汽车用高强车轮钢LQ590热轧钢板的研制开发
2021-06-11孙成钱时晓光董毅王俊雄刘仁东景鹤邢津铭王洪海韩楚菲
孙成钱,时晓光,董毅,王俊雄,刘仁东,景鹤,邢津铭,王洪海,韩楚菲
(1.鞍钢集团钢铁研究院,辽宁 鞍山 114009;2.鞍钢股份有限公司制造管理部,辽宁 鞍山,114021;3.鞍钢股份有限公司热轧带钢厂,辽宁 鞍山,114021)
随着汽车轻量化技术的发展,作为汽车重要组成部分之一的车轮,同样需要满足汽车轻量化发展要求。汽车质量每减轻10%,则油耗可下降8%~10%。同时,轻量化还能带来汽车操控稳定性和冲撞安全性的提升。对于钢制车轮来说,要达到轻量化的目的,最主要的途径有两个,一是优化车轮结构设计;二是使用高强度或超高强度的钢材。由于车轮制作对钢板的综合性能以及表面质量和厚度公差要求极高,使得国内只有少数厂家才能生产车轮钢,而日本等一些发达国家早已实现了高强车轮钢生产。鞍钢生产的车轮钢牌号主要有A460LF,LQ540,为了追赶日本等一些发达国家生产的高强车轮钢,鞍钢进行了高强车轮钢LQ590的研制开发。本文主要介绍通过对普碳钢进行成分微调加入适量的Nb和Ti、进行控轧控冷工艺控制以及利用时效处理进行鞍钢高强车轮钢LQ590实验室及工业生产开发。
1 实验室冶炼与轧制试验
1.1 冶炼与轧制
实验室采用200 kg真空炉,按照表1中设计的冶炼成分进行冶炼,最后合炉抽真空,浇注时要保证注流平稳不断流,炉内多余钢水要倒净,自然冷却形成试验钢锭。

表1 LQ590试验钢冶炼成分设计(质量分数)Table 1 Smelting Compositions in LQ590 Test Steel(Mass Fraction) %
将冶炼的试验钢锭切分为两块,分别编号1和2,放进箱式电炉中加热到1 220℃,出炉后在四辊试验轧机上进行控制轧制,设计开轧温度为1 100℃,终轧温度为880℃,卷取温度为620℃(模拟),利用便携式红外测温仪检测温度。LQ590轧制工艺见表2,将钢锭轧制板厚为11 mm。
