大型原油储罐用12MnNiVR钢板配套国产气电立焊药芯焊丝开发及应用
2021-06-24房务农肖辉英杨咏梅
房务农,肖辉英,蒋 军,杨咏梅,张 健
(1.合肥通用机械研究院有限公司,合肥 230031;2.天津市金桥焊材集团股份有限公司,天津 300300)
0 引言
近十几年来,我国每年均需建造大批单台储存容积在10万m3及其以上的浮顶原油储罐用于石油储备,所用12MnNiVR高强度钢板于21世纪初就已全部实现国产化[1],但配套的气电立焊药芯焊丝一直被日本神钢等焊材企业垄断,价格高居不下,且供货周期长。为此,合肥通用机械研究院有限公司(以下简称合肥通用院)与某公司合作,于2017年研制出12MnNiVR钢板用大焊接热输入气电立焊JQ.YJL60G药芯焊丝。该焊丝经合肥通用院和各安装单位试验,焊接工艺性能优良,焊缝金属力学性能与日本同期的产品水平相当。但开发的药芯焊丝一直未在储罐工程上实现应用。2020年初,中石化基于研制单位前期试验数据充分,在几个新建10万m3储罐工程项目上选用了JQ.YJL60G药芯焊丝,真正实现了大型原油储罐从钢板到配套焊材的全面国产化。本文介绍JQ.YJL60G药芯焊丝的研制过程及工程应用情况,以增强储罐和压力容器行业对高端国产焊材的信心,并期待更多的压力容器用高端焊材国产化。
1 原油储罐用12MnNiVR钢板简介
12MnNiVR钢板中的C含量通常不大于0.10%和Pcm值不大于0.20%,厚度≤50 mm时,钢板焊前可不预热或稍加预热,具有优异的焊接性[2]。该钢采用二次炉外LF精炼及RH真空等,大幅降低了钢中的S,P,N,O,H含量,并结合先进TMCP和调质处理,相变和少量析出相等形成高密度位错的组织结构,使其抗拉强度达610 Pa级,-20 ℃KV2不小于100 J。另通过降低C,Si含量和添加除Nb以外的微合金元素,利用冶炼过程中形成高熔点第二相质点,抑制了奥氏体晶粒长大和阻止HAZ晶粒粗化[3],可适应100 kJ/cm大热输入的焊接。通常厚度21.5 mm钢板的纵缝一次成型,厚度21.5 mm以上的纵缝分两次成型,大大提高了焊接效率[4],见图1。

(a)
2 12MnNiVR钢板配套气电立焊JQ.YJL60G药芯焊丝的主要性能指标
该药芯焊丝需抗吸潮性好、熔敷金属扩散氢含量低于5 ml/100 g;在100 kJ/cm大焊接热输入下,脱渣性、焊缝成型等焊接工艺性能良好,焊缝金属的力学性能需与12MnNiVR钢板相匹配,即焊接接头Rm≥610 MPa,-20 ℃KV2≥47 J,-20 ℃的CTOD特征值δm(20)≥0.3 mm等。
3 JQ.YJL60G药芯焊丝渣系选择及药粉处理技术
气电立焊JQ.YJL60G药芯焊丝非金属药粉的比例较少,但起到造渣、稳弧、减小飞溅及脱氢等重要作用[5]。不同造渣剂加入量对该药芯焊丝的焊缝金属力学性能影响见表1。

