带钢表面锌灰产生的机理及控制措施
2021-06-28马林
马 林
(唐山钢铁集团高强汽车板有限公司,河北 唐山 063000)
连续热镀锌生产中,影响带钢表面质量的因素有很多,例如光整、拉矫、钝化等,而在这其中,起决定性作用的是锌锅,它是整个镀锌线的核心部分。由于其本身原因或者控制不合理,将产生一些难以避免的缺陷,主要有锌灰、锌渣、硌窝、划伤等,而这其中影响比较大、比较常见的就是锌灰。锌灰缺陷造成了表面质量的降判,成为影响生产高质量的镀锌板的一大难题。本文结合生产实际,分析研究了锌灰产生的机理,对原有措施进行了一些规范、改进,以期达到减少锌灰的目的。
1 产生机理
镀锌生产中使用的镀液温度基本维持在460℃左右(Zn的熔点420℃),在此温度下,炉鼻子内的锌液面会发生在低于Zn沸点(907℃)下的蒸发过程。当蒸发的锌蒸汽升至一定高度后就会与炉鼻子内的水蒸汽(一方面来自于炉鼻子加湿,一方面来自H2的还原反应)发生置换反应Zn+H2O====ZnO+H2生成ZnO,或者与微量的O2发生氧化反应生成ZnO,形成锌灰。实际生产中的锌灰是指包括ZnO在内的、纯锌及其他一些杂质的混合物。由于炉鼻子的烟囱效应,将锌灰“抽”到炉鼻子上部或者退火炉张力室、均衡段,进而加速了炉鼻子内锌液的蒸发,导致锌灰的大量产生[1],如图1所示。

图1 炉鼻子区域锌灰分布示意图
产生的锌灰吸附在炉鼻子内壁上,生产中一方面由于电机旋转、感应器启动、沉没辊转动等导致炉鼻子震动,粘附其表面的锌灰可能掉落下来,漂浮在炉鼻子内的锌液表面上,当带钢从炉子进入锌锅时便粘附上了锌灰,另一方面锌灰直接地掉落到带钢表面,导致正面锌灰相对于背面来说较多。由于锌液的不稳定或带钢的不稳定,将使得锌灰更易粘附到带钢表面,经过锌锅粘附锌液后就导致了凹凸不平的镀层表面。
由于锌灰颗粒产生位置的随机性,掉落到炉鼻子锌液面的随机性,决定了在带钢表面不同位置形成不同形状的锌灰缺陷,如图2所示[1,2]。
带钢表面进行涂装或喷漆后,锌灰缺陷将会被放大,导致产品表面均一性变差,无法满足高表面产品的使用要求。
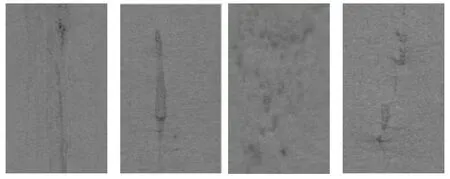
图2 不同形状的锌灰
2 控制措施
根据锌灰产生的机理,主要从两方面对锌灰进行控制:一是从源头上进行控制,抑制锌灰的产生;二是对于已经产生的锌灰,要尽量避免其粘附到带钢表面。
从源头上抑制锌灰产生,主要通过对锌液温度、锌液面进行控制;对已产生的锌灰进行控制,主要通过控制锌液、带钢稳定性以及锌灰泵进行控制,下面进行详细阐述。
2.1 抑制锌灰的产生
2.1.1 锌液温度
锌液温度对镀锌来说很重要,对锌灰的产生来说也很重要,因为锌灰来源于锌液的蒸发。生产中如果锌液温度过高,将会使得锌液蒸发加剧,产生大量锌灰。根据生产经验,锌液温度控制在455℃~465℃范围内较好,470℃是极限点,无论如何也不能超过475℃[3]。
2.1.2 加湿器

图3 锌灰泵
炉鼻子加湿器通过对锌液面进行控制来从根本上抑制锌灰的产生。其主要是通过采用湿HNX注入法抑制锌灰的产生。湿HNX注入法就是通过对氮氢混合气加湿,然后通入到炉鼻子内,使炉鼻子内水含量达到一较高水平,与炉鼻子内的锌液发生Zn+H2O====ZnO+H2反应,在其表面上形成一层ZnO薄膜,从而达到抑制锌液蒸发的目的。有效减轻了锌灰对退火炉设备,尤其是炉鼻子的污染和其在锌液面的聚集。