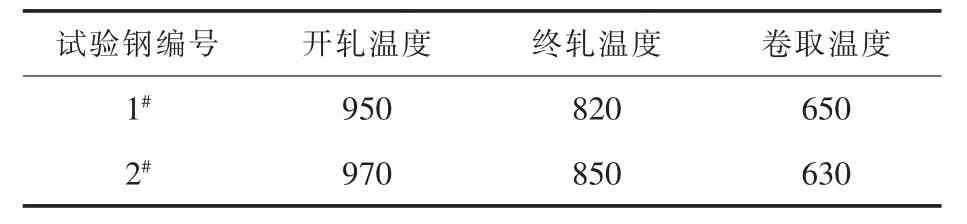
表2 LQ590轧制工艺Table 2 Rolling Process for LQ590 Steel ℃
1.2 钢板性能与组织检验分析
1.2.1 力学性能
每块钢板上分别取横向试样各2块,在Z1200拉伸试验机上进行力学性能检验,LQ590实验室性能检验结果如表3所示,可以看出抗拉强度低于590 MPa,没有达到设计要求。
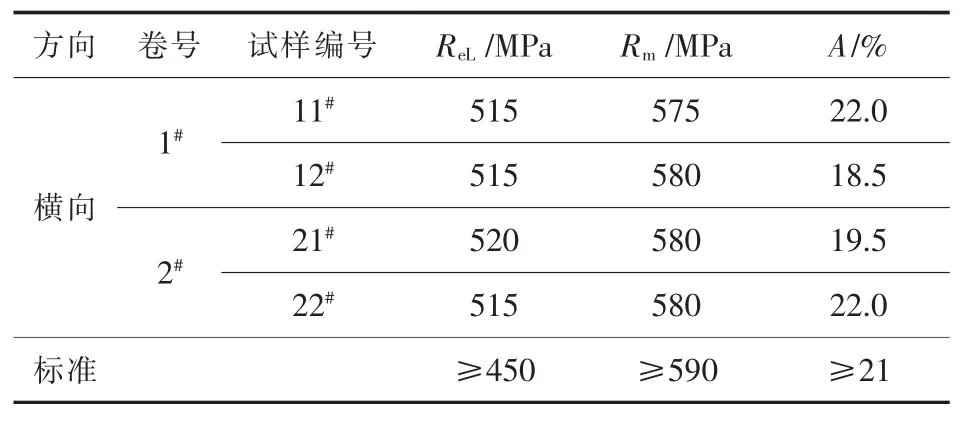
表3 LQ590实验室性能检验结果Table3 Test Results of Properties of LQ590 Steel at Laboratory
1.2.2 金相组织
实验室LQ590金相组织如图1所示。从金相图片中可以看出,其组织主要由大量的贝氏体及少量的铁素体和珠光体组成,晶粒非常细小,晶粒度12级。
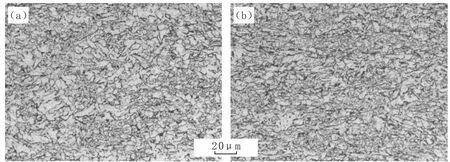
图1 实验室LQ590金相组织Fig.1 Metallographic Structures of LQ590 Steel at Laboratory
1.2.3 总结分析
从实验结果可以看出,与标准相比试验钢LQ590屈服强度偏高,抗拉强度和延伸率偏低,结合轧制工艺和组织分析认为:
(1)由于终轧温度过低,铁素体在形成过程中被不断变形,使得铁素体晶粒较小而且其内部含有大量畸变,强度偏高,所以使其屈服强度偏高,延伸率偏低;
(2)由于冷却过程中冷速过慢,贝氏体是在高温状态下形成的,导致其抗拉强度偏低。
2 工业试制的冶炼与轧制试验
2.1 冶炼与轧制
高强车轮钢LQ590工业试制化学成分以实验室冶炼成分为基础并进行微调,高强车轮钢LQ590实际冶炼成分见表4。连铸坯厚度为170 mm,并在鞍钢热轧带钢厂2150机组进行轧制试制。

