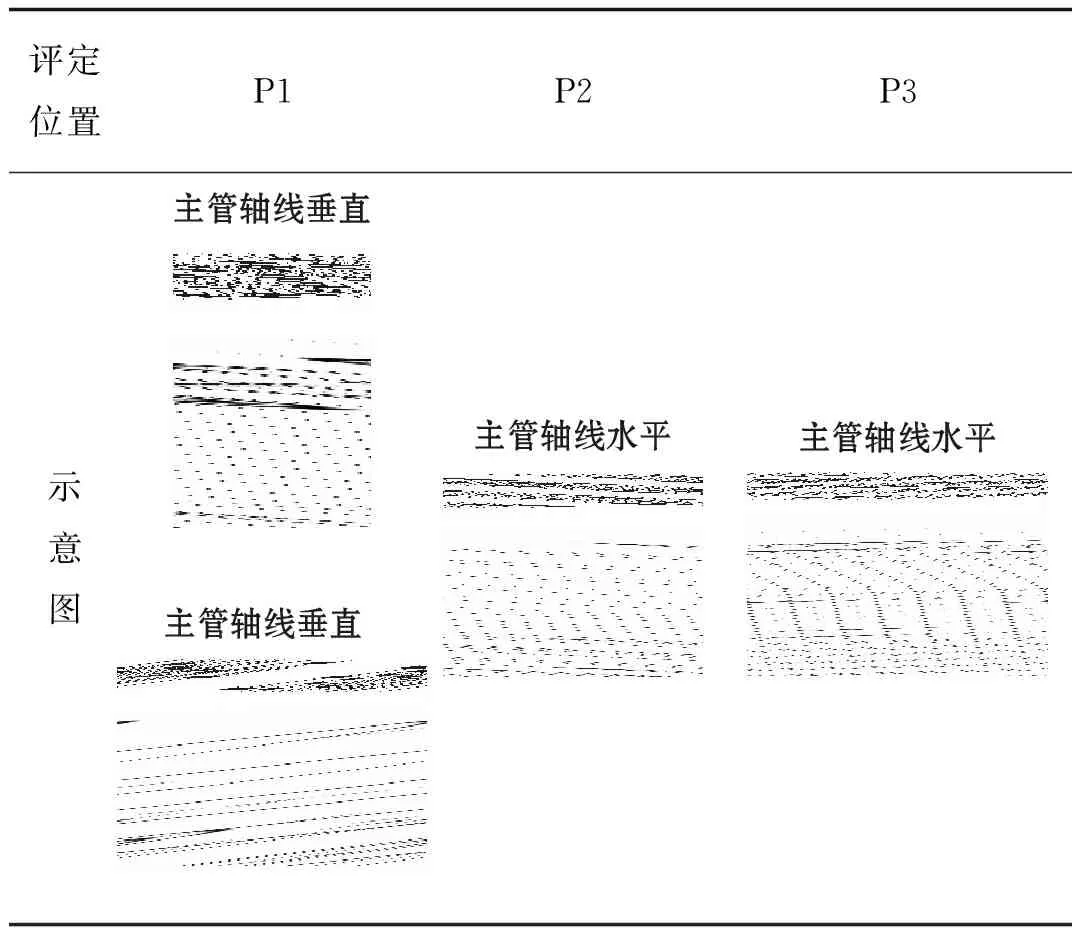
表6 新版标准接管接头评定位置
4 专项技能评定
新版标准取消专用技能评定、X类和Y类专项技能评定,仅保留Z项专项技能评定。
旧版标准中有6项专项技能评定(见表7)。新版标准取消了摩擦焊作为专项技能评定的规定。同时对于Z4类专项技能评定,取消了评定结果对小于等于评定的焊丝直径有效的限制,增加对焊缝进行射线检验的内容。
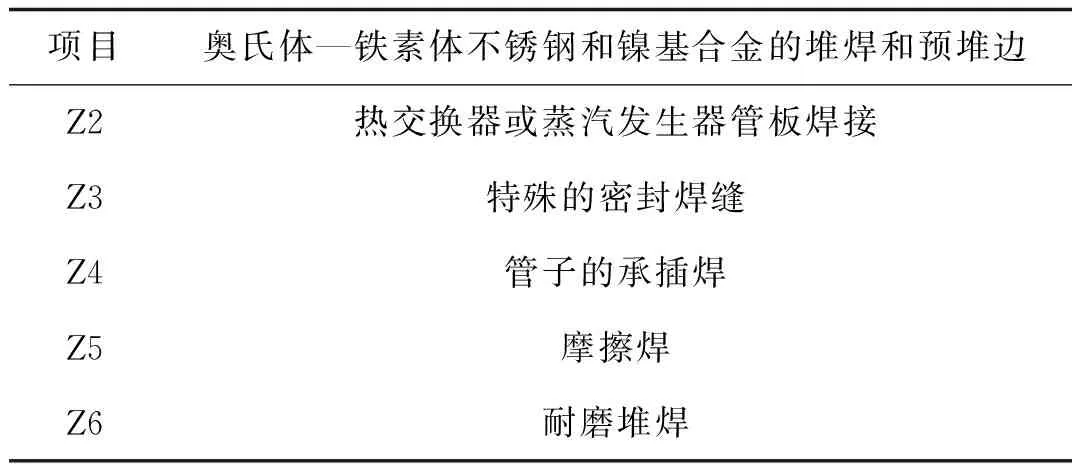
表7 旧版标准专项技能评定举例
5 检验和验收
新旧标准在检验和验收部分变化很小,仅当管对接技能评定时管外径<76 mm时做了部分改动,由旧版标准焊接3个试件,减少为焊接2个试件,同时将旧版标准要求的断口检验改为无损检验。
6 连续操作记录的要求
新版标准中对连续操作记录规定更加详细,连续操作记录作为技能评定报告的一部分记录在案,并且只有核级焊接活动才能作为焊绩记录下来。若连续中断技能评定焊接方法对应的焊接工作超过6个月,该技能评定报告自动作废。
7 结束语
通过对比分析,新版标准通过自我完善和借鉴国外标准日益发展起来,逐渐形成了完整的体系。在实际应用中要注意新版标准中的变化,以便更有效地应用新标准进行焊工技能评定,提高焊接技能评定质量,提高焊工技能水平,保证民用核安全设备焊接质量。