铝带冷轧机液压系统安全设计
2021-06-15张瑞虹
张瑞虹
(中色科技股份有限公司,河南 洛阳 471039)
随着我国装备自动化水平的不断提高,对机械设备的安全性提出了更高要求。安全是生产活动的前提,而实现安全生产除了严格的安全生产管理制度,更重要的是设备的本质安全设计。铝带冷轧机是空间布局和生产流程较为复杂的自动化加工设备,生产区域内有多种交互移动设备和重载移动设备,这些设备大多采用液压驱动,预防人身伤害和设备安全是液压系统设计必须考虑的问题。本文以某大型铝带冷轧机为例,论述其中典型的液压系统安全设计。
1 液压阀台进油安全切断和泄压设计
机组生产区域内情况复杂,为防止人员意外闯入造成伤害,按照设备布局和功能划分出多个安全防护区域并设置安全围栏,围栏上设置电子安全门锁,经过允许才能开锁进入。铝带冷轧机通常采用液压泵站集中供油、控制阀台分散布置的形式,一个阀台上集成设置多组控制回路控制多个液压执行元件。阀台设计时一个阀台控制的执行元件必须在一个安全防护区域内,阀台进油路设置自动安全切断和泄压装置,电子安全门锁打开时该区域内所有阀台的进油安全切断和泄压装置动作,区域内所有液压执行元件失去动力。
安全切断和泄压装置原理如图1所示。开门信号发出时电磁阀1断电,液控单向阀4关闭切断阀台进油,同时阀台进油压力P1通过节流孔3缓慢释放,如压力未释放,压力报警器5发出报警信号。
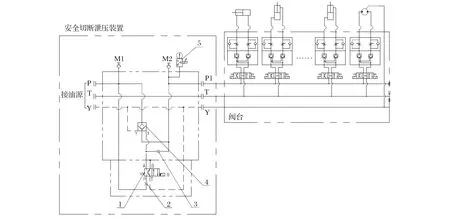
1-换向阀;2-节流孔;3-节流孔;4-液控单向阀;5-压力报警器
2 液压泵站安全泄压设计
液压泵站与各分散阀台之间有很长的高压管路且泵站设有蓄能器,当液压泵站停机后高压管路内的压力将保持很长时间,可能引起执行元件误动作或发生泄漏对维护检修人员造成伤害。如图2所示,泵站设计自动安全泄压装置,泵站停机时电磁阀1自动断电,高压油经节流孔2缓慢泄放,使管路P1保持无压状态,如压力未释放,压力报警器4发出报警信号。

1-换向阀;2-节流孔;3-单向阀;4-压力报警器
3 具有双压力保护功能的上、卸卷车液压防坠落安全设计
铝带冷轧机上、卸卷车托举卷重可达数十吨,为实现长距离水平移动,托举液压缸与控制阀台之间设置拖链采用胶管连接,一旦胶管爆裂将出现急速下坠造成翻卷事故。液压控制设计防坠落安全阀组,阀组安装在上、卸卷车车体上,一端与托举液压缸采用钢管连接,另一端连接胶管,其控制原理见图3。如图3所示,液压缸活塞侧胶管在托卷上升时承受高压,如胶管突然爆裂失压,液控单向阀1将自动关闭,液压缸保持位置,防止料卷坠落。该装置同时具有压力保护功能,溢流阀3用于最大压力保护,防止意外超压,溢流阀4通过液控单向阀2的远程开关切换实现小车接触卷筒时的低压保护,从而保护卷轴安全。安全泄压装置液控单向阀1和2由拖链另一端控制阀台上的电磁换向阀远程控制,实现升降功能和安全保护。
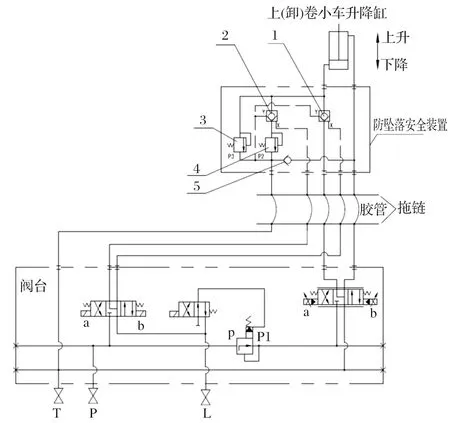
1-液控单向阀;2-液控单向阀;3-溢流阀;4-溢流阀;5-单向阀
4 结语
综上所述,液压系统安全设计需要从机组的安全防护要求、能量释放、设备运行风险等方面考虑,以人身安全和设备安全为前提,实现机组本质安全的提升。