表4 LQ590实际冶炼成分(质量分数)Table 4 Actual Smelting Composition in LQ590 Steel(Mass Fraction) %
连铸坯装炉2块进行轧制。设计加热目标温度1 220℃,保温218 min,高强车轮钢LQ590实际轧制工艺参数见表5。
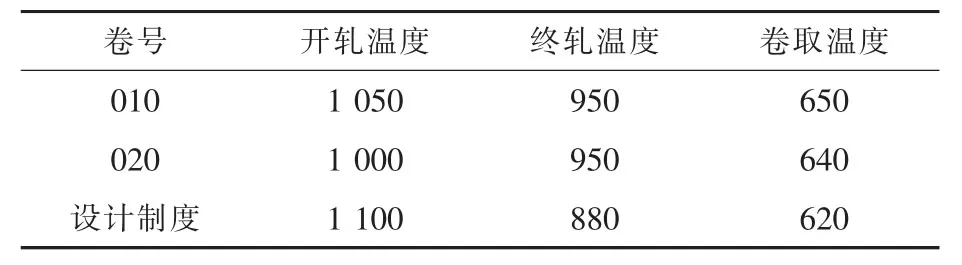
表5 LQ590实际轧制工艺Table 5 Actual Rolling Process for LQ590 ℃
2.2 轧后取样分析
热轧后立即在头尾分别截取试样,编号1、2、3、4。 其中,1为 010 试样头部、2为 010 试样尾部,在横向方向各取两个拉力试样,横向编号11、12、21、22, 3为 020 试样头部、4为 020 试样尾部,在横向方向各取两个拉力试样,编号为:13、14、23、24。 高强车轮钢 LQ590 工业生产性能见表6,高强车轮钢LQ590钢第一次取样金相组织见图2。由图2可见,工业生产的LQ590组织均为铁素体及珠光体组织。
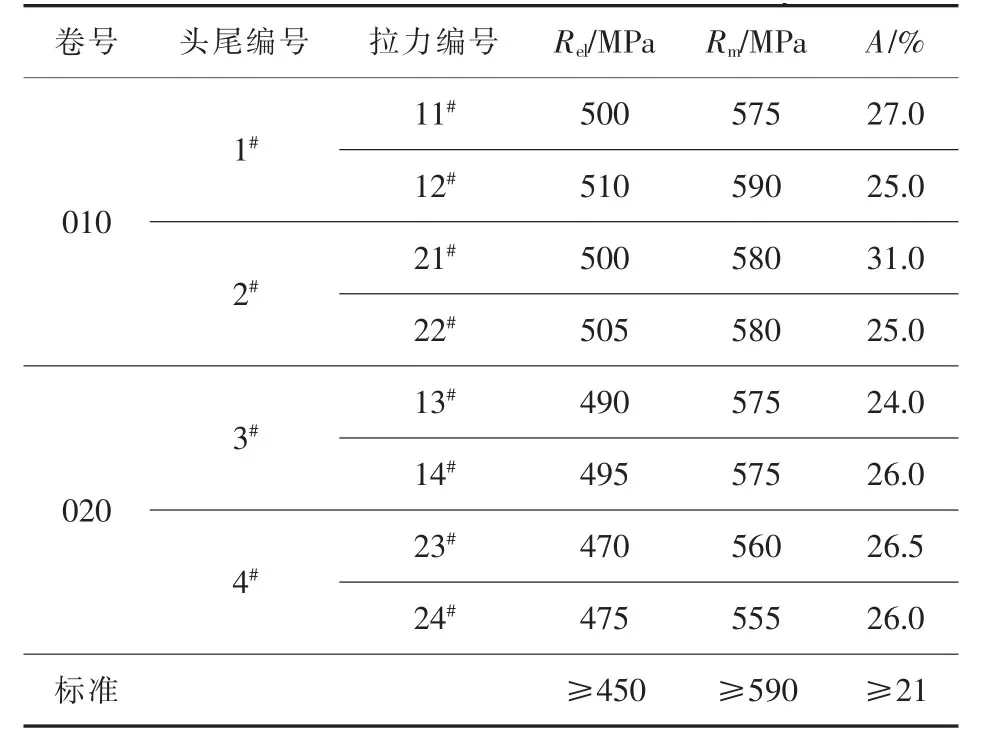
表6 LQ590工业生产性能Table 6 Industrial Production Performance of LQ590 Steel

图2 LQ590第一次取样金相组织Fig.2 Metallographic Structures of Sample Taken from LQ590 Steel for 1st Time
2.3 缓冷后取样分析
试样截取自轧后放置2周的钢卷,010号钢卷取样编号5,020号钢卷取样编号6。每卷横向取两个 拉 力 试 样 , 横 向 编 号 :511、512、611、612,LQ590试样轧后2周性能见表7。
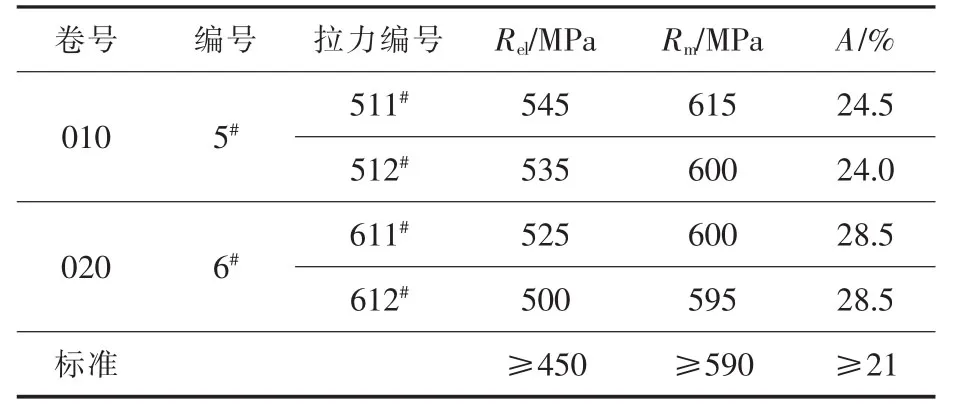
表7 LQ590试样轧后2周性能Table 7 Properties of Sample Taken from LQ590 Steel during Two Weeks after Rolling
