提高阳极炉炉龄生产实践
2021-06-28马杨军陈一波
马杨军,陈一波
(江铜集团贵溪冶炼厂,江西 贵溪 335424)
江西铜业公司贵溪冶炼厂(以下简称贵冶)30万吨铜冶炼工程,于2007年建成投产。该系统配备了2台处理能力630吨/台的回转式阳极炉,当年投产后各项主要技术经济指标均达到其设计值。一直以来,贵冶都积极尝试通过新技术开发与应用,来降低生产成本、提高自动化水平,保持自身技术水平始终站在世界铜工业的前沿[1]。2015年6月阳极炉燃烧系统改造为纯氧助燃后,燃料单耗下降50%,大幅减少了生产成本,但纯氧助燃技术的应用,提高了火焰温度,加剧了局部耐火材料的损耗。铜酸系统两年一个年修周期,年修对炉衬进行翻修,一年对炉衬进行一次局部挖补。耐材消耗过快制约了阳极炉炉役期,如何在燃烧方式改变的前提下保证阳极炉的炉龄提出了新的挑战[2]。
1 工艺简介
阳极炉属于精炼液态粗铜的倾转式冶金炉,外形类似卧式圆筒形容器。壳体由60mm厚的锅炉钢板焊接而成,内衬的工作层均为电熔再结合镁铬砖。圆筒的一端安装燃烧器,另一端留有出烟口,燃烧器喷出的火焰以及燃烧产生的烟气自燃烧端往排烟端运动,因此炉内温度也是燃烧端高于排烟端。由于炉内各区域温度分布、熔体运动,以及烟气流动的状况存在较大的差异,所以各部位耐火砖损耗的原因以及损耗的程度也大不相同。易损耗的区域主要有以下部位。
1.1 风口区
耐材损耗的主要原因是;在氧化期和还原期,承受从风口喷入炉内的氧化、还原介质搅动熔体冲刷。由于燃烧侧的温度更高,气流带来的熔体搅动更加剧烈。同时耐火砖工作面的温度也更接近其荷重软化温度,因此燃烧侧风口耐火砖的损耗更加严重。
1.2 炉口区
耐材损耗的主要原因是;炉口盖在开启和关闭两种状态切换时,炉口周边温度变化大,炉口周边的耐火砖,承受因急冷急热产生的热应力。由于下炉口在加料、倒渣期间还要承受熔体的冲刷,因此下炉口的损耗更加明显。
1.3 烧嘴砖
耐材损耗的主要原因是;燃料烧嘴安装于烧嘴砖中心,烧嘴砖处于炉膛内最靠近火焰的位置,因此也是炉衬易烧损的部位。特别是因各种原因导致燃料或氧气偏流的情况下,烧嘴砖损耗特别明显。
1.4 渣线区
耐材损耗的主要原因是;粗铜精炼产生的渣量少、比重小,漂浮于熔体表面,渣线基本等同于熔体的液面线,熔体在被气流搅动时液面的波浪不断冲击侵蚀炉体渣线区域的耐火砖。精炼渣中的酸性氧化物SiO2,对以MgO为主要成分的碱性耐火材料有明显的侵蚀作用。阳极炉的渣线区域是指炉体在氧化、还原位置时贴近于熔体液面线的多层耐火砖,停炉检修时,在炉内明显可见渣线侵蚀形成的线状凹槽。由于燃烧侧温度更高,燃烧侧渣线区域的凹槽更宽且深,在燃烧侧的端墙最为明显。另外出铜口下方的渣线区域在浇铸期还要承受熔体持续往出铜口单向流动产生的冲刷,形成约2平米大小的凹坑。
