搅拌摩擦焊不等厚焊接接头组织和性能研究
2021-06-15齐芃芃田春雨黄晶晶周金旭
齐芃芃,田春雨,韩 旭,黄晶晶,周金旭
(辽宁忠旺集团有限公司,辽宁 辽阳 111003)
铝合金材料的搅拌摩擦焊(Friction Stir Welding,FSW)技术,作为一种固相连接方法,其接头性能优于传统熔化焊接头性能,且具有无热裂纹、较小的变形及残余应力等特点[1-2]。6xxx系铝合金是Al-Mg-Si系可热处理强化铝合金,具有良好的塑性和耐腐蚀性,广泛应用于航天航空、核工业、轨道交通等领域[3]。不等厚接头即接头两侧的板材厚度不一致,现阶段早已实现熔化焊对不等厚接头的焊接,船体建造过程中,不等厚板的焊接一般采用自动埋弧焊或二氧化碳气体保护的焊接工艺[4],但关于搅拌摩擦焊不等厚接头焊接方面的研究却非常少。本文以6005A-T6铝合金为试验板材,不等厚接头的厚度分别为3mm+6mm与6mm+10mm两种情况,两种接头均采用不同长度的搅拌针进行焊接,研究搅拌针长度对不等厚接头力学性能、内部组织以及断裂形式的影响。
1 试验材料与方法
焊接材料采用6005A-T6铝合金板材,板材厚度分别为3mm、6mm、10mm;其化学成分(质量分数,%)为,Si 0.5~0.9,Fe 0.35,Cu 0.3,Mn 0.5,Mg 0.4~0.7,Cr 0.3,Zn 0.2,Ti 0.1,Al余量。母材力学性能见表1。
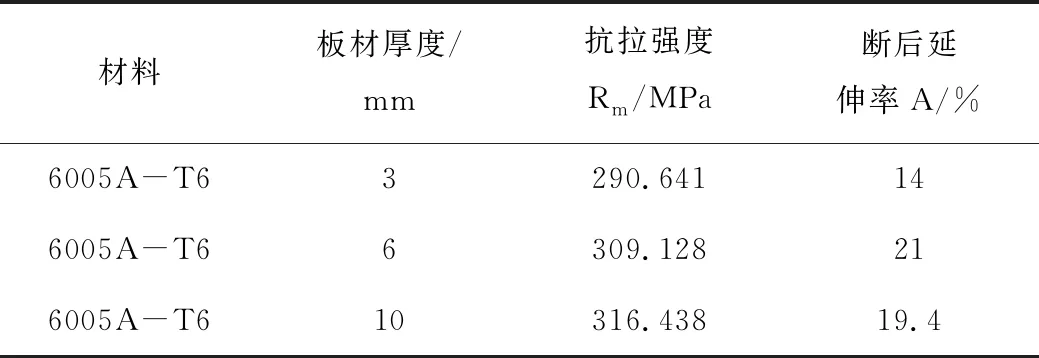
表1 母材力学性能
在焊接过程中接头两侧板材厚度为3mm+6mm与6mm+10mm两种,厚板放置在前进侧,接头摆放以及焊接过程如图1所示。搅拌针为右旋螺纹搅拌针,焊接启动后对,旋转的搅拌针插入板材,使板材热塑化,形成稳定的固相接头,焊接完成后搅拌针拔出。搅拌针与板材厚度关系以及具体焊接参数见表2。

图1 焊接过程图

表2 焊接参数
垂直于焊接方向截取金相试样,经砂纸打磨和机械抛光后,用10%NaOH水溶液试剂腐蚀。使用蔡司光学显微镜观察接头组织形貌。拉伸试验时,每组测试2个试样,取其平均值作为试验结果,并使用扫描电镜观察断口形貌。
2 试验结果及分析
2.1 表面成型
图2是不同参数下焊缝的宏观表面形貌,可以看出焊缝并未出现肉眼可见缺陷,但当接头规格相同时,表面成型质量会随搅拌针增加有所下降。