表1 造渣剂加入量对JQ.YJL60G药芯焊丝的焊缝金属力学性能影响结果
1)拉伸试棒沿焊缝方向制取。
由表1中数据可以看出,造渣剂加入量为5%,比例过小,虽焊渣覆盖不全,影响焊缝成形,但对焊缝金属力学性能影响较小;造渣剂加入量为15%,则比例过大,焊接时渣浮在立焊熔池表面,造成电弧不稳,飞溅量增大,焊缝金属中亦出现较多夹杂物,对焊缝金属的断后伸长率和冲击韧性造成较大影响;造渣剂加入量为10%,比例适中,焊缝成形和焊缝金属力学性能均较佳。
CaF2作为主要的脱氢剂,可以显著降低焊缝金属扩散氢含量;CaCO3分解生成的CO2可排除焊缝周围空气,阻止氮气进入液态金属中,并降低电弧气氛中氢分压;TiO2和SiO2熔点较高,键能较小,被排挤到熔渣的表面层中,表面张力小,可降低熔滴表面张力和熔渣碱度,细化熔滴,减少飞溅,改善焊缝成形和脱渣性等[6];稳弧剂中K,Na离子可提供电子,提高电弧稳定性,降低焊渣熔点。最终确定12MnNiVR钢板配套气电立焊药芯焊丝的渣系为氟化物-CaO-MgO型。在大焊接热输入完毕后冷至室温,渣壳就会自动开裂,如图2所示,脱渣率见表2。由图2、表2可以看出,在大焊接热输入下脱渣率为100%,在焊缝中不会出现夹渣现象。
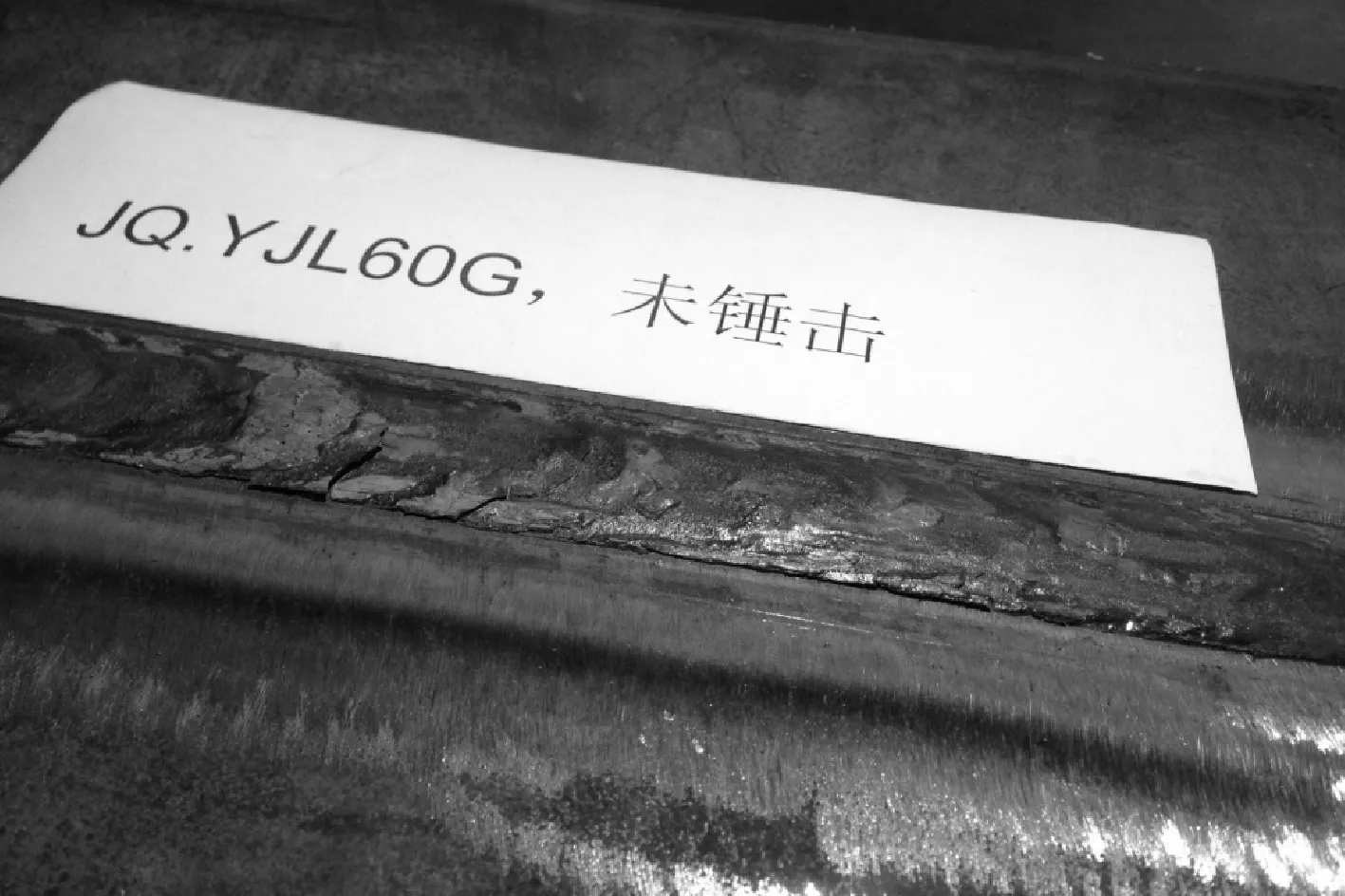
图2 气电立焊焊接后渣壳状态(未锤击) Fig.2 Slag shell state after gas-electric vertical welding (without hammering)