采取改进措施前,炉内检修时耐火砖损耗记录,易损耗的区域主要有主要如下表1。

表1 5号炉修时耐火砖损耗情况勘测记录表(炉龄350炉,工作层380 mm)
2 改进措施
类似于木桶理论,阳极炉的炉寿命取决于损耗最快区域耐材的使用时间。为了确保阳极炉炉龄,作业过程中采取了以下措施来延长易损耗区域耐火砖的使用寿命。
2.1 降低目标铜温
浇铸包内铜液温度达到1140℃以上即可保持良好的流动性,浇铸出合格的阳极板。高温铜液从出铜口流出经溜槽导流至圆盘浇铸机的过程中铜温降幅在50℃~60℃。因此要确保产品质量,还原终点目标铜温必须达到1200℃左右。技术人员通过改进浇铸期铜熔体从阳极炉出铜口导流至圆盘浇铸机环节的保温措施,缩小铜液温降20℃~30℃。从而使阳极炉还原终点温度控制范围降至1170℃~1180℃。
2.2 加长易损区域耐火砖的长度
根据停炉检修的勘测记录,绘制易损耗区域位置图,将区域内砖型的长度由380mm增加至430mm;通过定制加长的耐火砖,增加易损耗区域炉衬厚度,达到延长该区域使用寿命的目的[3]。
2.3 压缩空气替代中心氧
根据原设计纯氧燃烧器的助燃氧气分为中心氧和环氧;环氧压力高,喷射到炉膛中部,起主助燃作用;中心氧在燃料喷枪嘴附近与燃料混合,帮助形成根部火焰,确保燃烧稳定、不脱火。采用压缩空气替代中心氧,降低根部火焰温度,达到降低燃烧端温度、促进炉内热量分布均匀的目的。因为中心氧的用量仅占助燃氧总量的10%,采用等体积的空气替代纯氧对阳极炉热效率的影响甚小。
2.4 开展弱氧化—还原攻关
通过开展弱氧化-还原技术攻关,不仅达到了降低还原剂单耗的目的,同时缩短了氧化、还原期作业时间。月均氧化期时间缩短0.35h/炉、还原时间缩短0.38 h/炉[4]。随着冶炼时间缩短,氧化、还原介质对风口区耐火砖冲刷的时间以及熔体表面对渣线区域侵蚀的时间都同步缩短,延缓了以上易损耗区域耐火砖的损耗。
3 取得的效果
通过两年的时间,将上述措施实施到位,并形成稳定的生产模式与工艺控制标准。不仅炉炉龄指标。近年来阳极炉炉龄及炉衬检修情况,具体见下表。
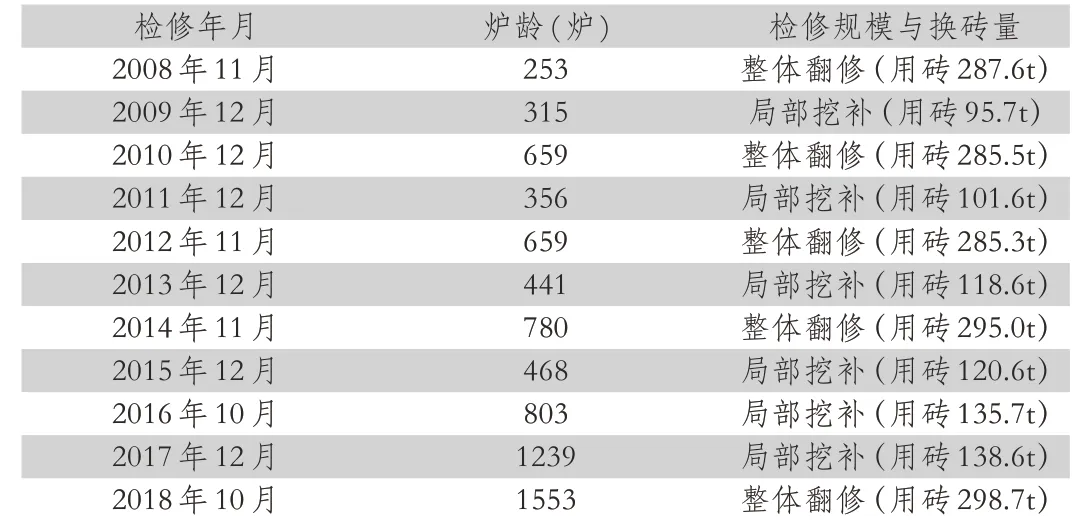
表2 5号炉炉龄及耐火砖检修量记录表
4 结语
通过贵冶工程技术人员的不断摸索和实践,阳极炉炉衬翻修周期提升至4年,在空气助燃改为纯氧助燃后,阳极炉炉龄不降反升,只是贵冶经济技术指标不断优化的一个缩影。阳极炉炉龄指标的稳步推进,不仅降低了冶炼成本,也为系统长周期稳定生产提供了有力支撑。