SLA光固化3D打印成型技术研究
2021-06-25孔祥忠
孔祥忠
(湖南理工学院机械工程学院,湖南 岳阳 414000)
3D打印机的原理是将数据和原材料放入3D打印机中,然后机器根据该程序制造产品。光敏树脂选择性光固化是采用立体雕刻(Stereo Lithography Apparatus)原理工艺,并且也是最早,最成熟且使用最广泛的快速成型技术。SLA光固化3D打印技术已进入所有领域,提高了打印精度,简化了复杂零件的制造,节省了产品开发周期,降低了人工成本。目前,国内外制造商正在出现小收缩、快速固化并具有高强度的光敏材料,正是这些因素使SLA光固化3D打印机在我国越来越受欢迎。本文以SLA光固化3D打印成型技术为研究对象,简述在教学过程中的体会。
1 SLA光固化3D打印成型技术
SLA光固化3D打印主要以光敏树脂为原料,其基本理论是以光敏树脂快速固化为基础,光敏树脂在特定波长(250~400nm)的紫外线照射下,会发生聚合反应立并固化,从点到线依次固化,完成层截面绘制,然后层层重叠,完成3D实体打印工作。图1为SLA立体光固化工艺的原理。
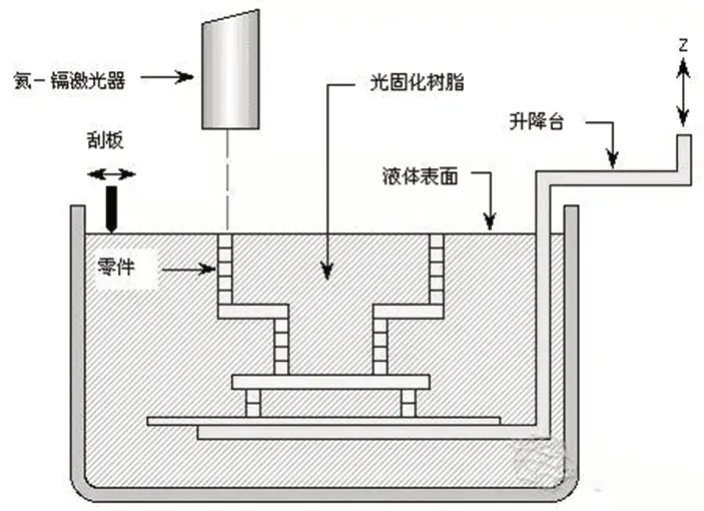
图1 SLA 3D光固化成型工艺原理图
2 SLA光固化3D打印成型工艺
2.1 前处理
前处理的主要操作步骤包括CAD模型、数据转换、确定摆放方位、施加支撑和切片分层等。
(1)CAD三维模型。3D实体建模是CAD模型所需的原始数据源的最佳表示,可以使用CAD软件(例如UG,Pro/E)来实现CAD模型的3D建模。图2为扳手的3D建模。

图2 CAD模型图
(2)数据转换。如图3,数据处理实际上使用了许多小三角形近似CAD模型,在这一阶段需要关注的是STL文件生成的精度控制。

图3 STL数据模型
(3)确定摆放方位。为了提高原型制作的质量和一些关键尺寸和形状的精度,最大尺寸的方向必须是层叠方向。由于上述扳手的尺寸较小,选择将其竖立,如图4所示,以确保轴外径和内孔的精度。同时,将大端朝下放置,可以减少支撑量。
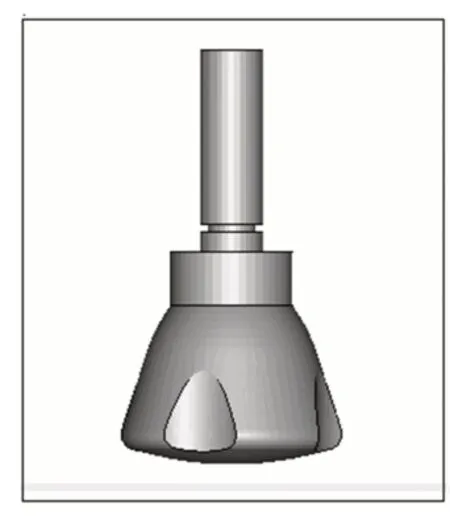
图4 模型的摆放方位
(4)施加支撑。对于结构复杂的数据模型,施加支撑直接原型的制作过程质量。目前,先进支撑类型主要为点支撑,图5就是点支撑。
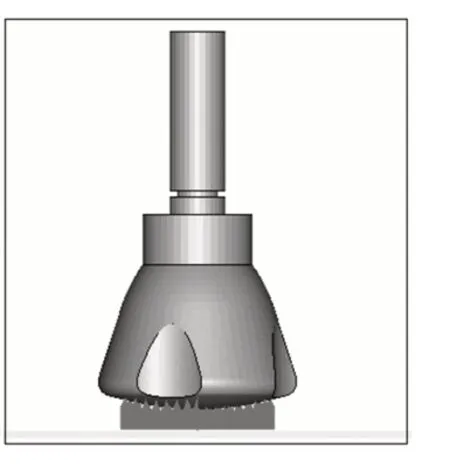
图5 模型施加支撑
(5)切片分层。施加支撑后,沿着高度方向切片生成SLC形式所需的层数据文件,并进行原型制作。
2.2 原型制作
光固化过程是在专用光固化系统上进行的。在制作原型前,需要启动光固化的制作原型系统,使树脂材料温度达到设置的温度。激光打开后,设定的温度保持不变。设备正常工作后,启动原型控制软件,读取前处理的层数据文件。在制造模型前,为了保证支撑和工作台的网板之间稳定连接,调整网板零位和树脂的液位之间的位置。
2.3 后处理
(1)在原型制作完成后,工作台升至液面上方,停留5~10分钟左右,干燥去除多余的树脂。(2)将原型和工作台合并,干燥后浸泡在丙酮或酒精之类的清洁溶液中,然后搅拌约45分钟以除去剩余的气泡,将其放置在水池中以洗涤工作台约5分钟。(3)从工作台上取下原型,拆下支撑结构。洗干净后,放在UV烤箱里固化。
3 光固化3D打印成型的误差
3.1 几何数据处理造成的误差
在开始成型过程之前,必须将3D CAD模型切成薄片并以STL格式分层,以获取该过程所需的横截面轮廓信息集,但是,在数据处理期间会导致误差。
3.2 激光扫描方式对成型精度的影响
扫描方式与成品内部的应力紧密相关,适当扫描方式可抑制成品的收缩,防止翘曲和提高成品的精度。SLA工艺在成型过程中,采用定向平行路径法进行固体填充,即每条填充路径相互平行,并在边界内来回扫描填充,称为Z字形扫描法。这种扫描法避免激光切换,提高成型效率,消除分区收缩应力,从而降低了收缩变形和提高成型的精度。
3.3 光斑直径大小对成型尺寸的影响
在光固化过程中,圆形光斑直径为恒定,固化线宽度相当于光斑直径,未校正光斑扫描路径,在成型品的外周放大一个光斑半径,造成正偏差。为了降低或消除正偏差,通常将实体内的光斑扫描路径缩小一个光斑半径。
4 结语
本文研究了SLA光固化3D打印成型技术,分析了SLA光固化3D打印成型技术的基本原理、成型工艺和精度;在教学过程中需要着重强调紫外线波长为250~400nm这一特定条件,并分析SLA光固化3D打印成型技术的优劣势,以及SLA光固化3D打印成型的前处理、原型制作、后处理的工艺过程。