表2 气电立焊脱渣率试验结果
为进一步降低该药芯焊丝焊缝金属扩散氢含量,对非金属类药粉进行700 ℃以上高温烘焙,去除药粉中结晶水,非金属药粉亦由片状变成球状(见图3),这更有利于非金属细微粉填满金属粉之间的缝隙,防止在拔丝过程中产生“空管”现象[7]。非金属细微粉未烘焙和经高温烘焙的焊缝金属力学性能见表3。可以看出,药粉经高温烘焙后,其焊缝金属低温冲击韧性得到大幅度提升。

(a)未烘焙 (b)经700 ℃以上烘焙 图3 非金属细微粉电镜扫描照片 Fig.3 SEM photos of nonmetallic fine powder

表3 药粉处理方式对JQ.YJL60G药芯焊丝焊缝金属力学性能的影响结果
4 JQ.YJL60G药芯焊丝的合金元素设计
JQ.YJL60G药芯焊丝采用逆向设计技术,通过不同合金成分下金属的凝固曲线及析出相特性等,对焊缝金属组织及性能进行预测,分析不同元素夹杂物的形核能力,确定选用Mn-Ni-Mo-Ti合金系复合微合金化,使之在焊接过程中不仅降低O,N,H等有害气体以及S,P等杂质元素含量,还可以避免产生气孔、裂纹及夹杂等焊接缺陷[8]。
加入Ti元素使电弧集中、稳定,减少飞溅,细化晶粒,提高焊缝金属冲击韧性,另外,由于Ti元素与O的亲和力较大,增加了Mn,Si等合金元素过渡系数,Ti还可与N结合,降低焊缝金属气孔敏感性[9];加入少量稀土,增加脱氧,且稀土氧化物可促使铁素体尽快形核,有利于焊缝金属中形成细小的针状铁素体[10],如图4所示。

图4 焊缝金属金相组织 (针状铁素体+少量贝氏体) 500× Fig.4 Metallographic structure of weld metal (acicular ferrite + a little bainite) 500×
5 JQ.YJL60G药芯焊丝填充率
气电立焊JQ.YJL60G药芯焊丝常用直径为1.6 mm,焊接电流一般在300~400 A范围内,药粉添加主要是为保证该焊丝能够连续稳定地进行气电立焊,且最大限度提高其焊接效率。气电立焊药芯焊丝填充率如过低,不利于大电流焊接,影响焊接效率;如过高,钢带外皮薄,在高速送丝过程中焊丝易被压扁,将会影响焊丝送丝稳定性[11]。根据经验公式:药粉填充率×100≈钢带宽度/钢带厚度,最终确定该药芯焊丝填充率为24%±0.5%。
6 JQ.YJL60G药芯焊丝综合性能评价
合肥通用院针对大型原油储罐用12MnNiVR钢的焊接特点,结合压力容器对焊接材料的特殊要求,对JQ.YJL60G药芯焊丝综合性能进行评价。试验采用厚度21.5 mm的12MnNiVR钢板,热处理状态为调质。
6.1 JQ.YJL60G药芯焊丝焊缝金属化学成分及力学性能
该药芯焊丝焊缝金属化学成分见表4,力学性能见表5,焊缝金属中的杂质元素含量很低,低温冲击韧性优良。

表4 JQ.YJL60G药芯焊丝焊缝金属化学成分

表5 JQ.YJL60G药芯焊丝焊缝金属力学性能
6.2 JQ.YJL60G药芯焊丝熔敷金属扩散氢含量及抗吸潮性
撕开该药芯焊丝外塑料皮包装,裸放在室内24,48 h后分别测定其熔敷金属扩散氢含量,如表6所示。可以看出,随着裸放时间延长,熔敷金属扩散氢含量上升,即使48 h后仍低于5 ml/100 g,表明该焊丝药粉采用高温烘焙、搭接口的密封等技术措施效果较佳。