图2 焊缝外观形貌
2.2 拉伸性能
制备25mm×180mm的力学试样,通过拉伸试验测试其最大拉力值,具体数值为,1#试样12078.9N,2#试样16782.2N,3#试样19349.1N,4#试样23530.5N,5#试样32007.8N,6#试样34222.9N。可知,当板材厚度一定时,不论搅拌针的长度是多少,焊接工艺参数相同,因此影响接头质量的因素只有搅拌针长度。其最大拉力值也随着搅拌针长度的增加而增加,这是因为搅拌摩擦焊中,由于搅拌针存在一定的倾角,在焊接过程中会使接头产生一定的减薄,因此,接头的有效厚度基本等于搅拌针的长度。当搅拌针均为2.8mm时,板材厚度为6mm+10mm得到的最大拉力值大于板材厚度为3mm+6mm的最大拉力值。由于在不等厚搅拌摩擦焊中,如果搅拌针与薄板厚度相近,会造成焊核金属流出,使内部组织变得疏松,造成性能下降。但是当搅拌针长度与薄板厚度存在一定差距时,即使有金属下渗,周围的金属对下渗金属有较好的保护作用,不仅不会影响焊核的致密性,还会增大有效连接面积,提升承力能力。因此在应用中,通过增大薄板厚度来提高接头的承力能力具有可行性、实用性。
2.3 断口形貌
试样的断裂位置如图3所示。包括两种断裂位置,其中,2#和6#试样断裂在薄板热机影响区(图5(b)(f))。其中2#板材为3mm+6mm搅拌针长度为2.8mm,6#板材为6mm+10mm,搅拌针长度为5.8mm,其余试样均断裂在焊缝中心。这是因为断裂在焊缝中心的试样在接头底部存在一定的未焊透缺陷,且未焊透缺陷与S线连接,因为S线导致没有形成冶金结合[5],在拉伸过程中,由于根部存在未焊透缺陷,缺陷端部为裂纹源,受拉应力作用裂纹迅速扩展,试样存在S线缺陷的接头断口平滑,韧窝数量相对较少,降低了接头的塑性变形能力[6],接头几乎在未发生塑性变形的情况下沿晶界断裂,塑性变形较弱[7]。试样断口形貌如图4所示。
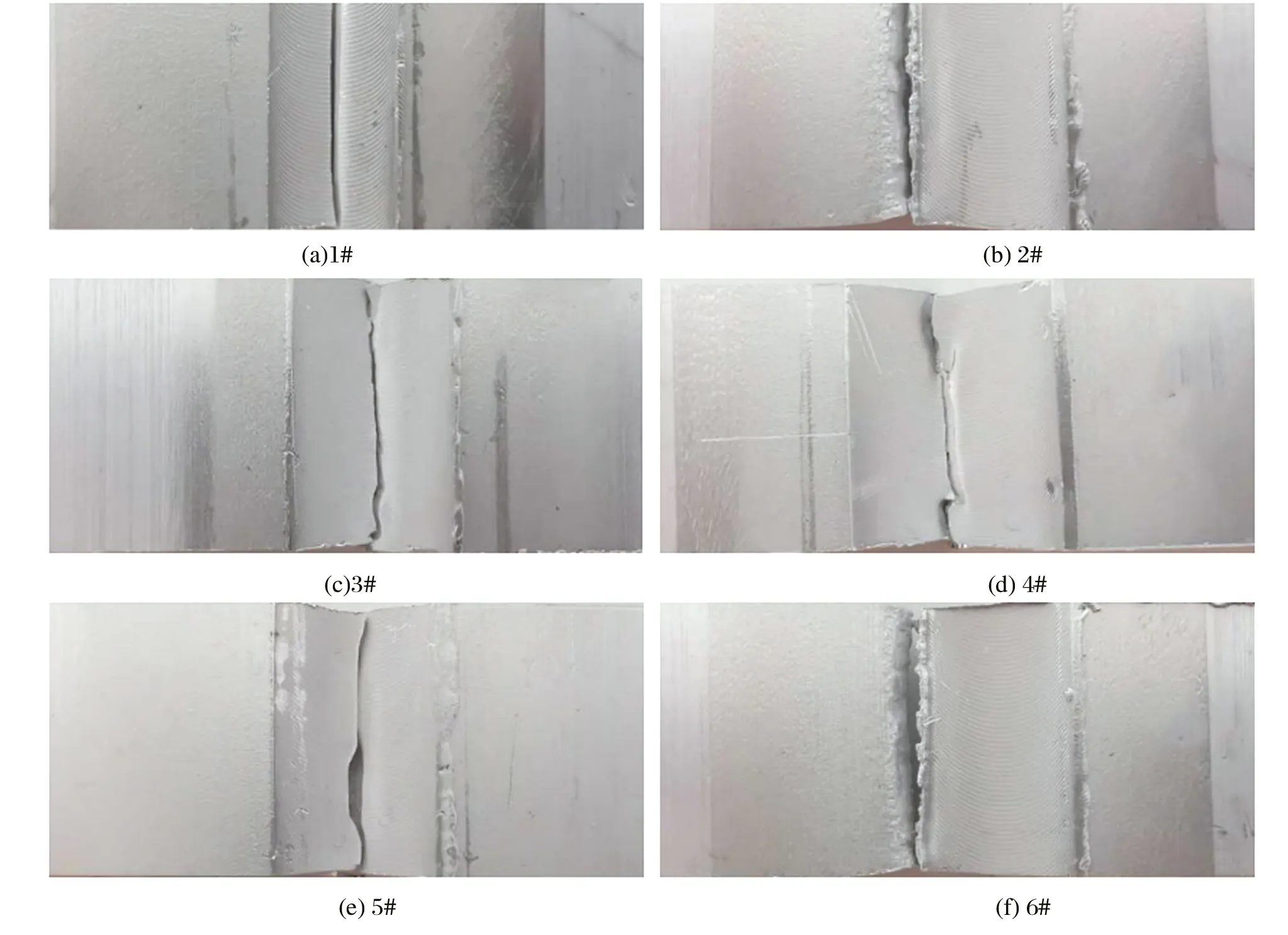
图3 断裂试样示意图貌