在向炉鼻子内喷吹经过加湿的HNX时,一定要控制好所喷吹的气体的露点。露点不能太高,如果过高,由于水的氧化作用可能造成带钢表面产生爆锌或漏镀等缺陷;如果过低,则达不到设计的初衷,失去了抑制锌灰生成的作用。炉鼻子加湿器最初投入时,使用露点在-40℃左右,锌灰仍比较多,经过实践反复验证,最终将露点控制范围锁定为-25℃~-15℃。同时,还必须控制保护气体的流量,确保其均匀性,如果波动太大,就会在锌层上形成流水印的痕迹,进而影响带钢的表面质量,达不到预期效果,目前保护气的流量使用自动控制,流量设置为2m3/h~3m3/h[1,2]。
2.2 降低锌灰粘附到带钢表面的几率
2.2.1 稳定性
稳定性主要是影响锌灰粘附到带钢上的几率,为此要保证锌锅处的稳定性,锌锅处的稳定性控制包括锌液稳定性的控制和带钢稳定性的控制。
锌液稳定性主要表现在加锌锭和扒渣、捞渣量方面。在加锌锭时尽量使用自动模式或手动模式低速挡,避免锌液面产生较大的波动,自动模式时控制锌液面1mm~2mm波动,手动模式时2mm~3mm;扒渣、捞渣时要缓慢,动作幅度要小。
锌锅配备2个感应器用于保证锌液温度稳定,其包括高档位、低档位,高、低档位启动时对锌液扰动程度不一样,高档位要明显强于低档位的,生产时要尽量避免感应器高档位的启动,对锌液造成扰动,使得锌灰粘附到带钢上。这可根据生产带钢的规格、速度、环境温度等,对带钢入锅温度进行调整,维持锌锅处热量的平衡。
关于带钢的不稳定性,主要表现为镀后带钢是否抖动或者摆动,这是由镀后风机对带钢作用力、设备安装精度、共振等引起的。镀后冷却上行段一般包含4~5台风机,中间风机对带钢的作用最大,四分之一处的风机对带钢的作用较小,对带钢的作用大约是前者的一半,因而,生产时靠近两端的风机开度比较大,而靠近中间的风机开度比较小[4]。检修更换三辊六臂安装时,要保证水平度、垂直度,轴瓦轴套间隙,避免生产时对带钢作用力不均或者导致带钢震动。带钢抖动还可以通过调整镀后张力、矫正辊进给量进行调整。另外,还可以调整带钢速度避开与设备的共振。
2.2.2 锌灰泵
锌灰泵主要是通过对炉鼻子内产生的锌灰进行“移除”来避免其粘附到带钢表面的。其原理是利用N2产生压差,将炉鼻子内的锌灰“抽”到外面。锌灰泵安置在炉鼻子宽度方向的两侧位置(带钢的操作侧、传动侧),通过炉鼻子摄像头对其高度进行调整,位置稍低于锌液面;根据冒起的气泡对压力进行调整,避免压力过高锌液飞溅,压力过低起不到“抽”的效果。使用锌灰泵要避免锌液位波动过大,以免炉鼻子内锌灰泵的端部露出锌液面。
2.3 其他控制措施
在检修、停车时打开炉鼻子侧盖使用N2对其内部进行吹扫,正常生产中根据带钢表面锌灰状况可以进行在线清锌灰。
每3个月对炉鼻子短节进行一次更换,同时对短节上部(包括张力室)进行清理,以彻底去除粘附得比较“顽固”的锌灰。
生产中可以看到,在窄接宽时,尤其是窄带钢生产较多后再生产宽带钢时,宽带钢边部会有较多的锌灰,因而在排产时要尽量避免宽接窄,理想情况是在三辊六臂的周期里,排产从宽到窄,尽量避免反向排产。
另外,使用窄口炉鼻子,可以减少炉鼻子内的锌液面积,这样在相同条件下可以减少锌灰产生的量。
3 结论
锌液蒸发,锌灰就会产生,在镀锌生产中此过程一直存在。通过对锌液温度、炉鼻子加湿器等进行控制可以在一定程度上抑制锌灰的产生;通过对锌液稳定性、带钢稳定性、锌灰泵等进行控制,可以降低其粘附到带钢表面的几率,降低因此导致的质量降判。