表6 JQ.YJL60G药芯焊丝熔敷金属中的扩散氢含量(热提取法)
6.3 JQ.YJL60G药芯焊丝气电立焊热输入选择试验
12MnNiVR钢制原油储罐在现场制作安装时,焊接热输入随着板厚、坡口角度、焊缝根部的间隙变化而变化,气电立焊的坡口在工艺评定中应属补加因素,但在NB/T 47014—2011《承压设备焊接工艺评定》中却被列为次要因素,该标准修订时需改正。为确定现场可用于储罐最大的焊接热输入及最佳焊接热输入范围,合肥通用院参照NB/T 47014—2011,分别采用约70,85,100,120 kJ/cm四档焊接热输入进行试验,在1/4T处制取焊缝金属的冲击试样,并进行-20,-30 ℃低温冲击试验,其结果见表7。可以看出,焊接热输入在70~120 kJ/cm很宽松的范围内,随着焊接热输入增加,焊缝金属-20 ℃KV2下降特性不明显,当焊接热输入达120 kJ/cm时,焊缝金属-20 ℃KV2仍达到145 J,远高于技术要求值。但焊接热输入达100 kJ/cm,其熔合线和热影响区-20 ℃KV2波动较大。因此,从12MnNiVR母材角度考虑,焊接热输入需控制在100 kJ/cm 以下,控制在90 kJ/cm以下更佳。
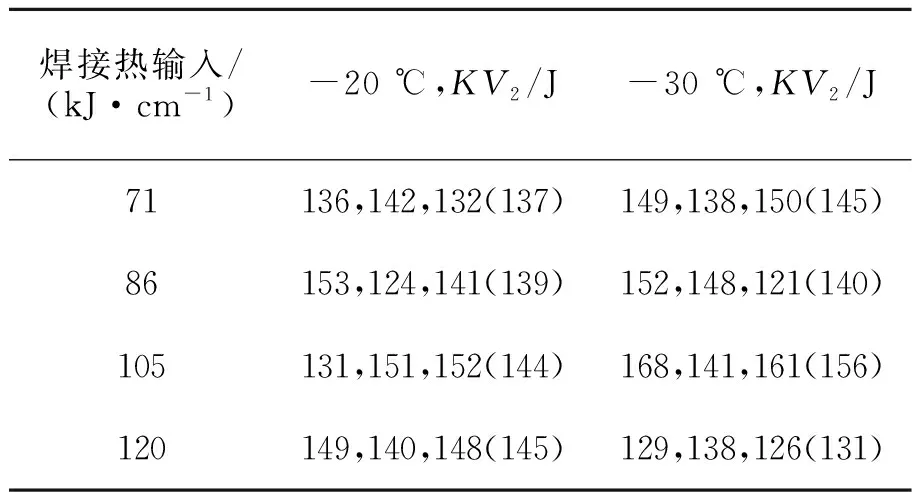
表7 不同焊接热输入焊缝金属冲击试验结果
6.4 焊接工艺评定试验
合肥通用院按照NB/T 47014—2011,采用JQ.YJL60G焊丝和厚度21.5 mm的12MnNiVR试板进行气电立焊,焊接热输入量为108 kJ/cm,试验结果见表8。可以看出,在焊接热输入为108 k/cm 时,焊接接头抗拉强度满足技术要求,焊缝金属的-20 ℃KV2值高达136 J,与《10万m3原油储罐制造安装技术条件》要求值-15 ℃KV2≥47 J 相比有很大的裕量,但熔合线处冲击吸收能量出现波动。

表8 12MnNiVR/JQ.YJL60G焊接接头力学性能及弯曲试验结果
6.5 焊缝金属系列温度冲击试验
焊接试板的制备、检验参照NB/T 47014执行,试板气电立焊焊接热输入为101 kJ/cm。在位于1/4T板厚处制取冲击试样,系列温度冲击试验结果见图5,6。由图5,6得出焊缝金属的韧脆性转变温度见表9。