图4 焊接接头断口形貌
由图4可知,各试样中均存在一定大小的撕裂棱,属准解理断裂特征。其中,1#试样与2#试样接头形式均为3mm+6mm,3#试样、4#试样、5#试样、6#试样接头形式均为6mm+10mm。对比可知,当接头规格固定时,随着搅拌针针长的增加,撕裂棱的大小有减小的趋势。同时,由区域对应的高倍断口形貌可见,断口分布着大量韧窝,属韧性断裂模式。接头整体断裂模式为韧-脆混合型断裂[8]。
2.4 接头组织
各参数下焊缝的宏观金相组织如图5所示,各个接头未出现孔洞等缺陷。但当搅拌针与薄板厚度差在1mm及1mm以内时,接头底部都出现了一定的变形,主要表现为金属下渗以及支撑金属变形。当搅拌针长度与薄板厚度相差0.2mm时(2#试样与6#试样),两种规格的不等厚接头都形成了无缺陷的焊接接头;当搅拌针长度逐渐减小时,接头背部出现未焊透缺陷,并且随着搅拌针的减小而增大。典型接头不同区域组织形貌如图6所示。

图5 宏观金相图片
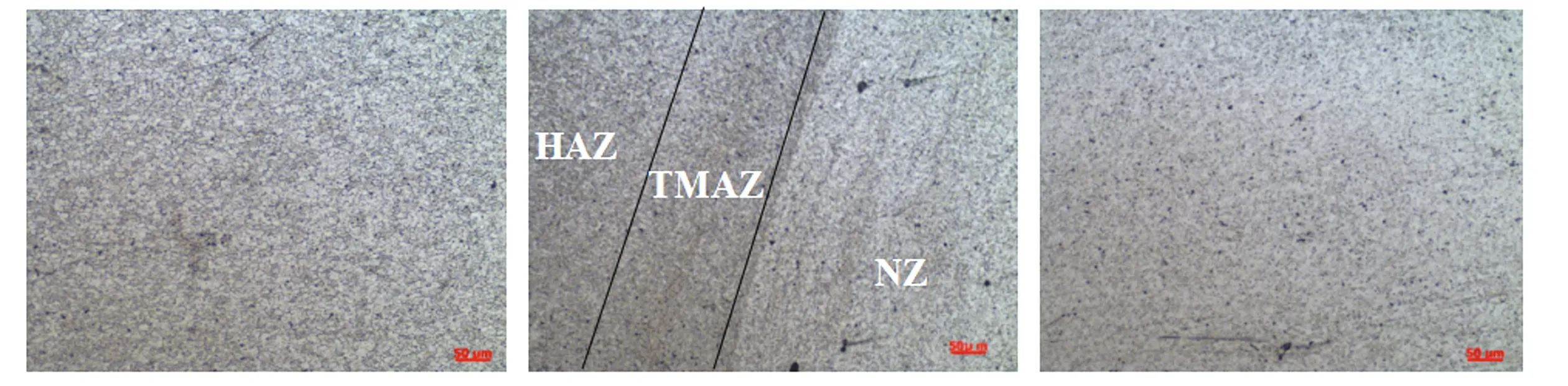
(a) 6005A母材 (b) 热影响区与热机影响区 (c) 焊核区
图6(a)为6005A母材组织,由图可知母材(Base Metal,BM)的组织为典型的挤压态组织;图6(b)为热影响区与热机影响区组织,由于热影响区(Heat Affected Zone,HAZ)只受热作用,挤压组织消失,取而代之的是粗大的晶粒;热机械影响区(Thermo-Mechanically Affected Zone,TMAZ)受到塑性金属流动时产生的冲击力和热的双重作用,表现出的是畸变的组织,晶粒被拉长,且具有一定的方向性[9]。图6(c)为焊核区(Nugget Zone,NZ)由细小的等轴晶组成,同时存在大量细小、弥散分布的强化相,这是因为焊核区金属受到搅拌针的剧烈搅拌作用而发生塑性变形,同时在摩擦热的作用下发生再结晶[10]。
3 结论
(1)板厚固定时,拉伸最大力会随着搅拌针长度增加而增加,当搅拌针与薄板匹配时承力效果最好。当搅拌针均为2.8mm时,板材厚度为6mm+10mm的最大拉力值大于板材厚度为3mm+6mm的。
(2)接头断口均存在一定大小的撕裂棱,属准解理断裂特征。同时断口分布着大量韧窝,属韧性断裂特征,因此接头整体断裂模式为韧-脆混合型断裂。并且当接头规格一定时,随着搅拌针的增加,撕裂棱的大小有减小的趋势。
(3)当搅拌针长度与板材相差较大时,不等厚接头均出现未焊透缺陷,当搅拌针逐渐增长,直至与薄板相差0.2mm才得到无缺陷的焊接接头。同时当搅拌针与薄板厚度差≤1mm时,接头底部均出现金属下渗以及支撑金属变形的情况。
(4)接头组织焊核区组织发生再结晶,呈现细小的等轴晶,热机影响区组织受热循环与机械作用共同作用,导致晶粒被拉长,热影响区组织只受到热循环作用,晶粒照母材组织略有长大。