高强车轮钢LQ590钢第二次取样金相组织见图3。由图3可见,工业生产的LQ590组织均为铁素体及珠光体组织。

图3 LQ590第二次取样金相组织Fig.3 Metallographic Structures of Sample Taken from LQ590 Steel for the Second Time
2.4 试验结果分析
轧后立即取样钢板性能检验结果表明,屈服强度满足标准要求,均大于450 MPa;但抗拉强度与标准指标稍低,最高为590 MPa,为标准的边缘值;延伸率满足标准要求,均大于21%。钢卷放置2周后进行二次取样,性能检验结果表明,横向屈服强度满足标准要求,均大于500 MPa;延伸率满足标准要求,均大于标准要求的21%,达到24%以上;抗拉强度均比第一次检验高出20~30 MPa,最高达到615 MPa。通过以上的分析,认为强度提高是由于时效产生的。
总体来说,本次试制钢种成分合理,可以满足590 MPa高强车轮钢的性能指标要求,只要在实际生产中控制好工艺参数,达到设计要求就可以得到理想的钢板。
3 带合同工业试制
根据某零部件公司对高强车轮钢的试制需求,提供了11 mm厚度的高强车轮钢LQ590试验料进行车轮冲压应用性试验。
3.1 冶炼与轧制
在鞍钢炼钢厂冶炼1炉,高强车轮钢LQ590工业冶炼成分见表8,从表中可以看出,其成分完全符合设计要求。

表8 LQ590工业冶炼成分(质量分数)Table 8 Industrial Smelting Compositions in LQ590 Steel(Mass Fraction) %
在热轧带钢厂2150机组进行热轧试制,共轧制4块,高强车轮钢LQ590实际轧制工艺见表9,从表9中可以看出轧制工艺控制稳定,达到设计要求。
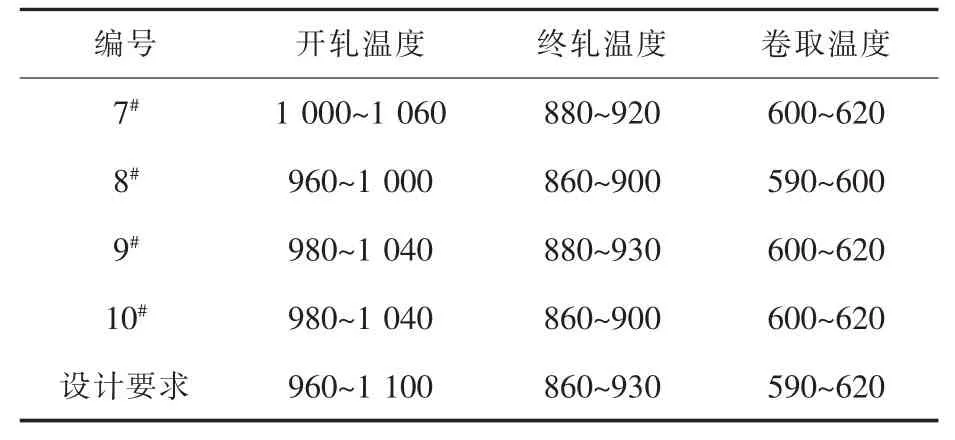