图5 焊缝金属KV2与温度的关系 Fig.5 The relationship between KV2 of the weld metal and the temperature
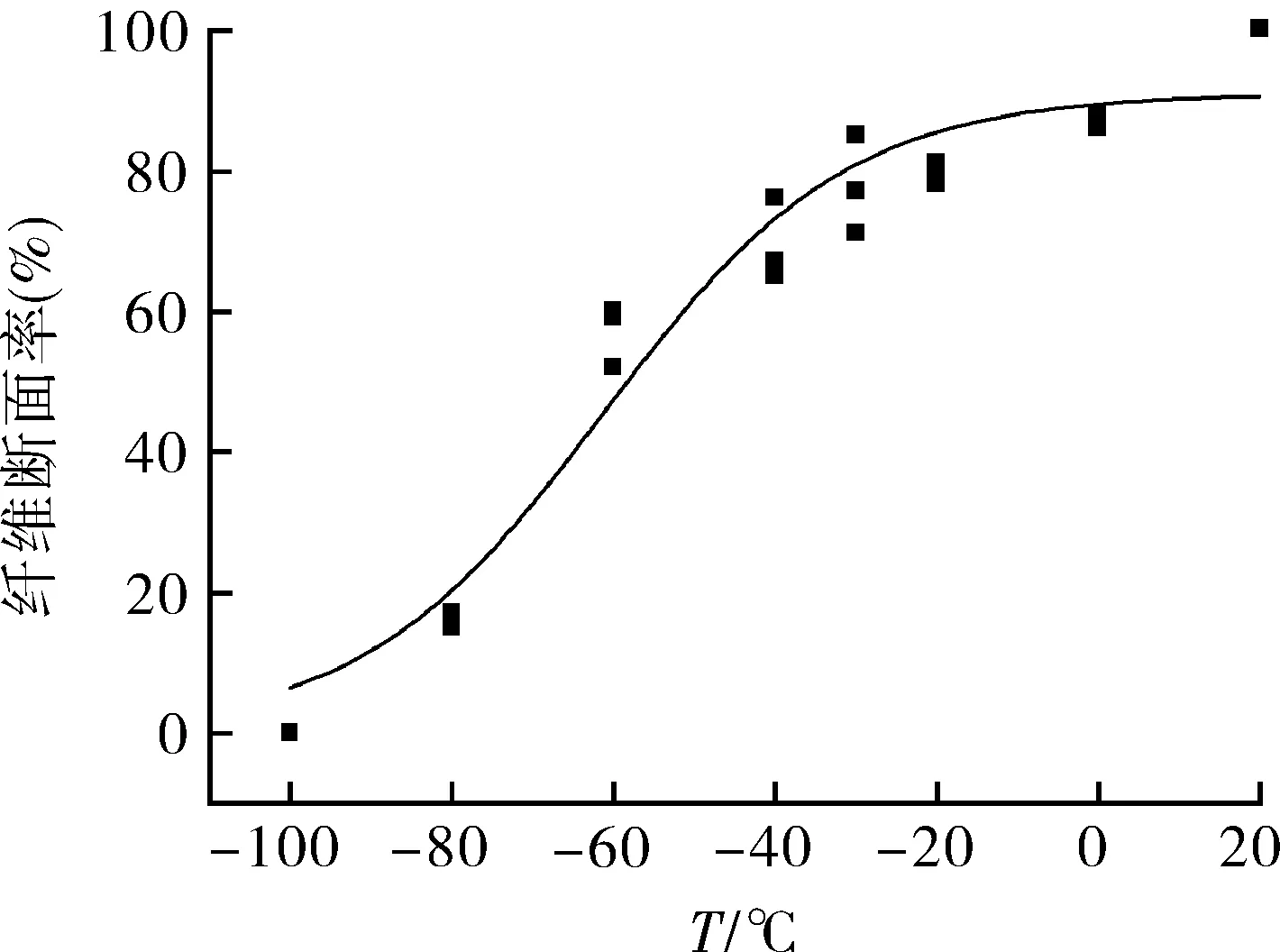
图6 焊缝金属剪切断面率与温度的关系 Fig.6 Relationship between shear section ratio of weld metal and temperature
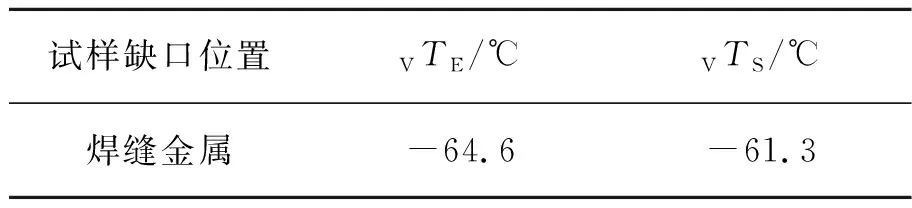
表9 焊缝金属的韧脆性转变温度
由图5,6可以看出,焊缝金属延性断裂与脆性断裂过渡比较平缓;由表9中数据可看出,由不同判据评定的焊缝金属韧脆性转变温度均低于-61 ℃,说明该药芯焊丝用于12MnNiVR钢板气电立焊,只要焊接热输入控制在适当的范围内,有足够的韧性储备,在-20 ℃时不会产生脆性断裂。
6.6 焊缝金属无塑性转变温度测定
采用厚度21.5 mm的12MnNiVR试板对接,气电立焊焊接热输入为96.3 kJ/cm。按标准GB/T 6803—2008《铁素体钢的无塑性转变温度落锤试验方法》制取焊缝金属落锤P2试样,试验结果如表10所示。可以看出,立焊位置焊缝金属的NDTT温度为-50 ℃,表明其止裂能力较强[12]。
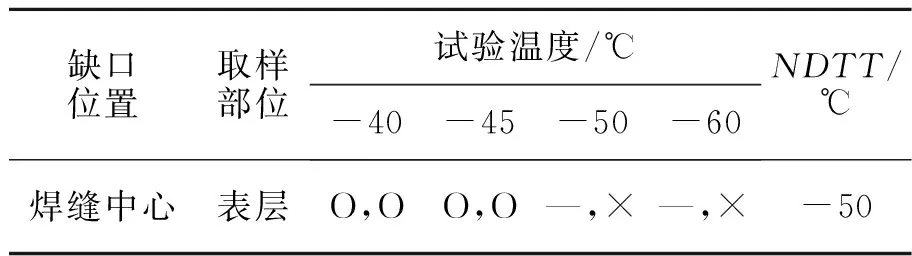
表10 焊缝金属落锤试验结果
6.7 焊接接头的断裂韧性试验
采用与第6.6节相同的试板,合肥通用院按GB/T 21143—2014《金属材料 准静态断裂韧度的统一试验方法》制取了焊缝金属CTOD试样并进行断裂韧性试验,其结果见图7、表11。