表9 LQ590实际轧制工艺Table 9 Actual Rolling Process for LQ590 Steel ℃
3.2 力学性能
对每卷横向取的两个拉力试样进行拉伸性能检验,其力学性能结果见表10。从表10中可以看出,4卷LQ590的横向屈服强度均在530 MPa以上,横向抗拉强度均在600 MPa以上,横向断后延伸率均在21%以上,性能稳定,达到标准要求。
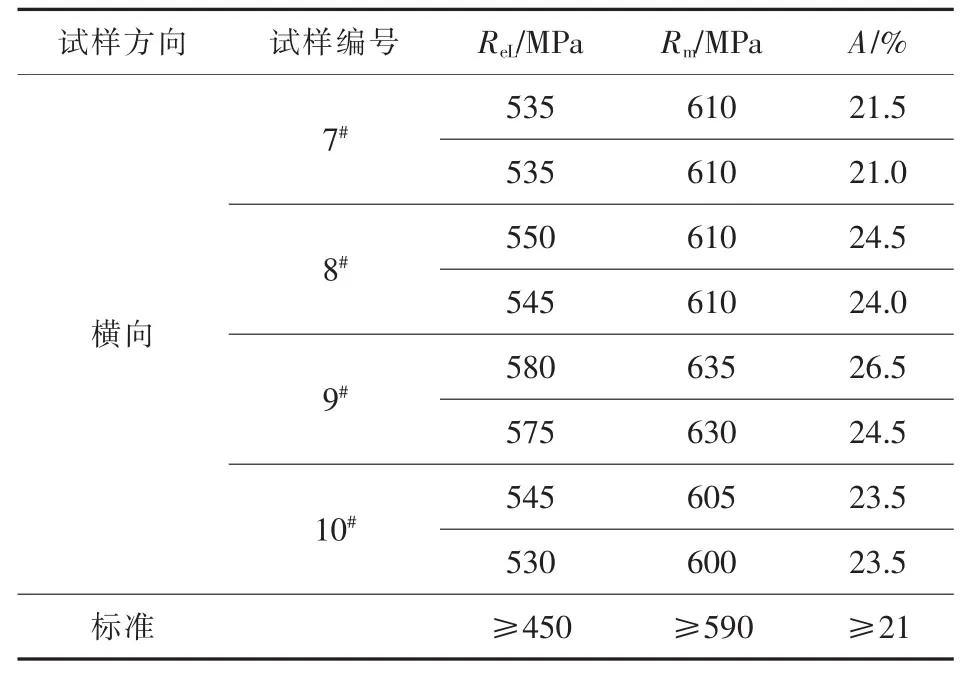
表10 LQ590力学性能Table 10 Mechanical Properties of LQ590 Steel
3.3 金相组织
在拉伸试样对应的钢板位置取金相试样进行组织分析,其编号与拉伸试样一致。高强车轮钢LQ590钢第二次取样的金相组织如图4所示,由图4可以看出,工业生产的LQ590钢组织均为铁素体、珠光体及少量的贝氏体,且晶粒细小,晶粒度为12级。

图4 LQ590金相组织Fig.4 Metallographic Structures of LQ590 Steel
3.4 冷成形冲压车轮试制
试制的高强车轮钢LQ590在某汽车车轮厂进行实际冷成形冲压试验,结果良好,车轮表面无开裂,达到用户要求,年生产量4万余t,高强车轮钢LQ590冲压车轮见图5。

图5 高强车轮钢LQ590冲压车轮Fig.5 Stamping Wheels Made from High Strength Wheel Steel LQ590
4 结论
(1)通过实验室开发和工业生产,在C-Mn钢的基础上添加Nb、Ti等微量的合金化元素,在轧制时采用控轧控冷工艺,成功开发出了590 MPa级高强车轮钢。
(2)工业生产的590 MPa级高强车轮钢屈服强度大于450 MPa,抗拉强度大于590 MPa,横向断后延伸率大于21%,满足标准要求。
(3)工业生产的590 MPa级高强车轮钢冷成形冲压结果良好,车轮表面无开裂,达到用户要求,现已经成功应用于某汽车厂卡车车轮,年生产量4万余t。