注:Δa为包括钝化区的稳定裂纹扩展量;δ为裂纹尖端张开位移CTOD。

表11 阻力曲线方程及断裂韧性特征值
从图7、表11可以看出,在96.3 kJ/cm焊接线能量下,气电立焊的焊缝金属的-20 ℃δm(20)高达0.658 mm,且CTOD试样断口均呈韧性断裂,表明该焊缝金属抗脆性断裂能力较强。
由于国内缺少日本DWS-60G药芯焊丝气电立焊焊缝金属的断裂韧性试验数据,因此某公司委托天津大学在同样试验条件下,分别对日本DWS-60G,JQ.YJL60G药芯焊丝气电立焊的焊缝金属按GB/T 21143—2014进行-20 ℃断裂韧性试验,结果见表12。可看出,JQ.YJL60G药芯焊丝的焊缝金属断裂韧性远高于日本的同类产品。
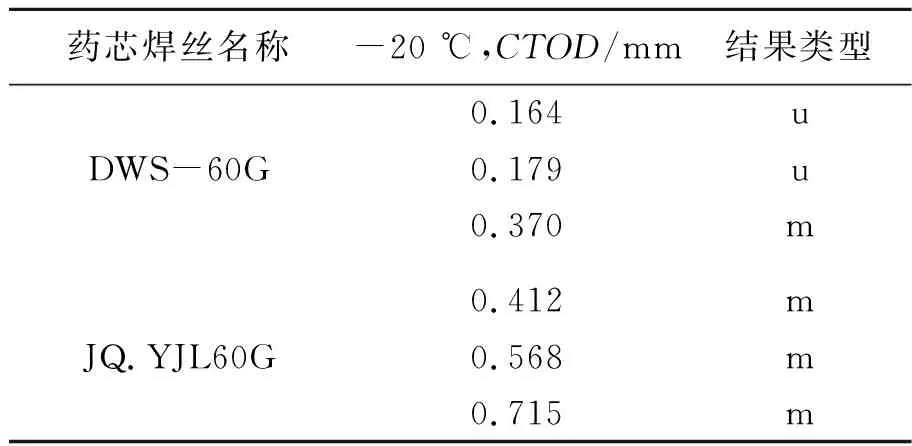
表12 气电立焊焊缝金属断裂韧性
7 工程应用
JQ.YJL60G药芯焊丝于2020年下半年正式开始应用于中石化商储油库建设,目前已应用于商储项目10万m3原油储罐库车1台、天津南港2台、福建古雷16台、洛阳8台、湛江2台、岳阳4台等。几家安装公司采用该药芯焊丝分别进行了焊接工艺评定,结果见表13。可以看出,采用国产药芯焊丝冲击试验结果优良。在10万m3原油储罐现场施焊过程中,脱渣容易,焊缝成型美观,一次焊接合格率也达98%以上,得到了用户的一致好评。另从表13中的中石化五公司数据可以看出,JQ.YJL60G药芯焊丝与神钢的DWS-60G 药芯焊丝水平相当。
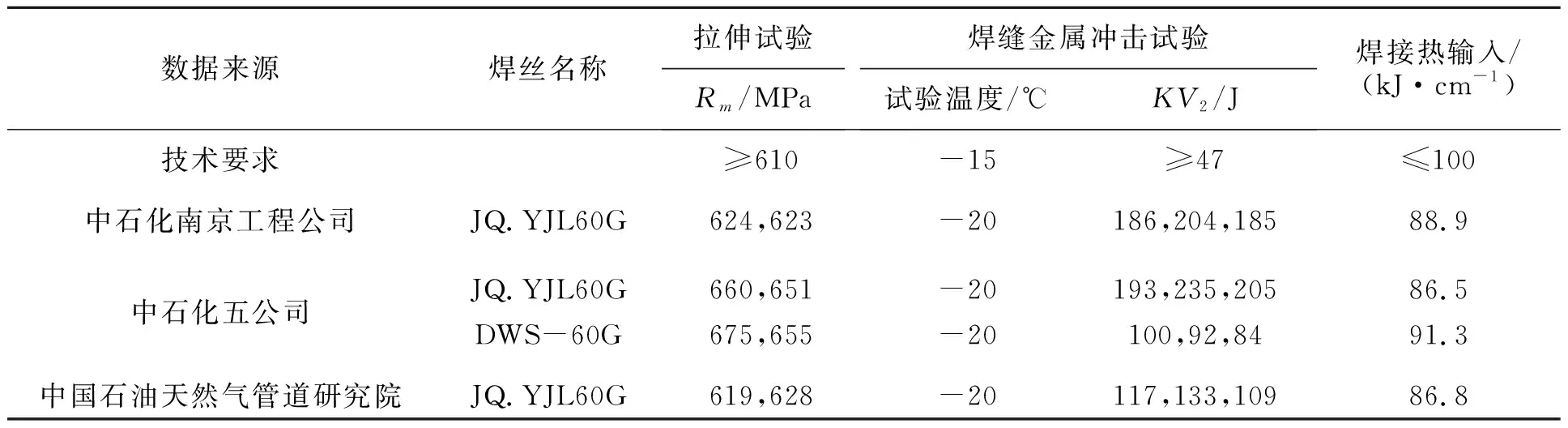
表13 安装公司焊接工艺评定主要数据汇总
8 结论
(1)12MnNiVR钢板气电立焊配套用JQ.YJL60G药芯焊丝优化了药芯焊丝渣系、焊缝金属合金组分,填充率合适,熔敷金属扩散氢含量较低,为综合性能提供了有利的基础条件。
(2)采用药粉高温烘焙等技术,该焊丝抗吸潮性能力强,药粉在成品焊丝中均匀性良好,填充率误差控制在0.5%以内。
(3)该焊丝严格控制了熔渣比例和黏度,气电立焊电弧稳定,脱渣性好,飞溅小,焊缝成型美观。
(4)该焊丝优化了熔渣酸碱度,气电立焊满足工艺性能的同时,焊缝金属低温韧性较好、NDTT温度较低。
(5)该焊丝气电立焊线能量适应范围较宽,在96.3 kJ/cm大焊接热输入下,焊缝金属CTOD的-20 ℃δm(20)仍高达0.658 mm,远高于日本同类产品。
(6)该焊丝经几家安装单位工艺评定及工程实际应用,焊接工艺性能优良,一次焊接合格率高,焊缝金属力学性能与12MnNiVR钢匹配良好,与神钢的DWS-60G水平相当。